22.09.- dzień 2 - druk 3D

Druk żywiczny SLA i mSLA
SLA - polega na utwardzaniu materiału w postaci płynnej światłem UV, punktowo wiązką lasera
mSLA - to samo ale z maskowaniem, wyświetlacz LCD naświetla konkretne miejsca, całą warstwę na raz, dużo szybciej
BHP - rękawiczki, nie wdychać oparów, wentylacja pomieszczenia, maska, okulary ochronne
każda żywica ma swoją kartę produktu - można w niej sprawdzić jak trzeba się zabezpieczyć
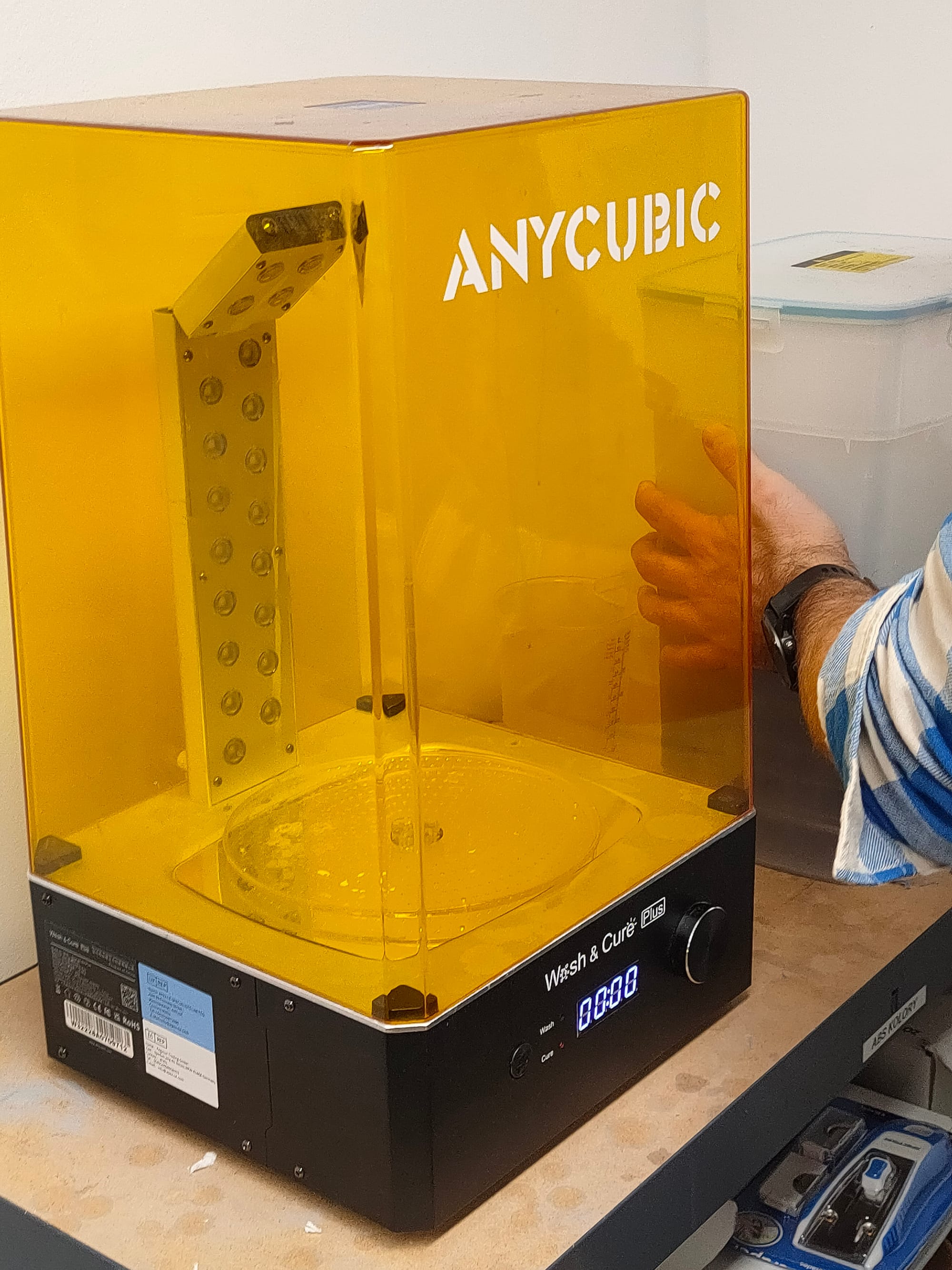
Żywice: np Formlabs, Anycubic
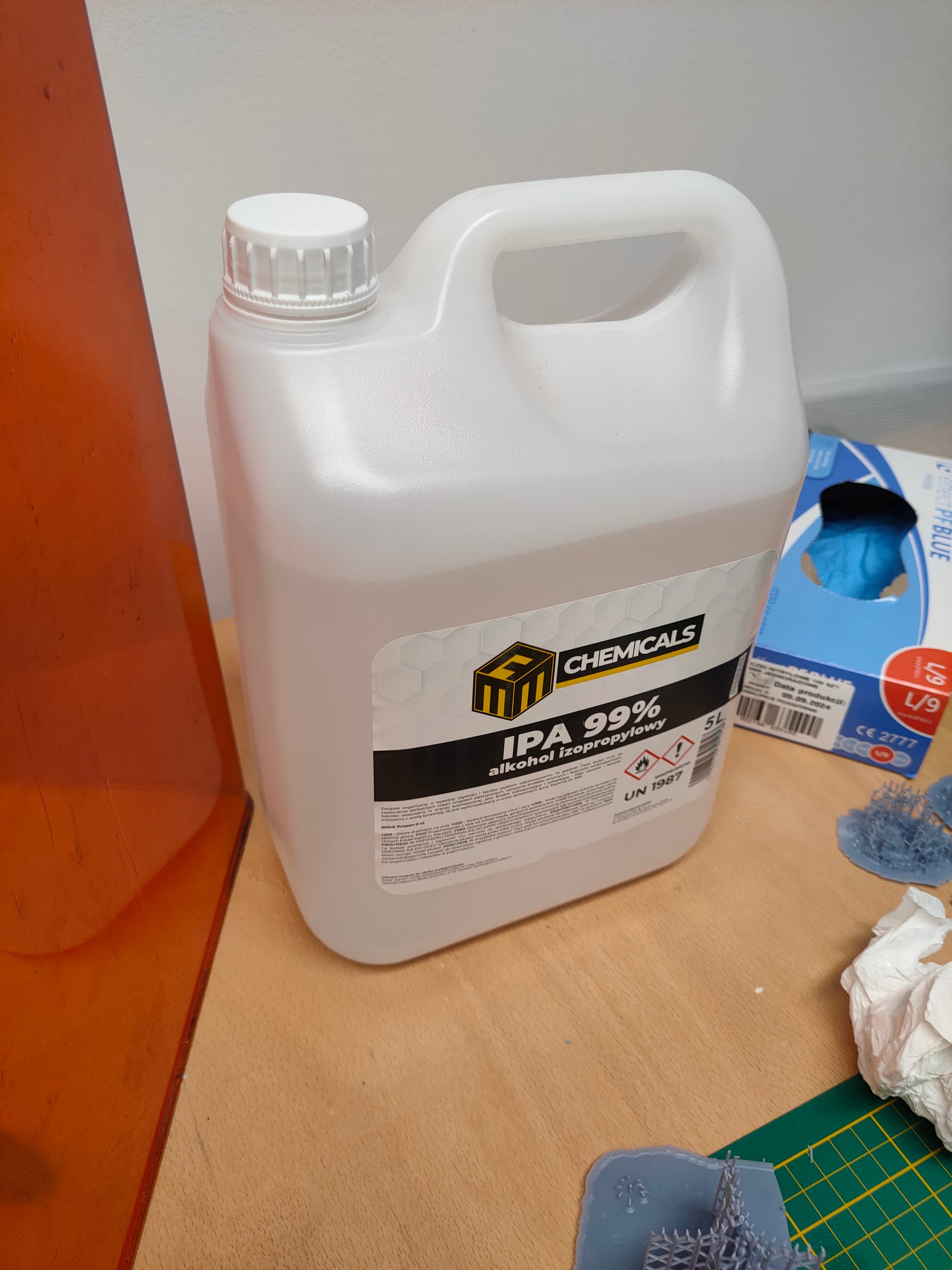
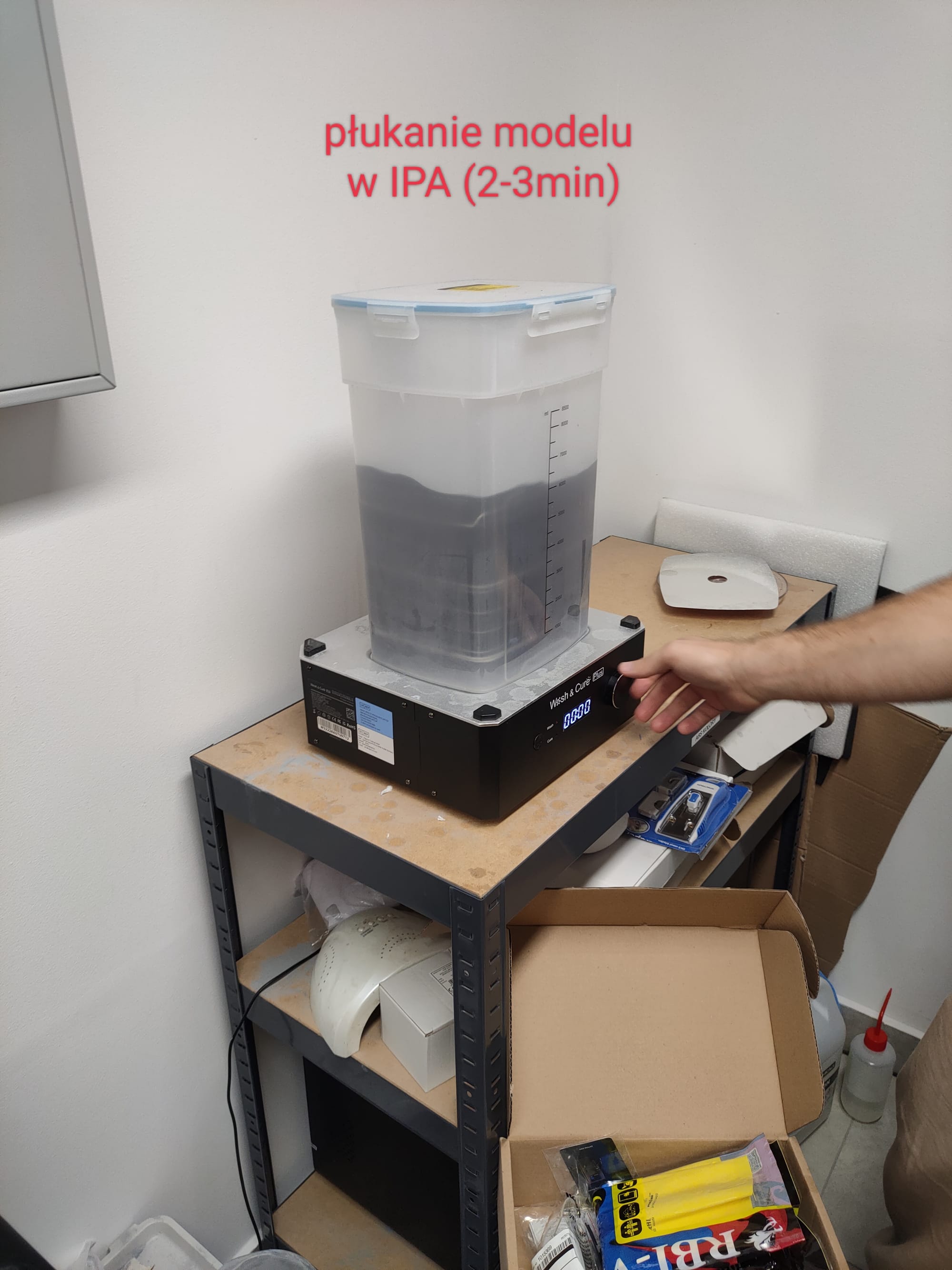
Po wydrukowaniu druk nie jest w 100% utwardzony. Trzeba wykąpać w izopropanolu (może być stary i brudny już, nie trzeba ciągle wymieniać), opłukać wodą, osuszyć dokładnie i utwardzić w lampie UV.
