3D notes no. 5
30 days with Fusion 360
początek druku - metal lata 70 - wojsko - proszek
TECHNOLOGIE PRZYROSTOWE
CZYM JEST DRUK 3D?
- cecha wspólna - warstwowość - przyrost wysokości - technologia addytywna
- masowa kastomizacja
- mx 3D druk ze stali - most - Amsterdam - Apiscore ? Kanada
- samochód open source - Bugatti hamulce - tytan - proszek SLS
- fusion - projektowanie parametryczne - definiowanie wartości adjustable
- NASA - druk 3D
- buty
- sprawdzić muzea
DRUK 3D FDM
fused deposition modeling - trademark - stratasis
- uplastycznianie polimerów - nanoszenie warstwa po warstwie w odpowiednim miejscu,
- X topienie plastiku -> UPLASTYCZNIANIE
- X plastik -> POLIMER/ TWORZYWO SZTUCZNE
FFF - FUSED FILAMENT FABRICATION
FILAMENT - RADEŁKO - BLOK GRZEJNY - DYSZA - STÓŁ ROBOCZY
- FILAMENT - polimer w formie żyłki 1.75mm średnicy - szpula o wadze 1 kg
- STANDARD AMERYKAŃSKI 2,85 MM
- ABS - jeden z najcześciej wykorzystywany - wytrzymały na wysokie temperatury - plastyczny w wysokich temp 120 - 150 stopni - stabilny np. rzeczy do samochodu - bardziej kruchy ( prawie dwa razy mniejsza odpornośc na rozciąganie)
- PLA - biodegradowalne - składniki naturalne - kompostowalny - nieodporny na temperatury - 40 - 60!! - mniej kruchy
- PETG - etylen i glikol - butelki - łatwy do druku - połączenie PLA I ABS
- SPRAWDZIĆ POLSKIE FILAMENTY - FIBERLOGY - SPECTRUM FILAMENTS - LUME
- PRZYGOTOWANIE W SLICERZE - ZNAĆ MATERIAŁ, ŻEBY USTWIĆ TEMP STOŁU I FILAMENTU
- RADEŁKO - KÓŁKO ZEBATE - NAPĘDZANE SILNIKIEM - WCISKA DO BLOKU GRZEJNEGO I DO DYSZY - CZASEM DWA RADEŁKA CZASEM ŁOŻYSKO
- RACZEJ SIĘ NIE PSUJE - POWINNO BYĆ MOSIĘŻNE - WYMIANA BO MOŻE PĘKNAĆ ALBO SIĘ WYKRUSZYĆ
- BLOK GRZEJNY - GRZAŁKA - TERMISTOR - DYSZA
- GRZAŁKA - GRZEJE - DRUKARKA CREALITY K1 GRZAŁKA OPLECIONA - CZASEM TRZEBA WYMIENIĆ
- TERMISTOR - SPRAWDZA TEMP, DECYDUJE I UTRZYMUJE
- DYSZA - ŚREDNICA ZAZWYCZAJ 0,4 MM ULEGA USZKODZENIU, TRZEBA JA WYMIENIAĆ - CZĘŚĆ EKSPLOATACYJNA - LUBI SIĘ ZAPYCHAĆ - RACZEJ KUPIĆ NIŻ ODTYKAĆ
- STÓŁ ROBOCZY - WYDRUKI DOBRZE SIĘ TRZYMAJĄ ABS CZASEM SIĘ ODKLEJA 110 STOPNI PODGRZEWANY - KONTROLA SKURCZU TERMICZNEGO - TEŻ CZĘŚĆ WYMIENNA - MOŻE ULEC USZKODZENIU - NAKŁADKA MAGNETYCZNA W CREALITY MOZNA WYJMOWAC Z CAŁYM WYDRUKIEM
