21.09 - dzień 1 - druk 3D

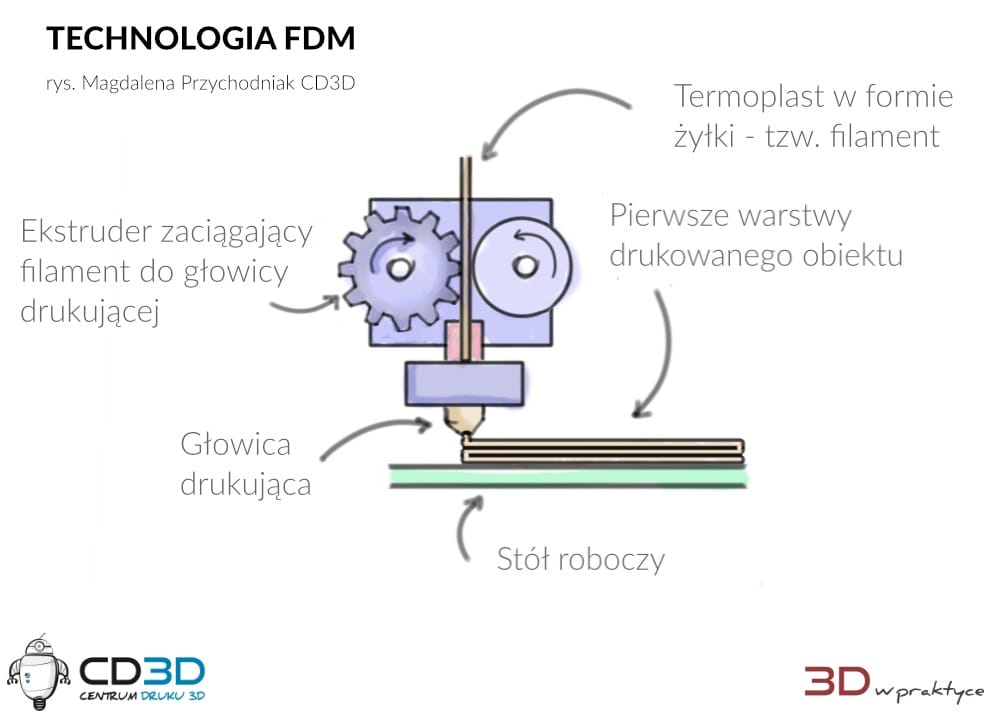
Druk 3W/ FDM
- technologia addytywna/przyrostowa - materiał nanoszony (wylewany, utwardzany) jest w sprecyzowanym miejscu, warstwowo.
- druk 3d daje nam dowolność formy i kształtu.
- maszyna w skrócie: 1. Filament (materiał na szpuli - abs, pla, hips, pet - polimer - nie plastik! Można poddawać modyfikacjom - pod wpływem ciepła uplastycznia się - nie topi!), 2. Głowica (podgrzewa, sprawia, że materiał jest plastyczny), 3. Materiał jest układany na platformie (która też może być podgrzewana).
- ABS - wytrzymały termicznie ale kruchy - bardzo powszechny,
- PLA - wytrzymały ale wrażliwy na temperaturę (już w 150st C zaczyna się uplastyczniać), w dużej mierze ze skrobi kukurydzianej, biodegradowalny (50-60 lat),
- HIPS - podobny do abs ale rozpuszcza się w kwasku cytrynowym, solidny, spójny materiałowo,
- PVA - wodnorozpuszczalny (klej Magic, Vikol jest pva).
- support - rusztowanie dla druku - szkielet, konstrukcja, na której się drukuje elementy, które jej potrzebują. Zwykle ten sam materiał ale z poduszką powietrzną, do usunięcia później. Czasem pva, które rozpuszcza się w wodzie (ale drogie i do tego potrzebna drukarka z dwiema głowicami).
- slic3r - program do tłumaczenia obiektów 3d na język maszynowy, g-code - język komunikacji między mną a maszyną, uniwersalny język sterowania maszynami cnc (plotery, maszyny tnące itp), slic3r tworzy g-code za nas.
- infill - wypełnienie - od niego zależy jak nasz wydruk będzie się zachowywał/pracował, np. plaster miodu, który sprawia, że wydrukowana rzecz jest bardziej plastyczna ale przenosi jakieś obciążenia. 15-20% wypełnienia optymalne, wystarczająco wytrzymałe ale oszczędza czas, materiał, koszty. Najwytrzymalsze bliżej 50% ale mniej opłacalne. 100% wypełnienia - unikamy ze względu na pracę materiału pod wpływem temperatury. Filamenty wrażliwe na zmiany temperatury.
- raft - coś na czym wydruk "siedzi", podstawa, którą później chcemy usunąć (choć nie zawsze jest to łatwe).