Co się zużywa?
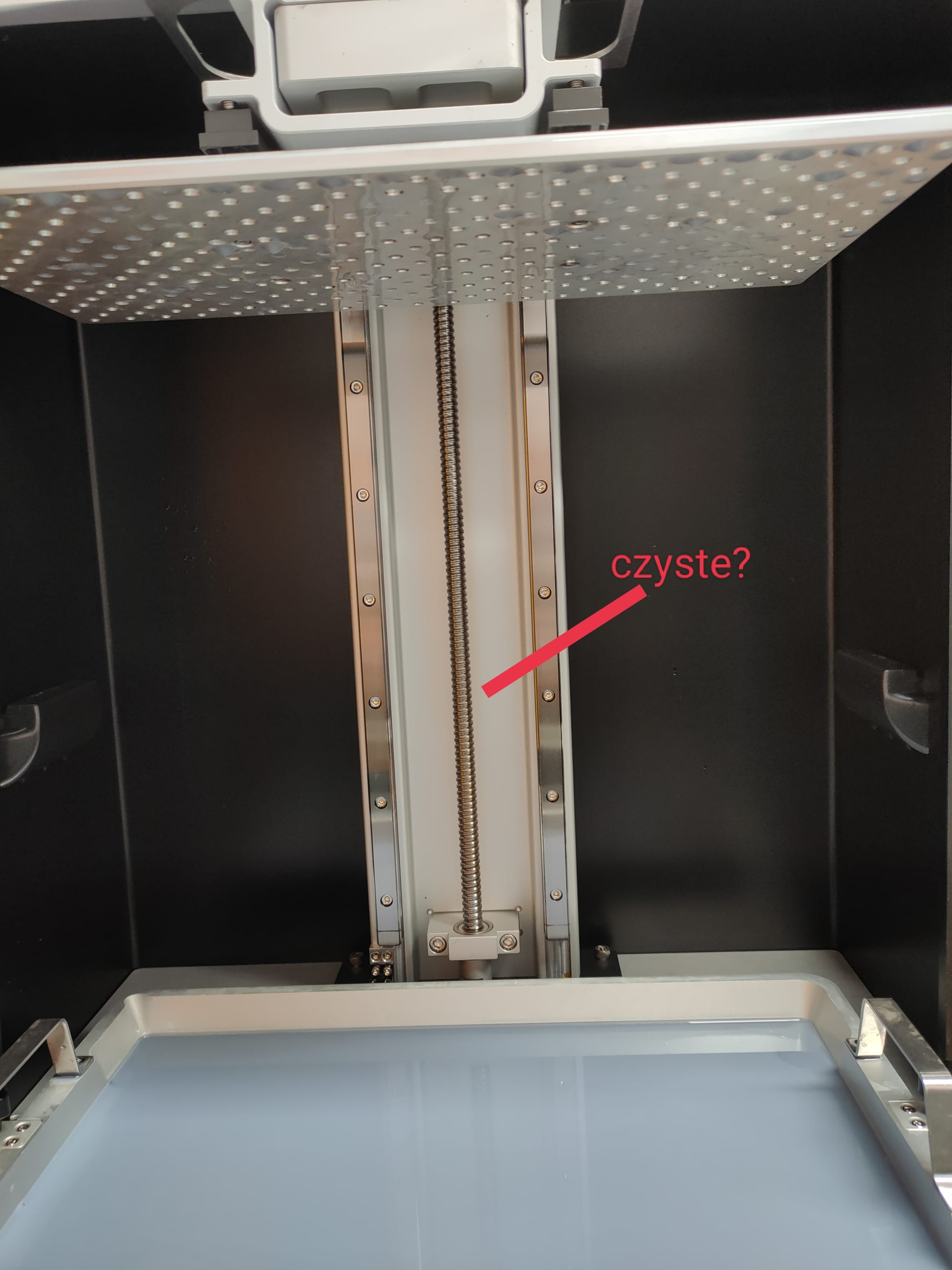
Żywice, folia FEP (ta na spodzie korytka - nie zawsze drukujemy w tym samym miejscu bo zużyje się szybciej), ekran LCD (ok 800-1500h druku i do wymiany), smarowanie prowadnic i śrub (smar litowy)

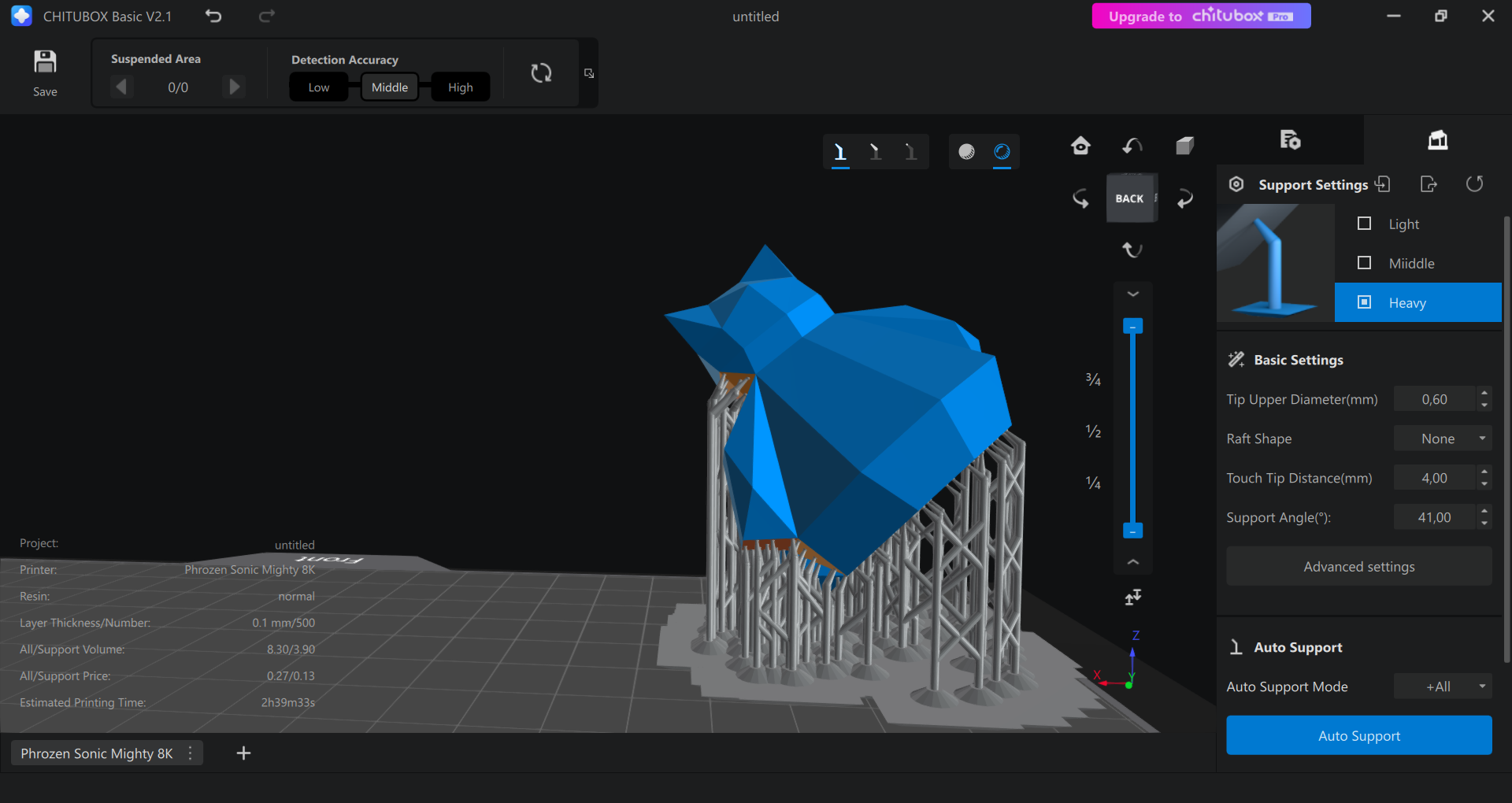
Support - taki drzewkowaty, specyficzny bo obracamy przedmiot pod dziwnym kątem
Curling (warping w FDM) - zwijanie się, przykurczanie przez zbyt długie naświetlanie warstw lub źle wymieszaną żywicę
Sagging - nie drukujemy nigdy na płasko bo pierwsza warstwa będzie nam opadać (pod wpływem grawitacji)
Adhezja między żywicą a stołem i FEP - chcemy żeby się przykleiło do platformy a nie do folii. Trzeba stworzyć sytuację, w której tak się stanie.


