3D 15.11.2024 Olka
DRUK żywiczny
- standardowa grubość warstwy 0,05 mm (wyższa dokładność wydruku)
- BHP! (rekawiczki, maseczki, wentylacja, ew. okulary ochronne) czytać kartę produktu!
- wydruk trzeba oczyścić w izopropanolu (IPA), opłukać wodą, osuszyć i utwardzić UV. Można do tego użyć maszyny "Wash and Cure"
- ważna jest długość fali UV jaka utwardza daną żywicę
- w takiej drukarce zużywa się żywica, ekran LCD, smarowanie i prowadnice oraz folia FEP (przez nią przechodzi światło, jest dnem pojemnika)
- curling i sagging - błędy w wydruku
- adhezja i kohezja między żywicą a stołem i FEP
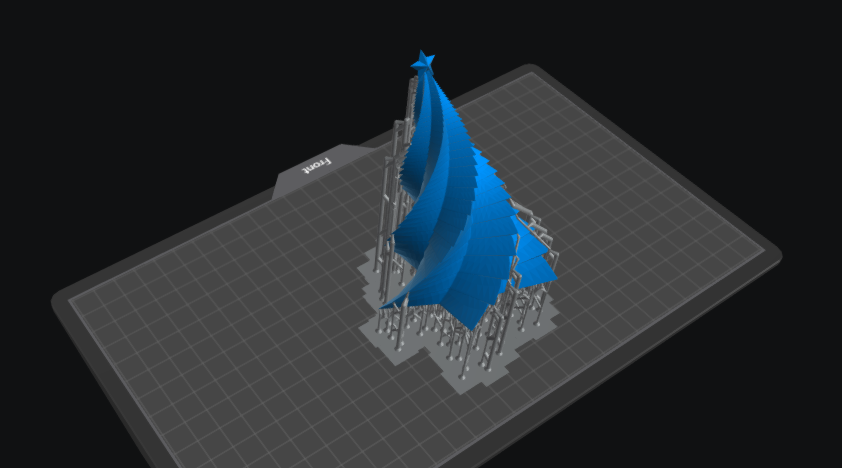
- staramy się ustawiać model tak aby początek wydruku miał jak najmniejszy kontakt ze stołem bo sagging
- modele powinny być bez wypełnienia bo duży kontakt drukowanego modelu z folią przyklei go do folii i odklei od stołu
- dziurki w modelu zapobiegają wytworzeniu ciśnienia
- stolik pomiędzy warstwami podjeżdża do góry dalej niż grubość warstwy (żeby odkleiło się od folii) i zjeżdża z powrotem
- czas wydruku zależy od wysokości tego co drukujemy, nie od ilości obiektów
SLA laser ...
mSLA ekran
- anti aliasing - dla zwiększenia dokładności rozmycie (przy wysokiej rozdzielczości ekranów niestosowane)
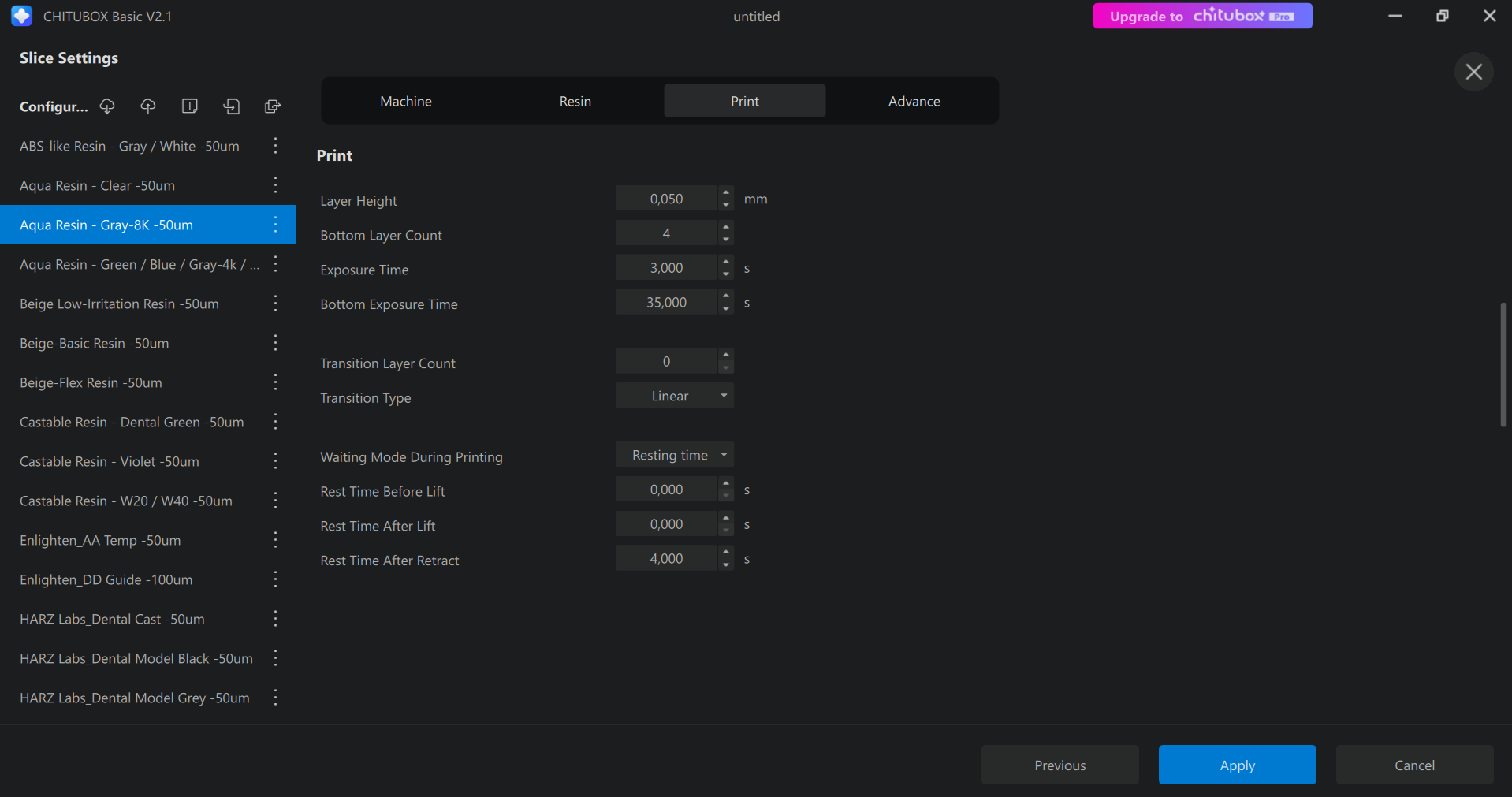
SLICER dodruku żywicznego - chitubox
- max grubość warstwy 0.1 mm
- liczba warstw dolnych (ile warstw będzie naświetlanych dłużej
- ...
- ...
- skalujemy
- hollow out
- wall thickness 1,2-2
- dig hole ok. 2,5 mm średnicy
- podpory (light, auto support)
- zapisujemy ctb
- dodajemy ciężkie podpory w miejscach gdzie zaczyna się drukować jakiś fragment (pomarańczowa wyspa) i 3 przy dolnych otworach
- zapisujemy w dwóch rozszerzeniach