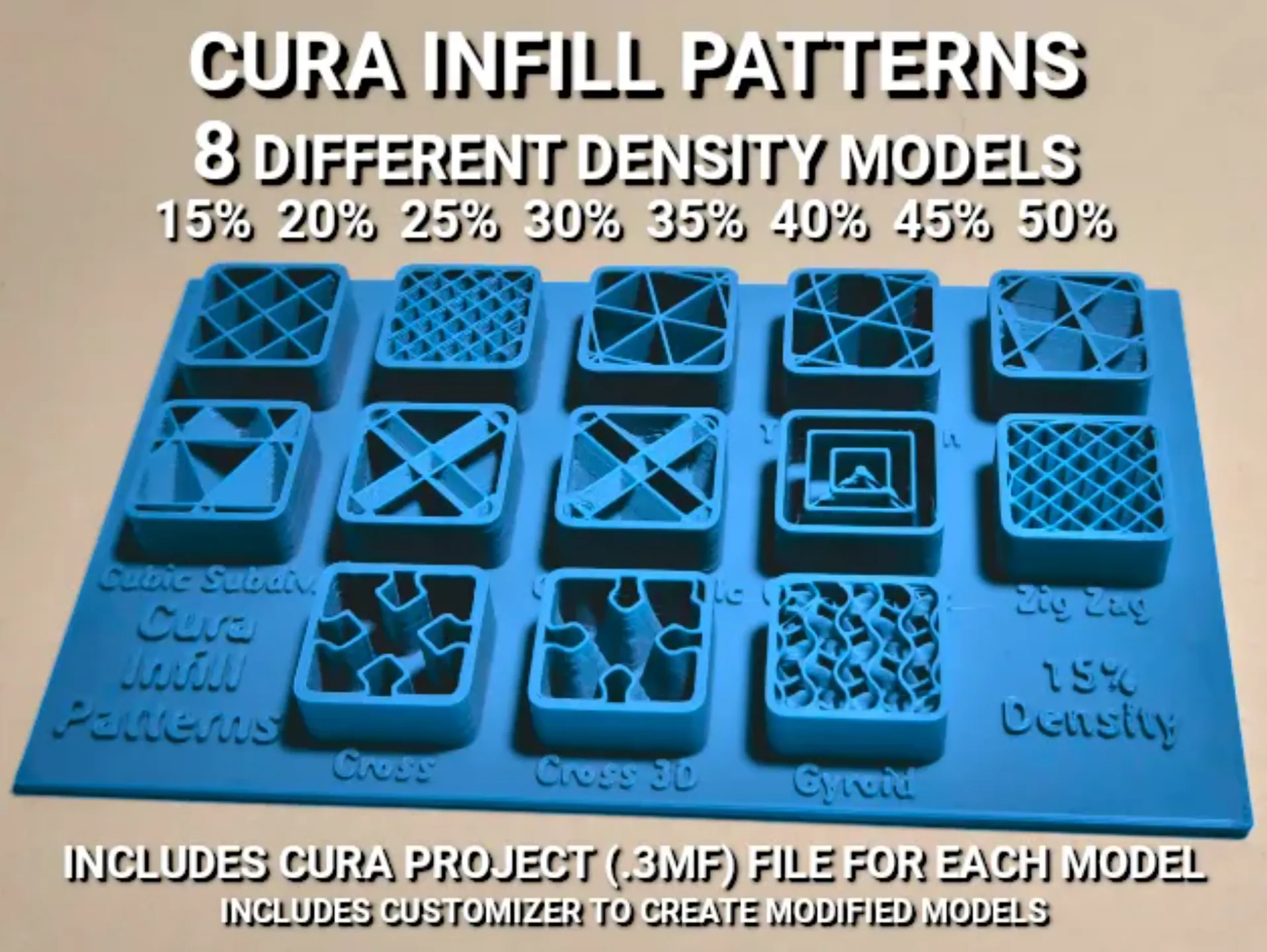
- INFILL - WYPEŁNIENIE - RODZAJ ORAZ GĘSTOŚĆ WYPEŁNIENIA MODELU 3D - PROCENTY ZAGĘSZCZENIA
- SUPPORTS - PODPORY - NIE MYŚLEĆ JAK PROJEKTUJESZ - SLICER SAM PROJEKTUJE - GENERUJE - PRÓG ZWISU - DECYDUJE CZY ELEMENT UTRZYMA SIĘ BEZ PODPORY - DOMYŚLNIE 30 I 35 STOPNI - ALE POWINNO BYĆ OK DO 45 STOPNI - BRAK PODPÓR OSZCZĘDZA CZAS
- slicer - orca slicer - gcode - kod układu współrzędnych i e - wypluj filament - co po kolei ma wykonać
- bamboolab - open source - sprawdzać licencje
DRUKARKA 3D
Czujnik końca filamentu
- Przedow z teflonu
- czujnik ruchu filamentu
- Nie tykać bo silnik który nie działa sam generuje prąd - spalenie płyty głównej - prąd wsteczny
- zespół - karetka - kareta - dysza radelko termister itp.
- Radelko rdzewieje
- Rozbieranie extrudera - sprężynki - wybuch - elementy odpowiedzialne za wypychanie filamentu - silnik radelko - dociskanie
- Sprawdzać nakładki silikonowe
- - gąbka przed filamentem
- Pakowarki próżniowe - wilgoć i promieniowanie UPq
- Jeśli wydruk się odkleja to nie wina „kleju” wymienić płytę
- Odtłuszczamy stół przed użyciem
- Alkohol izopropylowy
- Różne płyty - refleksyjne i cool plate
- Stół z
- Karetka x y
- X prawa lewa
- Y przód tył
- Śrubki w rowki
- Nie wszystkie płyty są dwustronne
- Tył - wyłącznik awaryjny
- Ucinać filament pod kątem
- Kłódka otwarta zamkniętą - odblokowana wkładanie filamentu ale trzeba zamknąć bo nie ściśnie filamentu
- Zmiana filamentu na rozgrzanej dyszy
- Nastawiamy temp załadunku extrude zgodna z etykietą
- Wypada tyle ile zostało w dyszy
- Filamentu na niskie temperatury bez pokrywy
- Czekać a skończy drukować pierwszą warstwę
O SLICERZE ORCE
DOKŁADNOŚĆ DRUKARKI
- Dokładność XY 0,4 mm
- Dokładność Z 0.2 mm
0,2 standard dla wysokości Warszawy
Infill procent wypełnienia
60/70% najbardziej wytrzymałe
10% wystarczy
Internal nie ruszać pierwsza i ostatnia Warszawa
Threshold angle kat zwisu
Skirt - okrążenia - drukarki same robią odpowiednie ciśnienie do druku, robi sama
Brim obwódka dookoła wydruku przyczepiona - auto, Mouse ear, in out