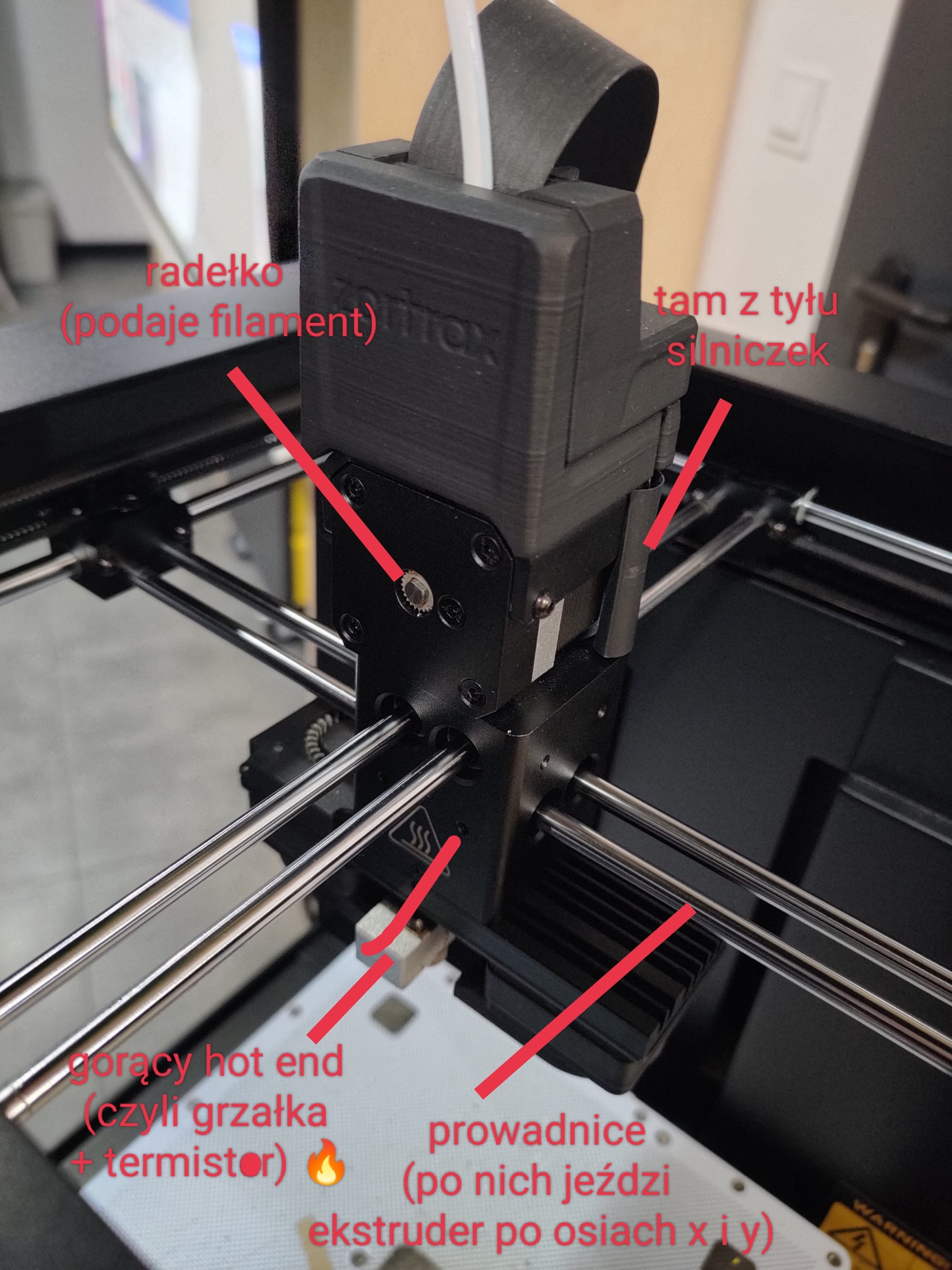
Budowa drukarki 3d
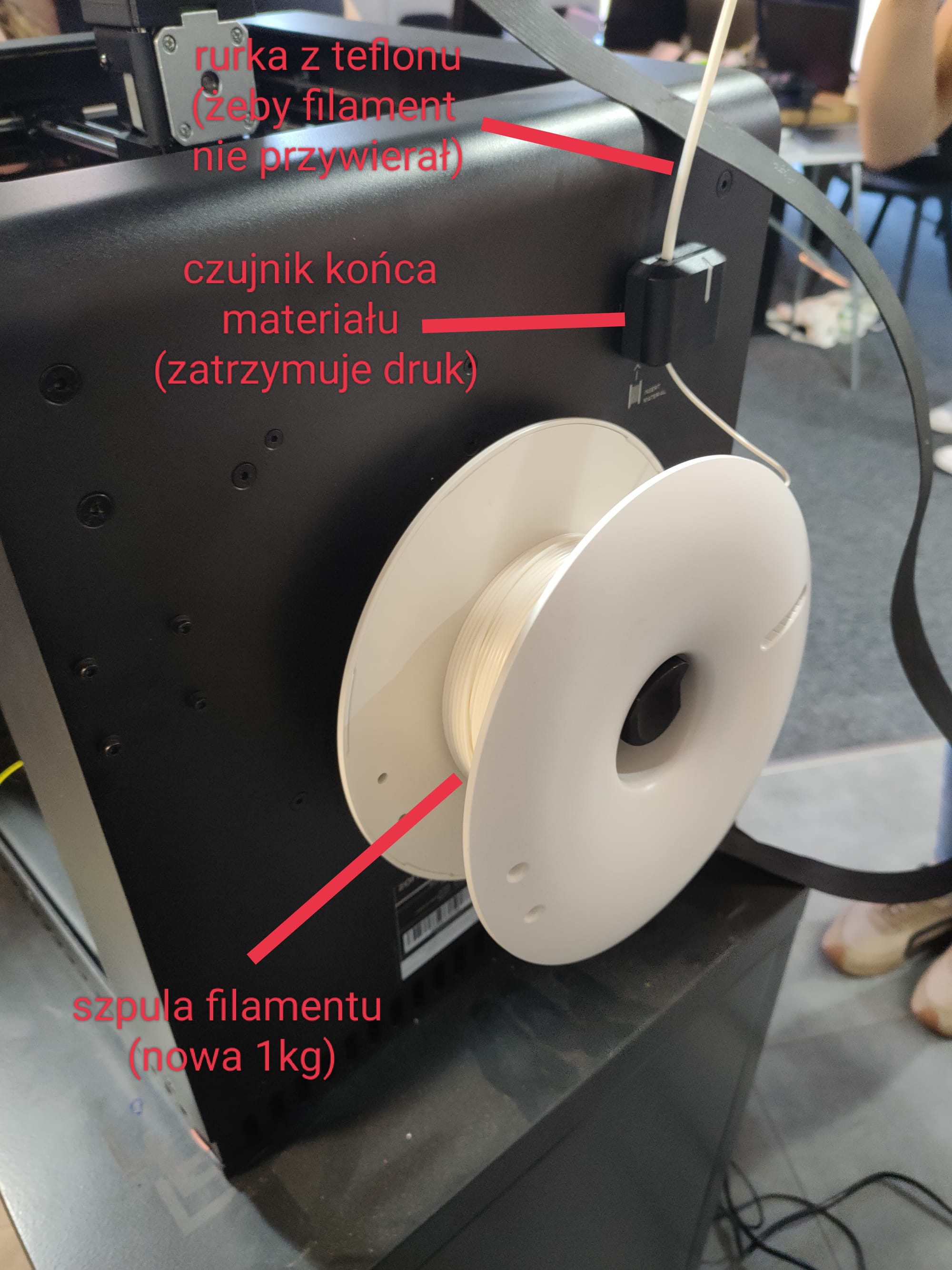
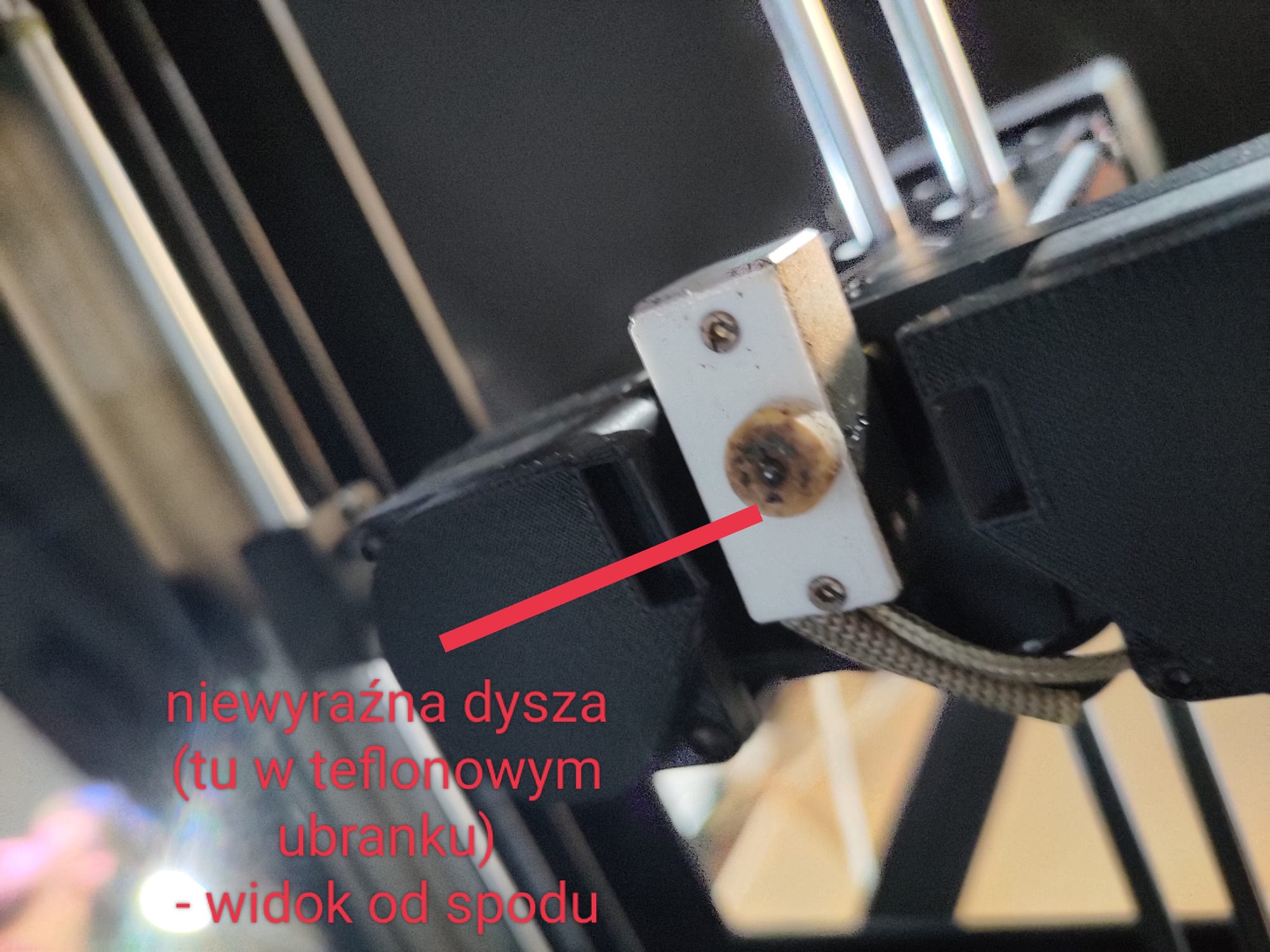
średnica dyszy 0,4mm, średnica filamentu 1,75mm - jeśli filament jest o zbyt dużej średnicy, może zostawać w dyszy, palić się, brudzić filament i ostatecznie zapchać dyszę
smar litowy - do prowadnic maszyny, łożyska muszą być nasmarowane
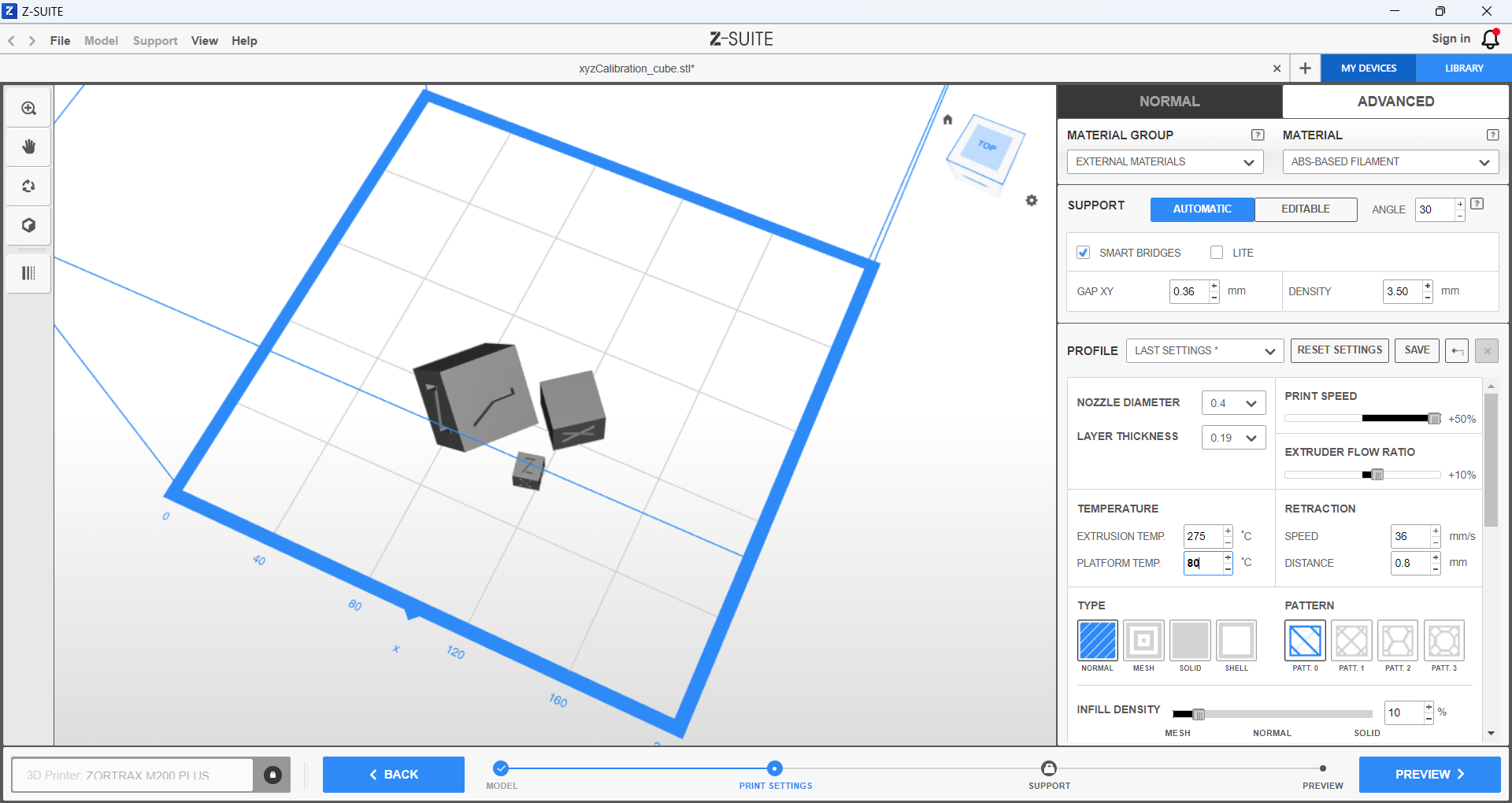
Slicer - Z-Suite:
- wybierz drukarkę - konkretny model
- zaimportuj plik, umieść na obszarze roboczym, zmodyfikuj, przeskaluj, obróć wg preferencji (pliki 3d darmowe: printables, myminifactory, thingiverse)
- dalej - ustawienia (program częściowo automatycznie je uzupełni odpowiednio dla wybranej wcześniej drukarki) najważniejsze:
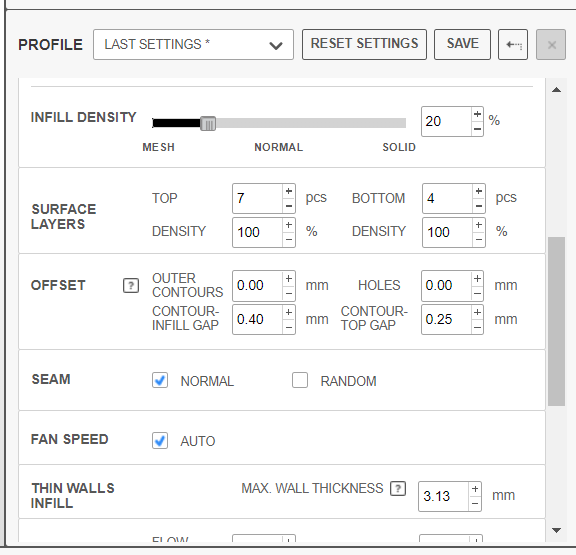
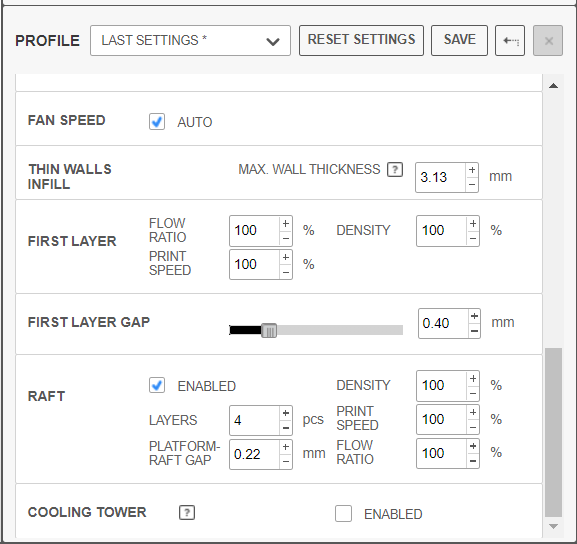
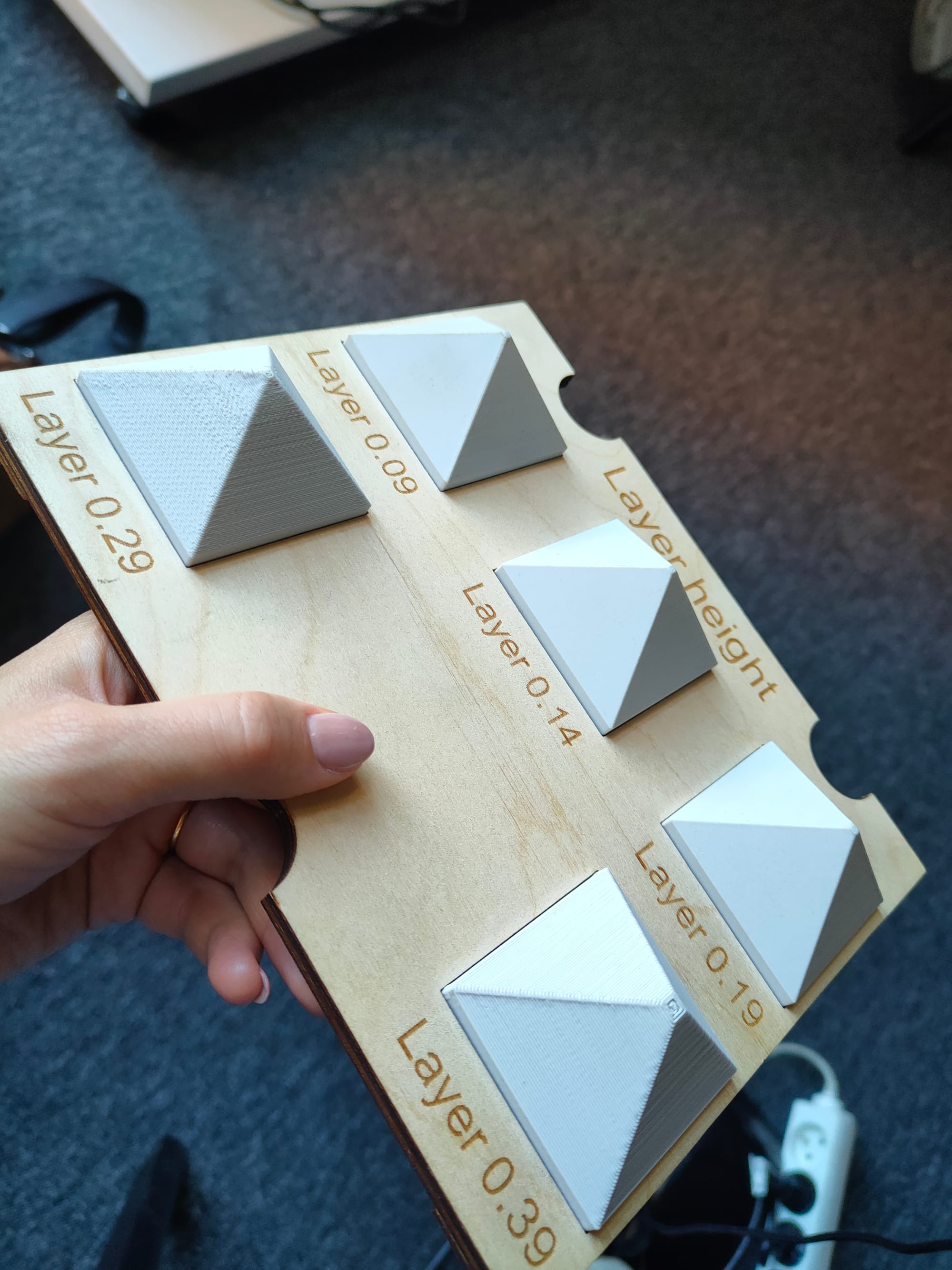