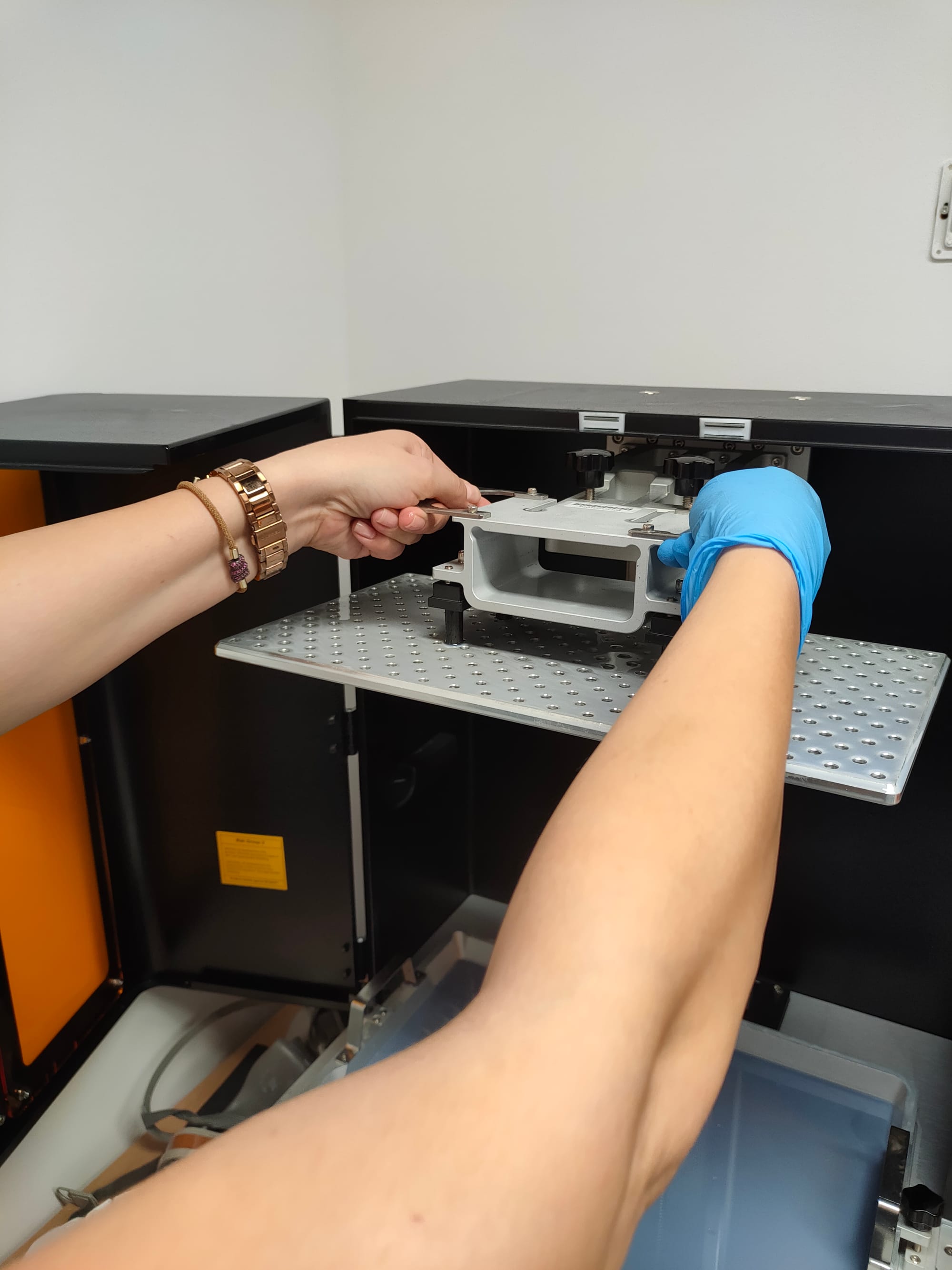

Jak wszystko gra to można zamknąć i puszczać druk
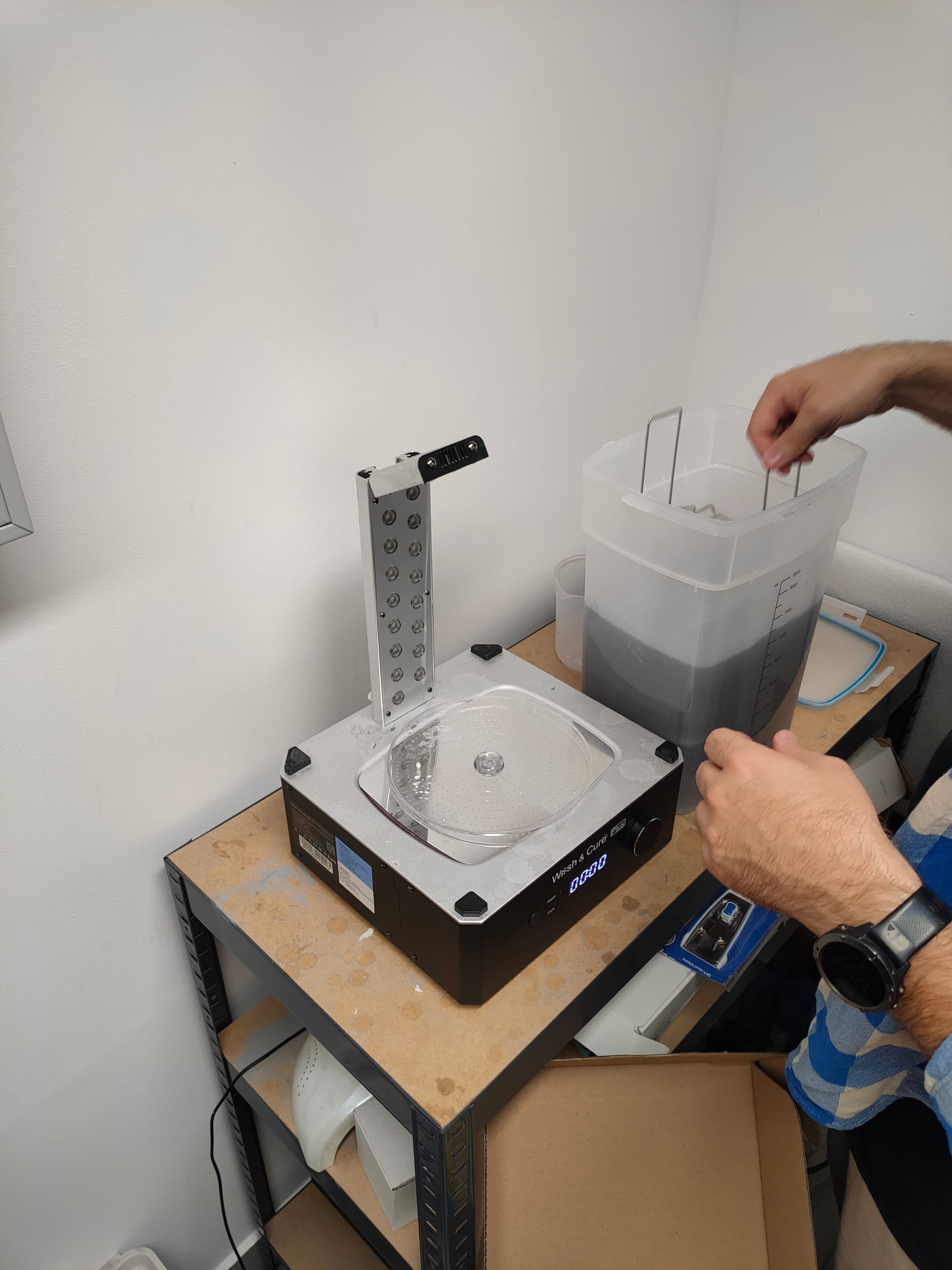

Osuszyć i do lampy UV.
