Asia notatki 1
pdk.robisz.to/ghost
wiki.robisz.to

tinkercad
tinker (majsterkowac)
Computer Aided Design”, co tłumaczy się na „projektowanie wspomagane komputerowo”
Y do produkcji 3D trzeba zaprojektowac podpory
Model 3D
slicer
gdzie szukać plików
makerbot thingiverse, yaggi
FFF i FDM
Skrót FDM (Fused Deposition Modelling) odnosi się do modelowania tworzywa osadzanego na podłożu, natomiast FFF (Fused Filament Fabrication)- skrótem to jest to samo
dysza ma srednice 0,4, a filament srednio 1,75. Temp filamentu, srednica i material zapisane na rolce. Podstawa jest tez ogrzewana, aby zapobiec wychładaniu materiału i powodowaniu kruchości
olfa szpachelki do czyszczenia
alkohol izopropylowy-dobry do czyszczenia i uratownia telefonu jak zalejemy (zamiasdt do ryzu)
smar litowy- pomysl na biznes: kupic i przelewac do mniejszych jako do drukarek 3d
filament powinien byc schowany,bo jest wrazliwy na uv (kruchość) i higroskopijny
Przed zmianą filamentu drukarka sie nagrzewa (zeby mozna bylo wyciagnac filament)
Ladowanie filamentu zawsze tak,aby wycigal sie od dolu -> zaladuj nowy material, external i ustawiamy temp
filament wychodzacy ma wieksza srednice niz dysza
drukarki maja do gory covery, gdzie sa filtry hepa, wentylatory. Maja za zadanie wyeliminowac brzydki zapach oraz utrzymac prawidlowa temperature
pierwsza warstwa jest kluczowa- jak już ją mamy to mozemy odejsc od drukarki
zortax- drukarki dobre do szkolen, srednio na promce 4,5 tys.
pliki pobieramy jako sts
szerokosc wew 20
grubosc paska 2
wysokosc 8
pobieranie jako sls i otwieramy w programie z-suite
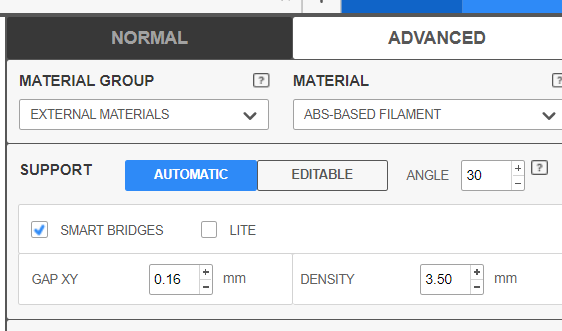
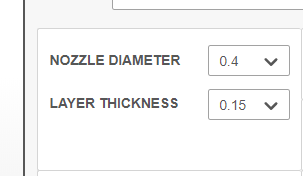
layer thickness- o ile stol ma sie opuścić pomiędzy kolejnymi warstwami- im mniejsza tym dluzej ale dokladniej, normalnie ustawiamy 0,2

trzeba spprawdzic czy lite sie nie odkliknął
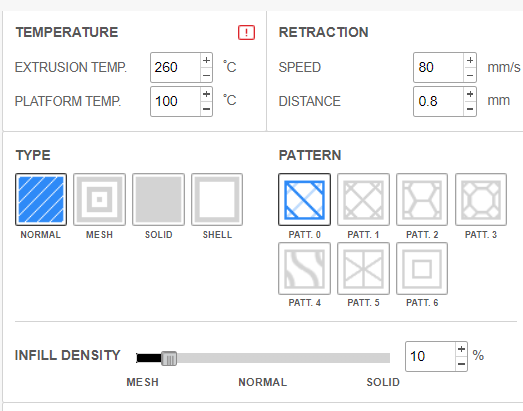
260 stopni na filament, a podloga ok. 100. Najlepiej sprawdzic na stronnie producenta filamentu.
First layer gap- odleglosc pierwszej warstwy od stolu, czyli raft. Raft dobrze ustawiony odchodzi od modelu, a zle ustawiony sie odrywa na kawalki. Zawsze dodajemy 0,1 do tego co juz jest- tamto sie samo wylicza na podstawie grubsci warstw i parametrow ustawionych do druku.
Parametr retrakcje- zostaja nitki na wydrukach, troche filamentow ucieka z dyszy wiec dlatego sa ustawienia retrakcji. Zalezy nam zeby bylo szybko, wtedy filament puchnie i sie zasysa do srodka. Na ten moment ma byc 80 i 08.
zgrywamy oba pliki- jeden model dla nas, a drugi projekt dla drukarki