material group/material - wybierasz rodzaj filamentu, support - automatyczny lub tworzony ręcznie (dobrze jest zaznaczyć opcję lite, bez niej będzie go ciężko usunąć), nozzle diameter - średnica dyszy, zwykle 0,4, layer thickness - grubość warstwy, im cieńsza tym będzie ich oczywiście więcej ale powierzchnia będzie gładsza, print speed - na niektórych drukarkach warto dać max bo są bardzo powolne, extruder flow ratio - można też nieco przyspieszyć wtedy prędkość podawania filamentu, temperature - można sprawdzić na opakowaniu szpuli w jaka jest temp. mięknienia materiału, platform temp. - 80 dla mniejszych elementów, 100 - dla większych, retraction - prędkość i długość "zasysania" materiału przez dyszę gdy się zatrzymuje (żeby nie kapało), type - wybierasz rodzaj wypełnienia - w wolnym tłumaczeniu: pełne, podwójna ścianka, ażurowe, cienka skorupka - dla ażurowego możesz wybrać rodzaj oraz gęstość infillu, seam - szew, miejsce, w którym dysza "wchodzi na kolejne piętro" i zostawia "kropkę", możemy ustawić żeby zawsze było w tym samym miejscu lub pojawiało się randomowo i psuło nam wydruk w wielu miejscach, first layer gap - zawsze dajemy +0,1 od ustawień podanych przez program, dzięki temu będzie nam łatwiej oddzielić raft, raft - nie zawsze jest konieczny ale pomaga trzymać się wydrukowi w jednym miejscu.