Chitubox
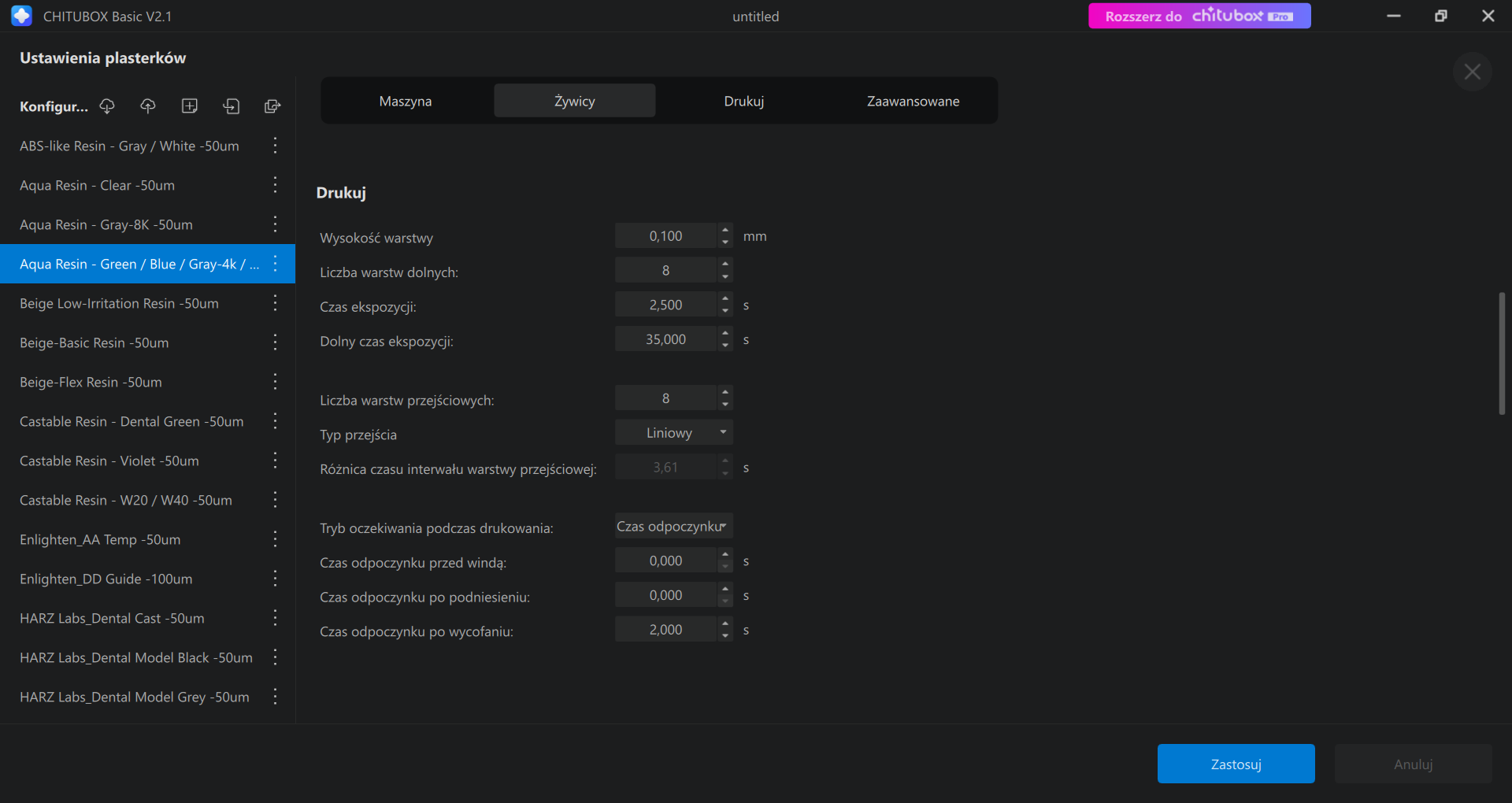
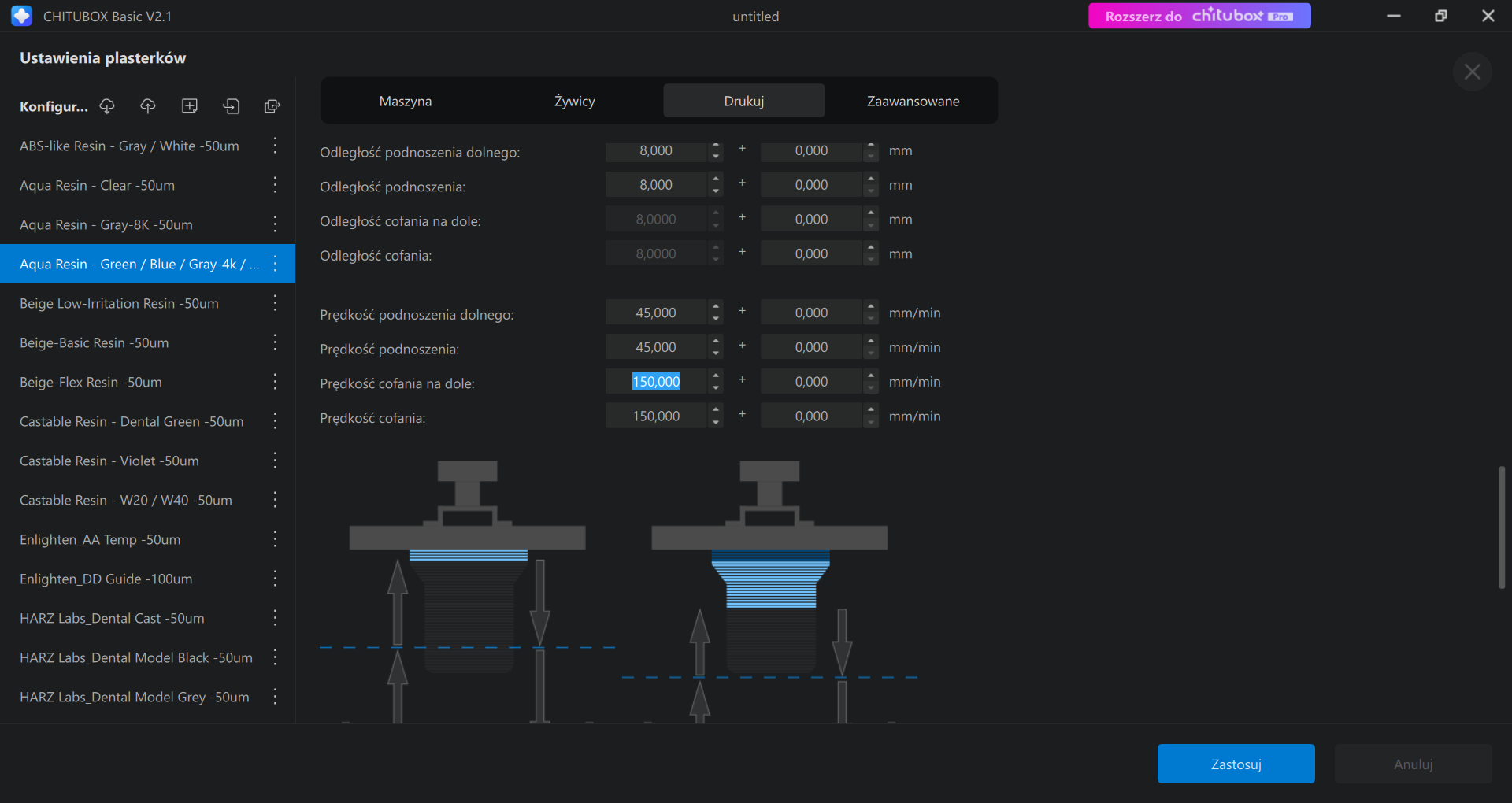
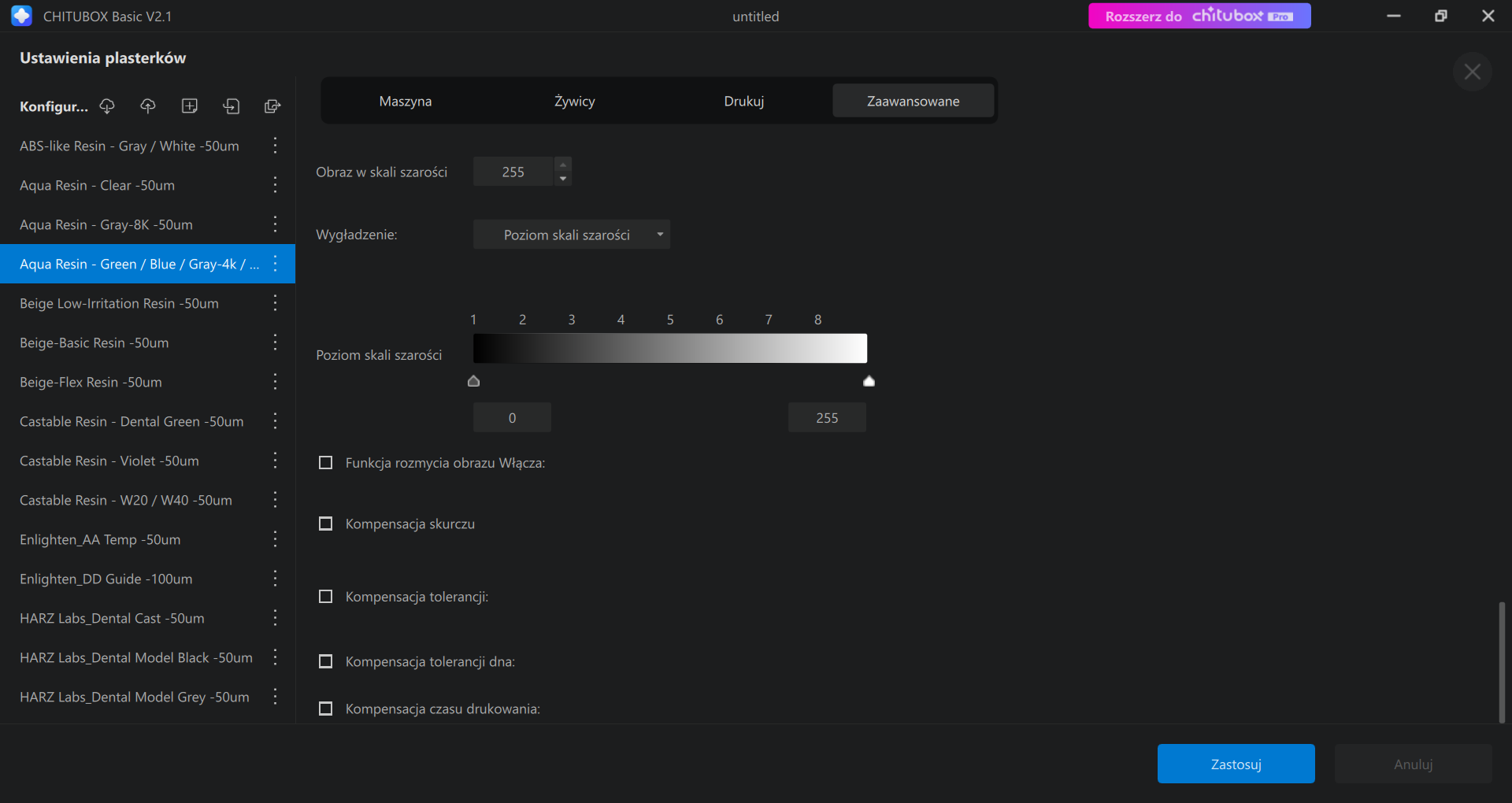
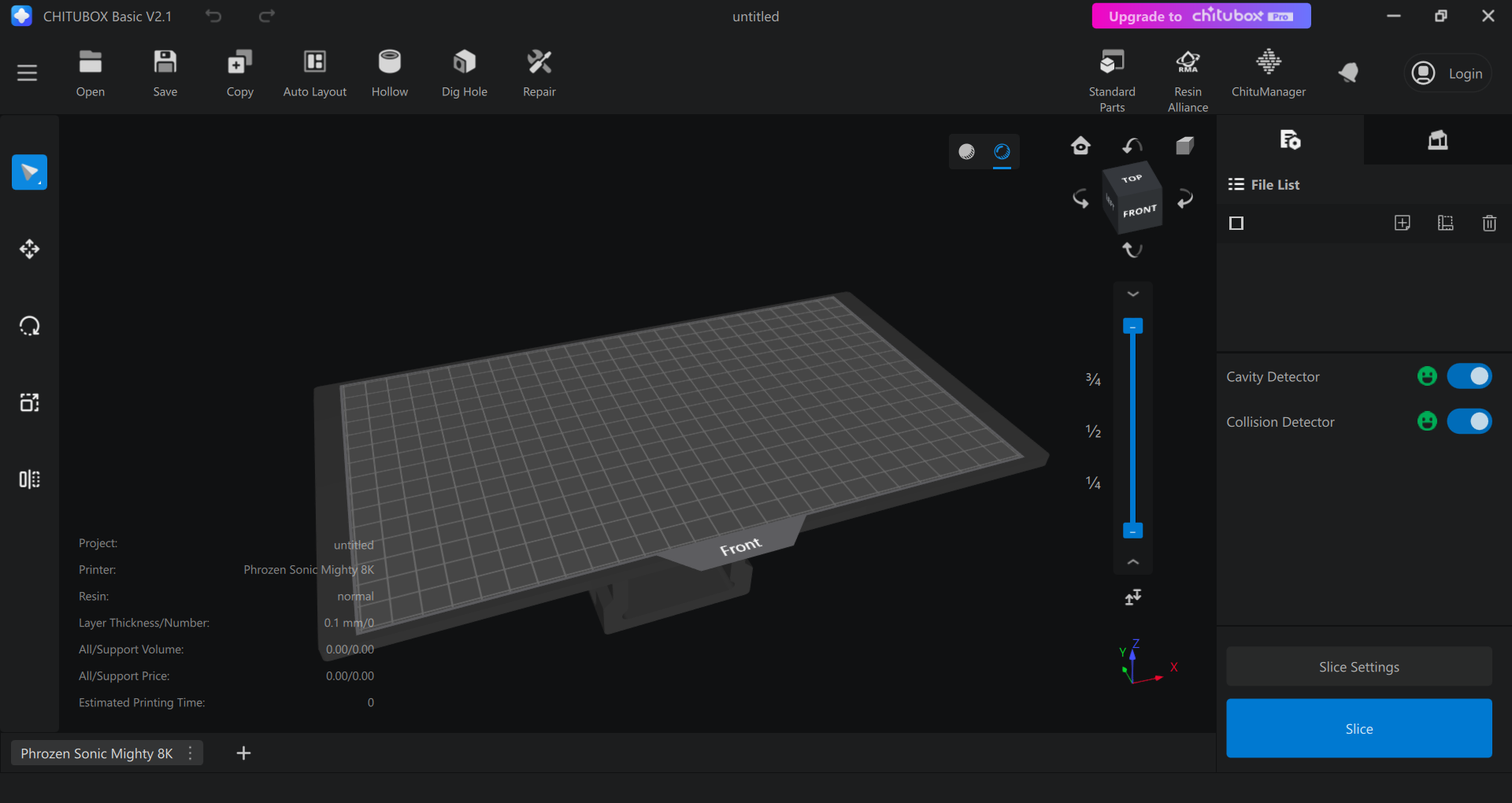
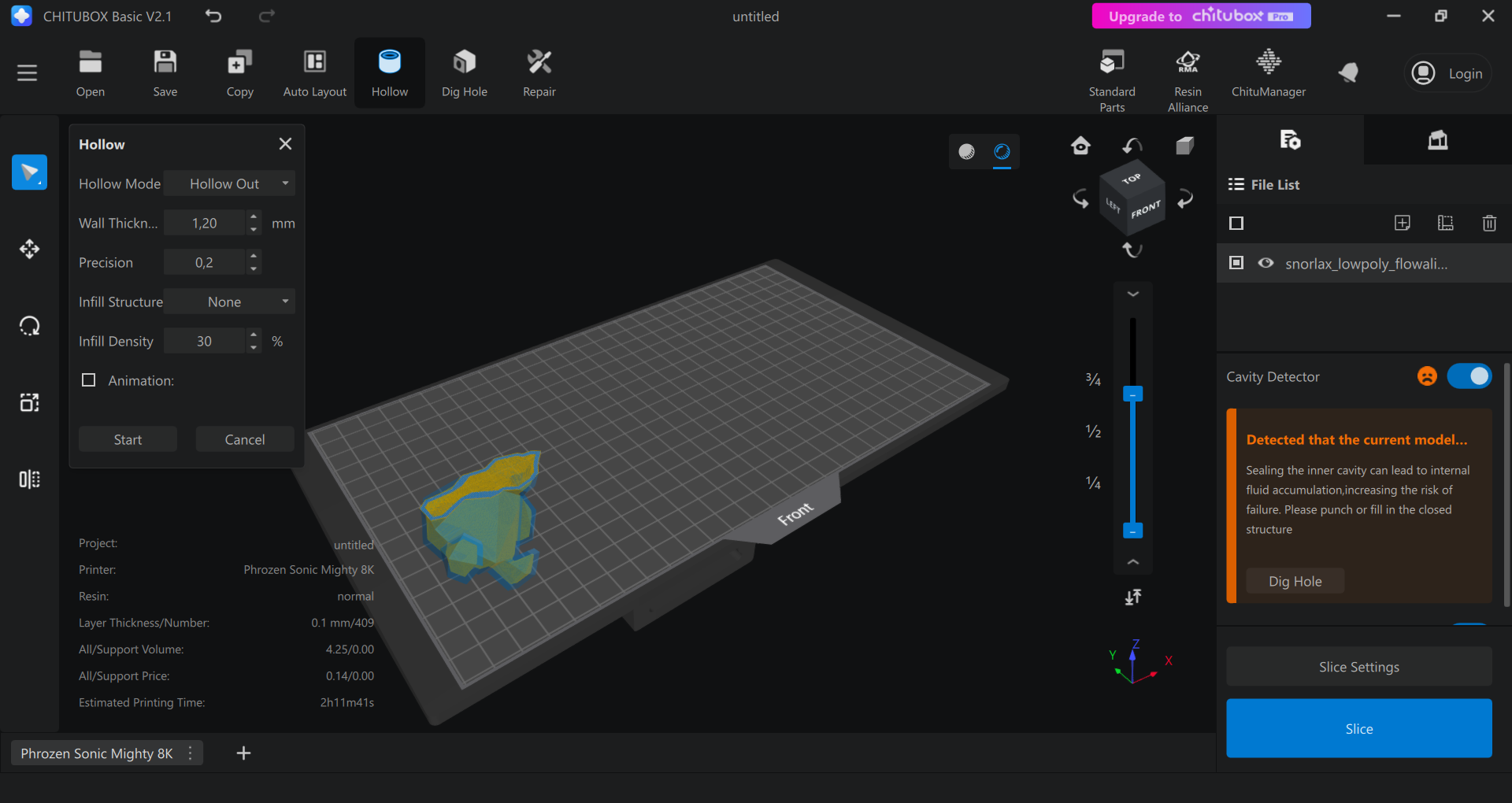
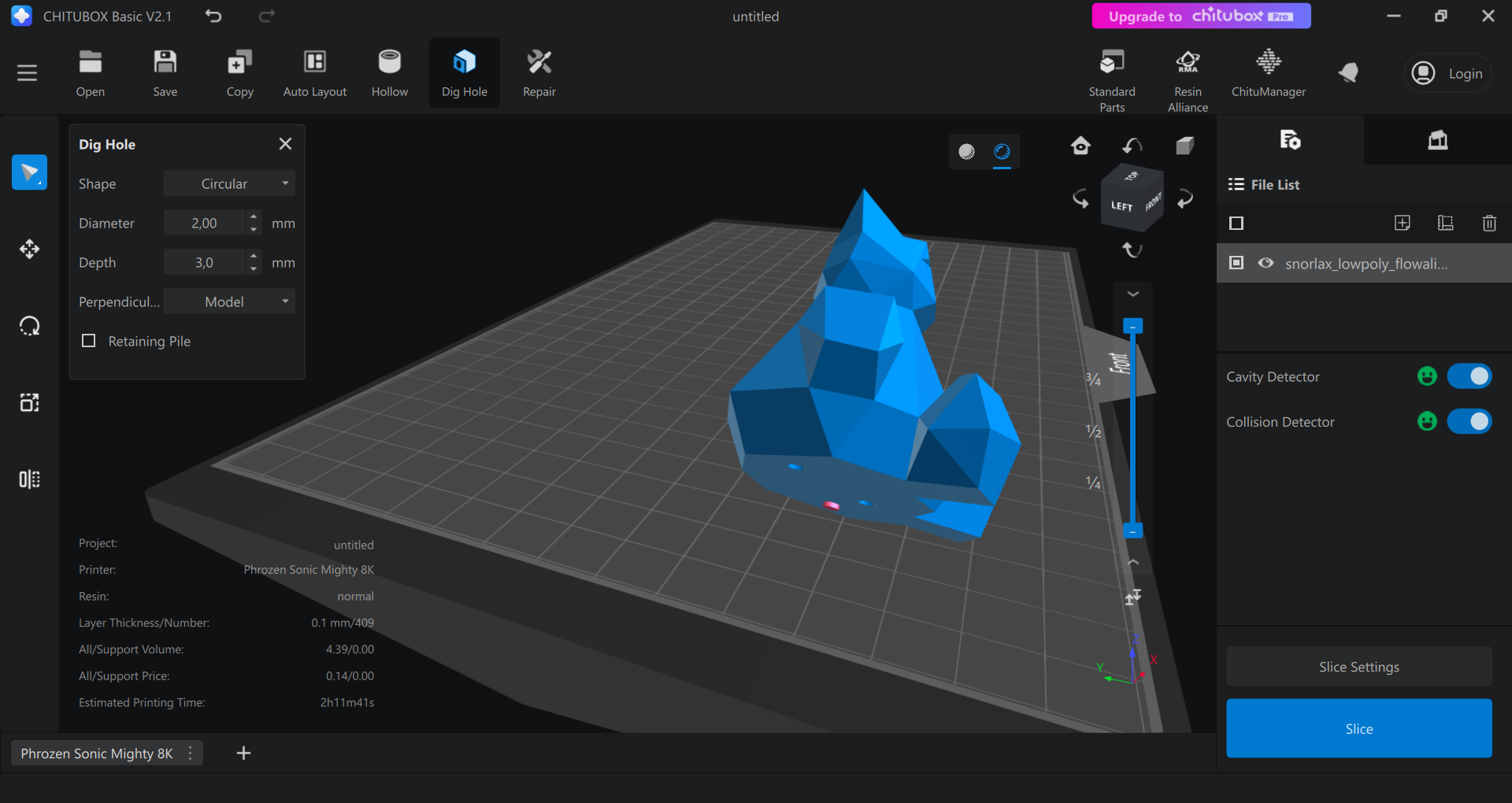
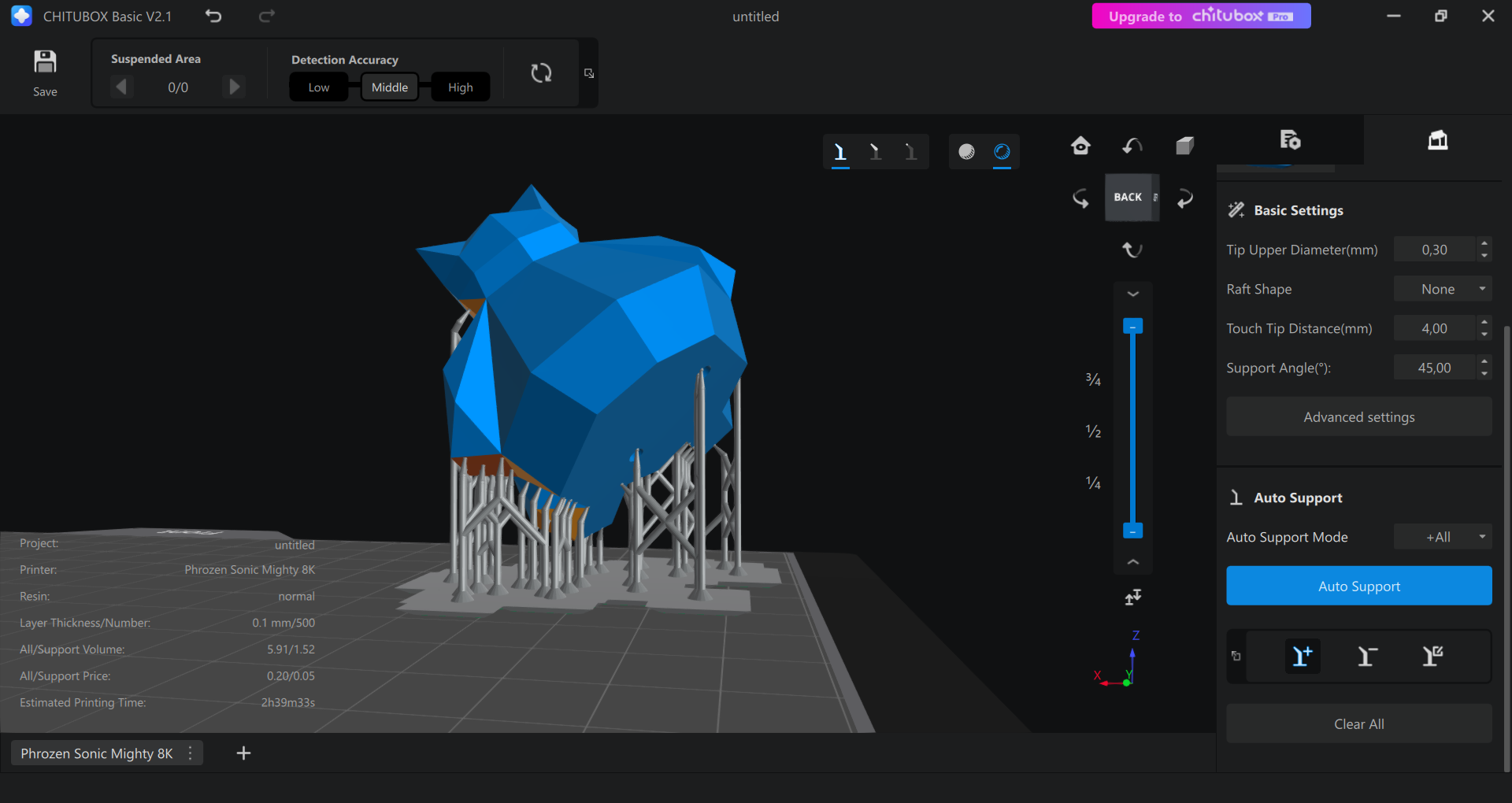
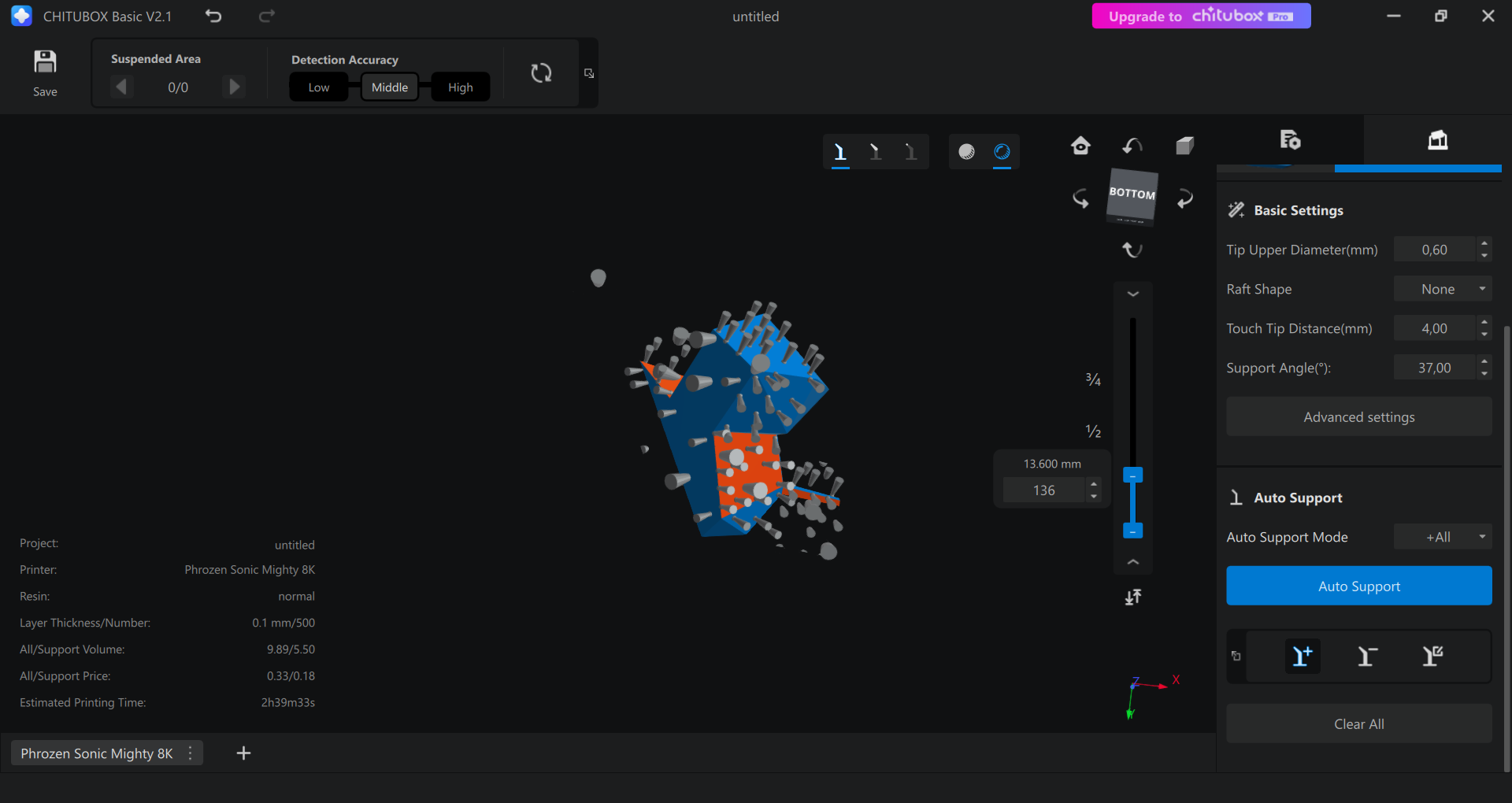
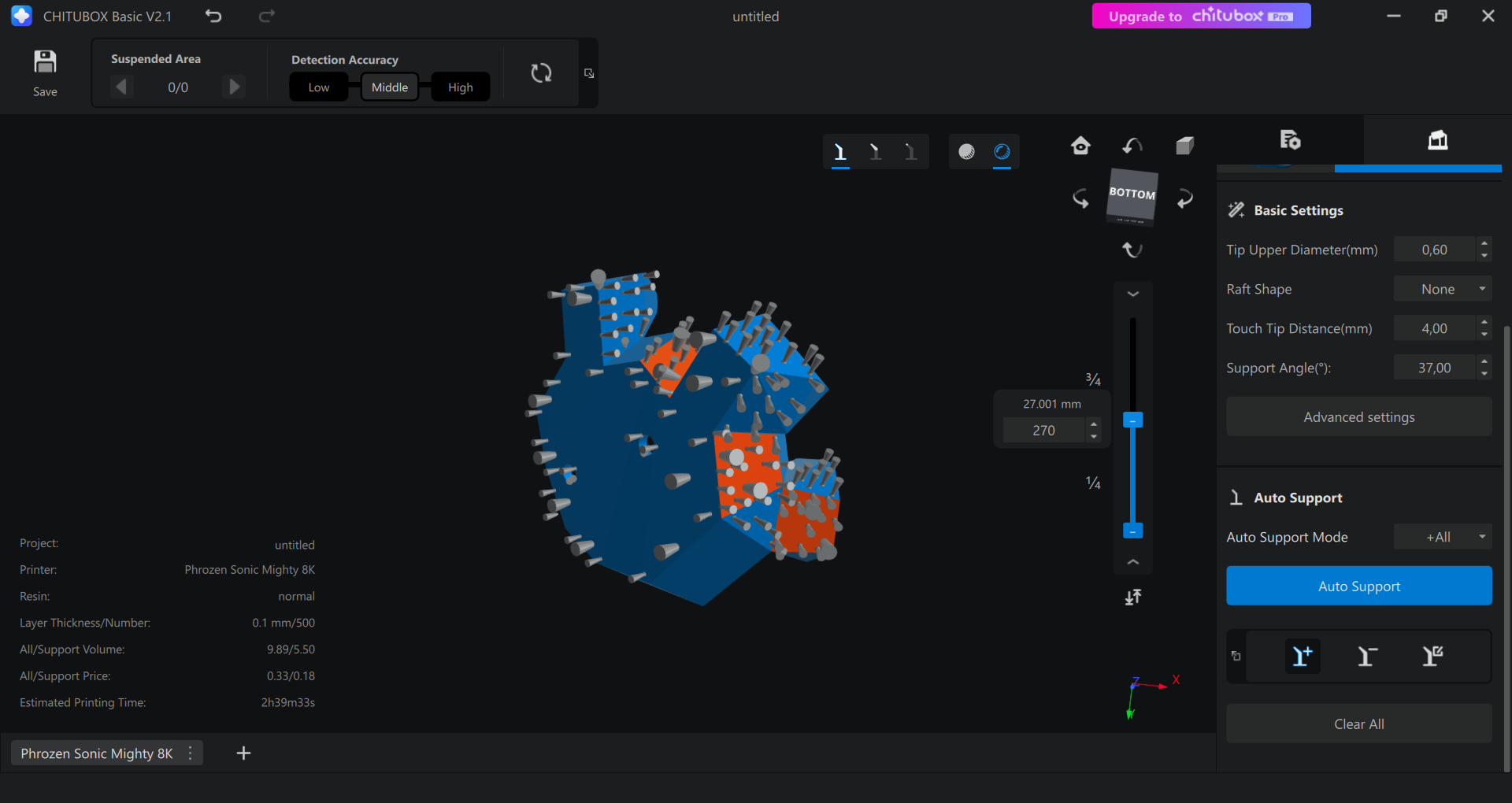
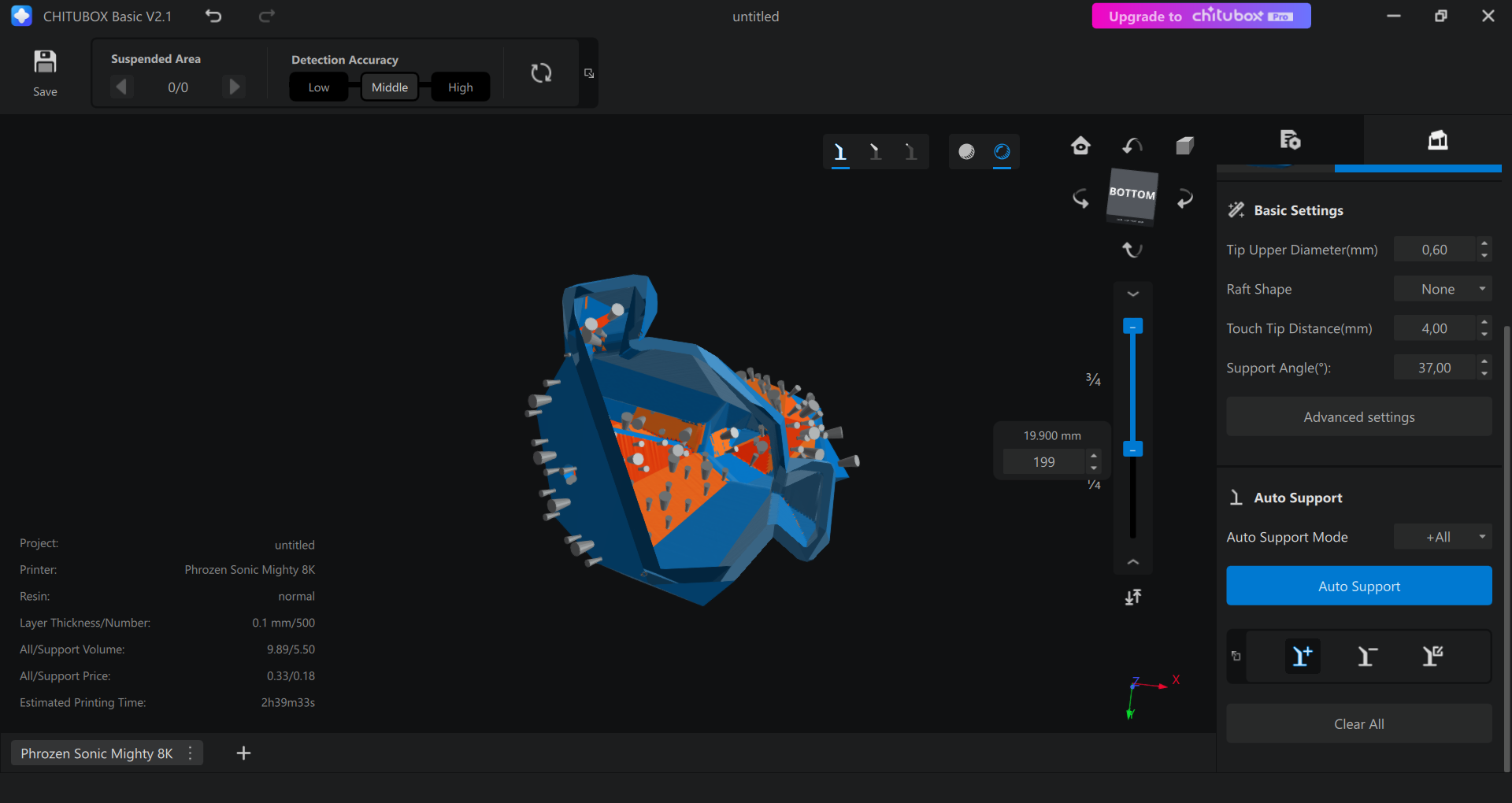