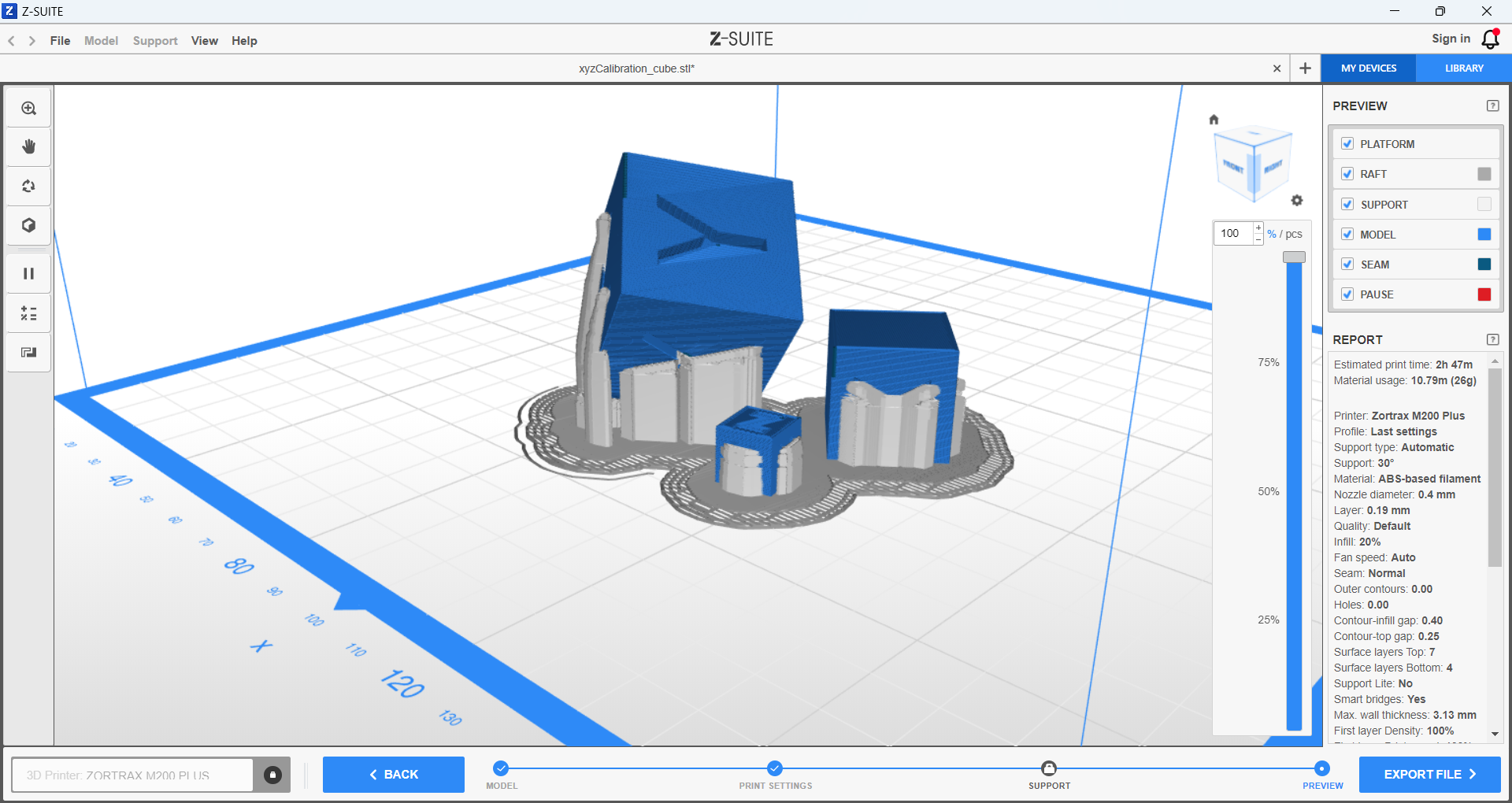
- wyeksportuj plik - g-code (z-code)
Druk
- blat musi być suchy, nie wolno go macać bo otłuścisz, należy przecierać papierowym ręczniczkiem z alkoholem (izopropanol) zawsze przed puszczeniem wydruku
- podłącz do prądu, włącz
- pendrive (z przodu) z plikiem wyeksportowanym ze slicera
- sprawdź ile materiału potrzebujesz (podpowiada slicer przy eksporcie pliku) w metrach lub gramach i przygotuj ile trzeba (waga szpuli z filamentem minus waga pustej)
- na ekranie dotykowym znajdź plik, uruchom druk
- nie wolno odejść od drukarki dopóki nie zacznie drukować!
- po zakończonym drukowaniu pozwól dyszy i platformie ostygnąć
- ostrożnie wyciągnij model przy pomocy szpatułki

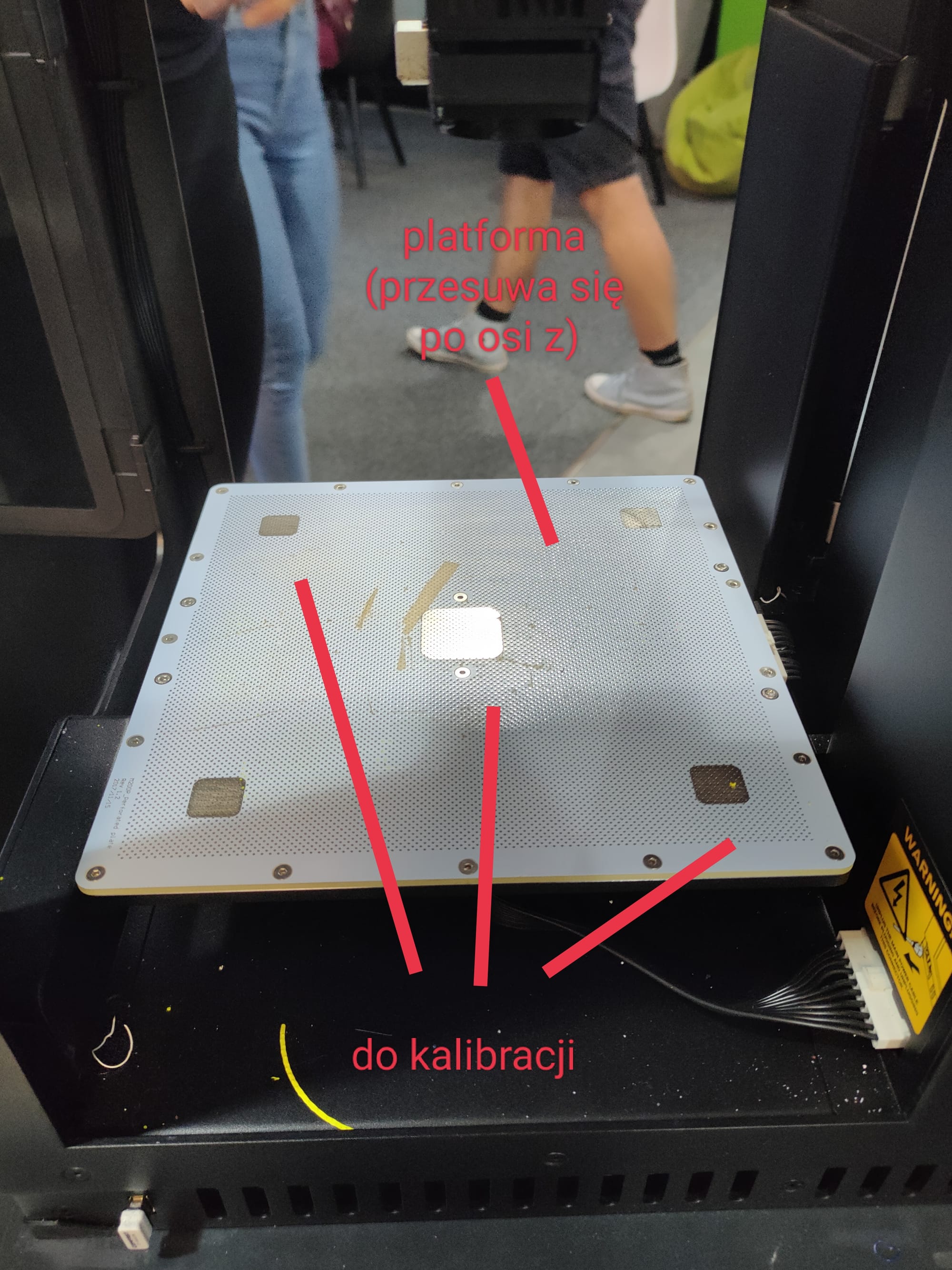
1. wydrukowany model na platformie 2. na panelu dotykowym możemy zobaczyć m.in. czas wydruku, temperaturę dyszy oraz temperaturę platformy
Tinkercad
darmowe i intuicyjne narzędzie online, dostępne z konta Autodesku (tinkercad.com)