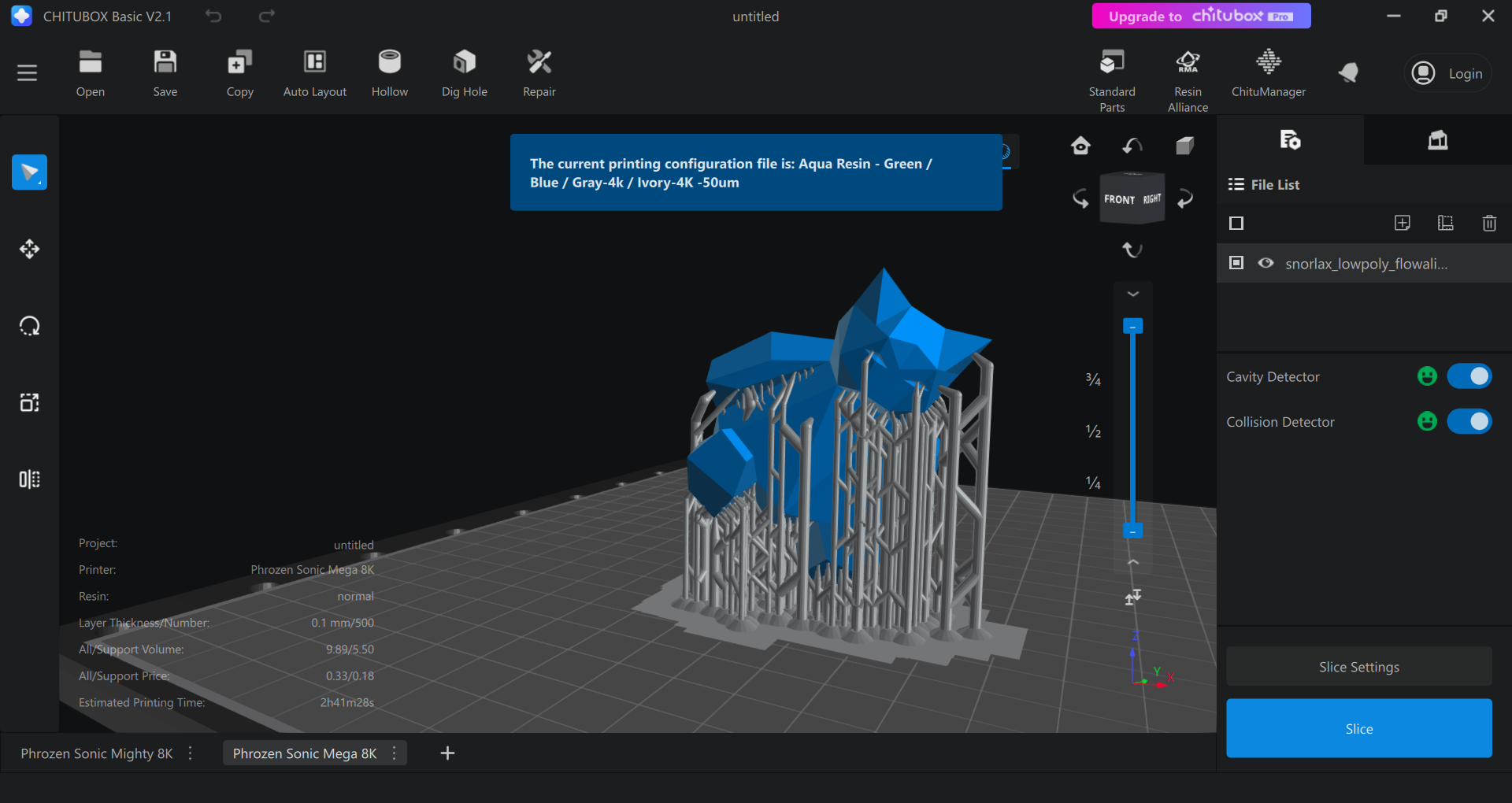
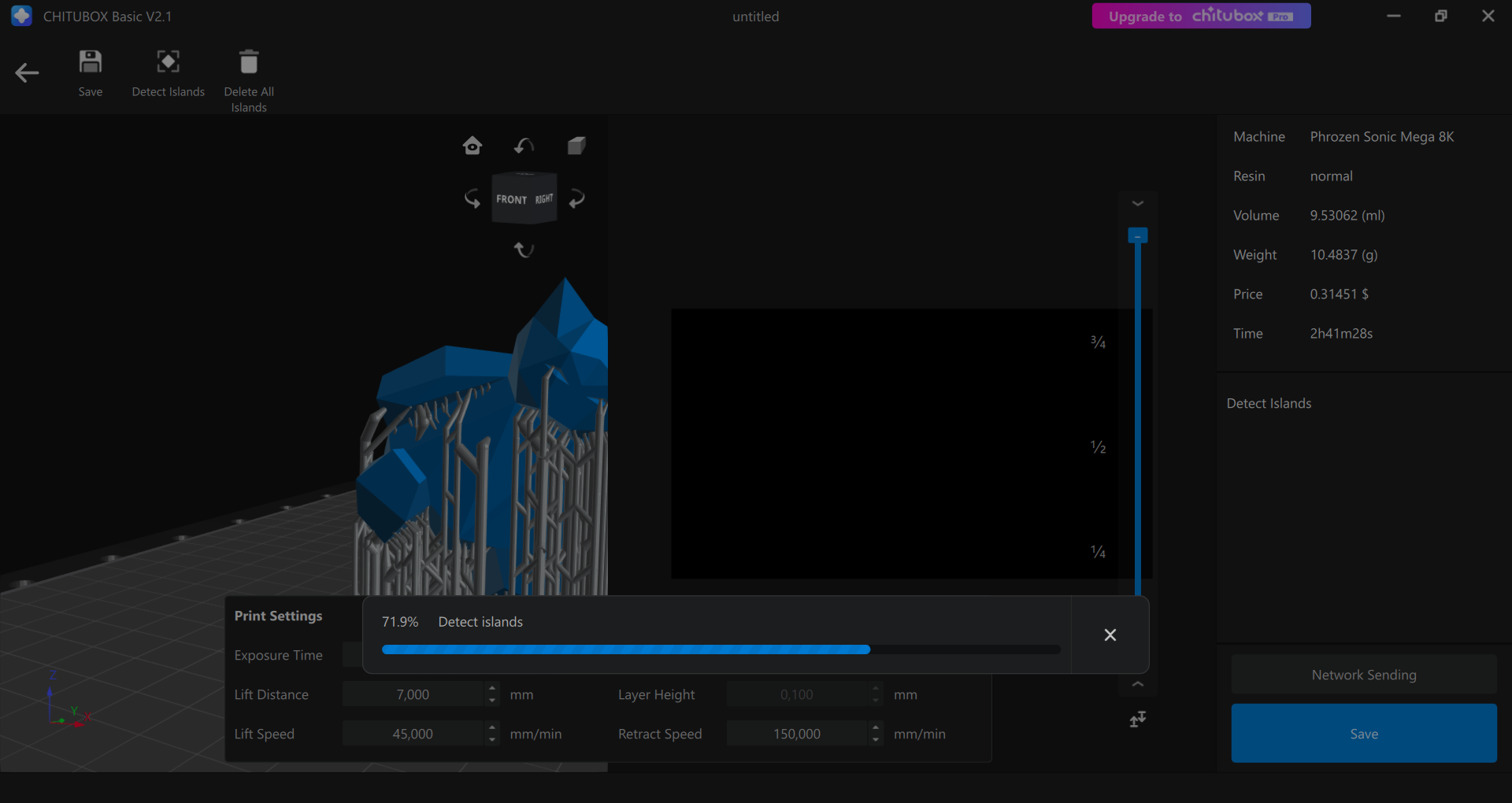
Przed drukiem zeslajsować.
Plik do druku ma format .ctb
Zapisany projekt .3mf
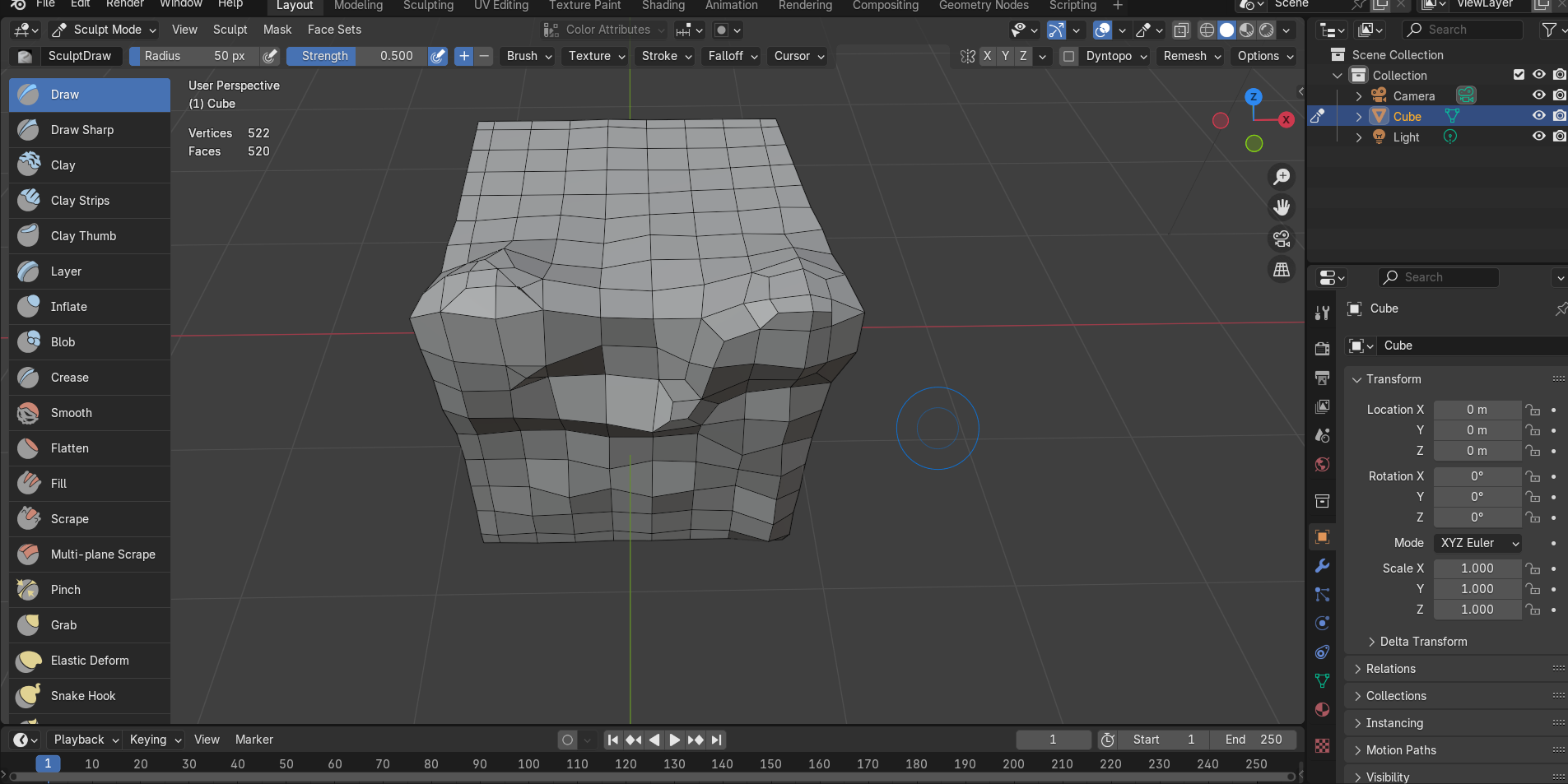
Blender
3d sculpting
pracujemy na siatce zbudowanej z trójkątów bo po zmianie położenia wierzchołków trójkąt zawsze pozostaje płaszczyzną
modyfikujemy wierzchołki (nie ściany, nie krawędzie)
R - remesh - przygotuj siatkę
ctrl+R-siatka się naniesie na bryłę, na niej pracujemy
siatka wygląda na kwadratową ale tak naprawdę są to trójkąty
non-stop klikaj ctrl+R, po każdej modyfikacji siatki