Asia notatki 2
FILAMENT
Filament jest tworzywem sztucznym, polimerem (ABS). Ważna jest temperatura uplastycznienia.
ABS jest niepalny, PLA się topi i płynie podczas szlifowania, łatwo się deformuje.
Czujnik końca materiału- maszyna sie zatrzymuje i czeka na komunikaty. Nowsze czujniki sprawdzają przepływ materiału, alarmują kiedy materiał się zatrzymał.
Materiał trzeba chronić przed UV i wodą. Filament można wrzucić do piekarnia i wyciągnąć wilgoć, w innym przypadku materiał będzie kruchy. Jeśli filament był nasłoneczniony to niestety nie da sie tego naprawić- do śmieci.
BUDOWA DRUKARKI
-Rurka teflonowa- sliski, odporny na temp
Radełko (drive gear)- podawacz, koło napędowe dla filametu. Dzięki niemu filament trafia do dyszy.
-Grzałka/blok grzejny- zawiera termistor. Dba zeby temp nie byla za niska i nie -przegrzało. Termistor odczytuje temp i dzieki temu steruje grzałką.
-Dysza- wypluwa materiał, średnica ma standardowo 0,4mm
Jak wezmiemy wieksza srednice niz podana w slicerze to materiał sie nie poskleja, wydruk nie wyjdzie. Jak chcemy dokładniejszy wydruk to mozna zamontowac mniejsza dysza.
- stół roboczy- musi być czysty i odtłuszczony.Temp stołu ważna- za niska to filament się odklei.
- raft- pierwsza wydrukowana warstwa. Raft zawsze jest większy od wydruku. Poziomuje stół i kompenstuje mikrokrzywizny, pierwsza warstwa elementu nie jest we wzorki ze stołu
Stół porusza się góra-dół (oś Z), ekstruder na boki (oś X i Y) w zortaxie ofc.
- Osłonki- nie kurzy sie, utrzymuje temp i unikamy ruchów powietrza jak ktoś przechodzi obok.
KALIBRACJA, KONSERWACJA
Kalibracja stołu- aby przy druku pierwszej warstwy na całym stole odleglosc stolu do dyszy był taka sama. Kalibrujemy jak widzimy, ze pierwsza warstwa drukuje sie NOK.
Kalibracja automatyczna- jezdzi po punktach pomiarowych i mowi po ile stopni podokrecac sruby.
Kalibracja manualna- dokrecamy sruby po kolei i sprawdzamy opor kartka. Taka kalibracje trzeba robic 4-5 razy.
Konserwacja- podkladamy recznik papierowy i nanosimy smar na prowadnice, rozcieramy dodatkowo palcem. Nie należy recznie przesuwać karetki, bo możemy wytworzyc prąd, który dostanie sie do panelu sterowania i go spali.
Dysze wymieniamy jak jest rozgrzana, zeby nie wyrywac filamentu.
STANDARDOWA ŚREDNICA FILAMENTU TO 1,75
Wydruk zawsze jest większy niż ten zaprojektowany w tinkercadzie. Trzeba mieć na uwadze projektując sample, gdzie element łączą się ze sobą
Efekt Barusa- poczytać w domu
ŻYWICA
SLA-stereolitografia- utwardzanie materialu w postaci- plynnej za pomoca swiatla UV. Pozniej wymyslili mSLA czyli maskowana stereofitografie
Zalety-
standardowa grubosc warstwy 0,5 mm
dysza 20mikronow, standardowa ma 400mikronów
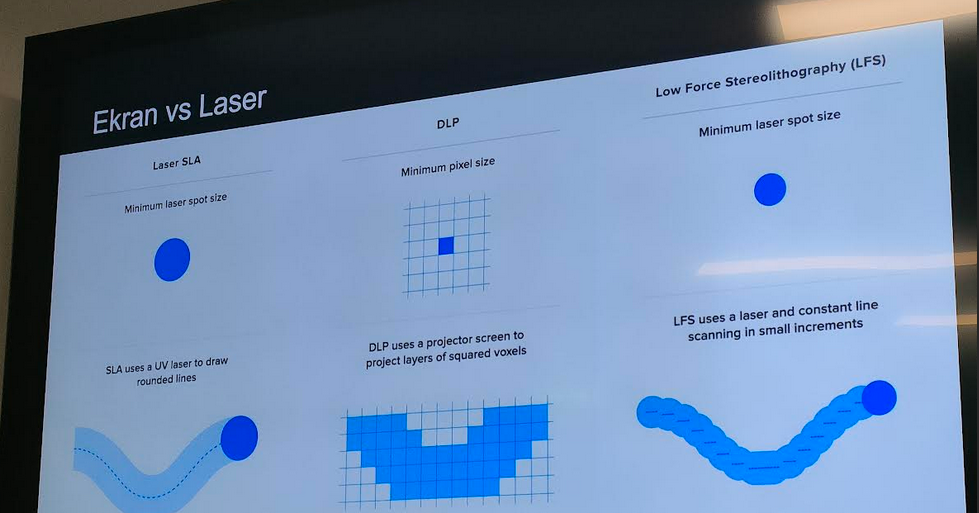
Ekran vs laser
laser musi przejechac po calej warstwie, w przypadku ekranu jest wyswietlana cala warstwa, laser jest punktem (malym)z wyrownana linia, a ekran ma piksele (Schodki)

BHP przy żywicy: rekawiczki, nie wdychamy oparow, dobra wentylacja pomieszczenia, mozna zalozyc maske, opcjonalnie okulary ochronne, warto przeczytac karte charakterystyki produktu
Po żywicy: myjemy wydruk w IPA, aby rozpuscic pozostalosci zywicy, nastepnie myjemy pod bieżącą wodą, osuszamy wydruk i na okno (długo) albo lampa do paznokci lub maszynka wash and cure- specjalny pojemnik do naswietlania.
na opakowaniach zywicy podana jest dlugosc fali UV.
Co sie zuzywa w drukarkach na zywice?
1) zywica
2) folia FEP
3) ekran LCD
4) jest problem z Curlingiem- wywijaniem zywicy na podstawie
5) sagging
wydruki układamy tak, aby mialy jak najmniejsza powierzchnie styku, bo inaczej wyrob sie przyklei do stolu i zerwie folie
wydruki zywicy drukujemy puste, ale musiymy pamietac o 3 dziurkach w wydruków (2 od strony stolu, jedna na przeciw) i dzieki temu minimalizujemy ryzyko powstania podcisnienia i zassania
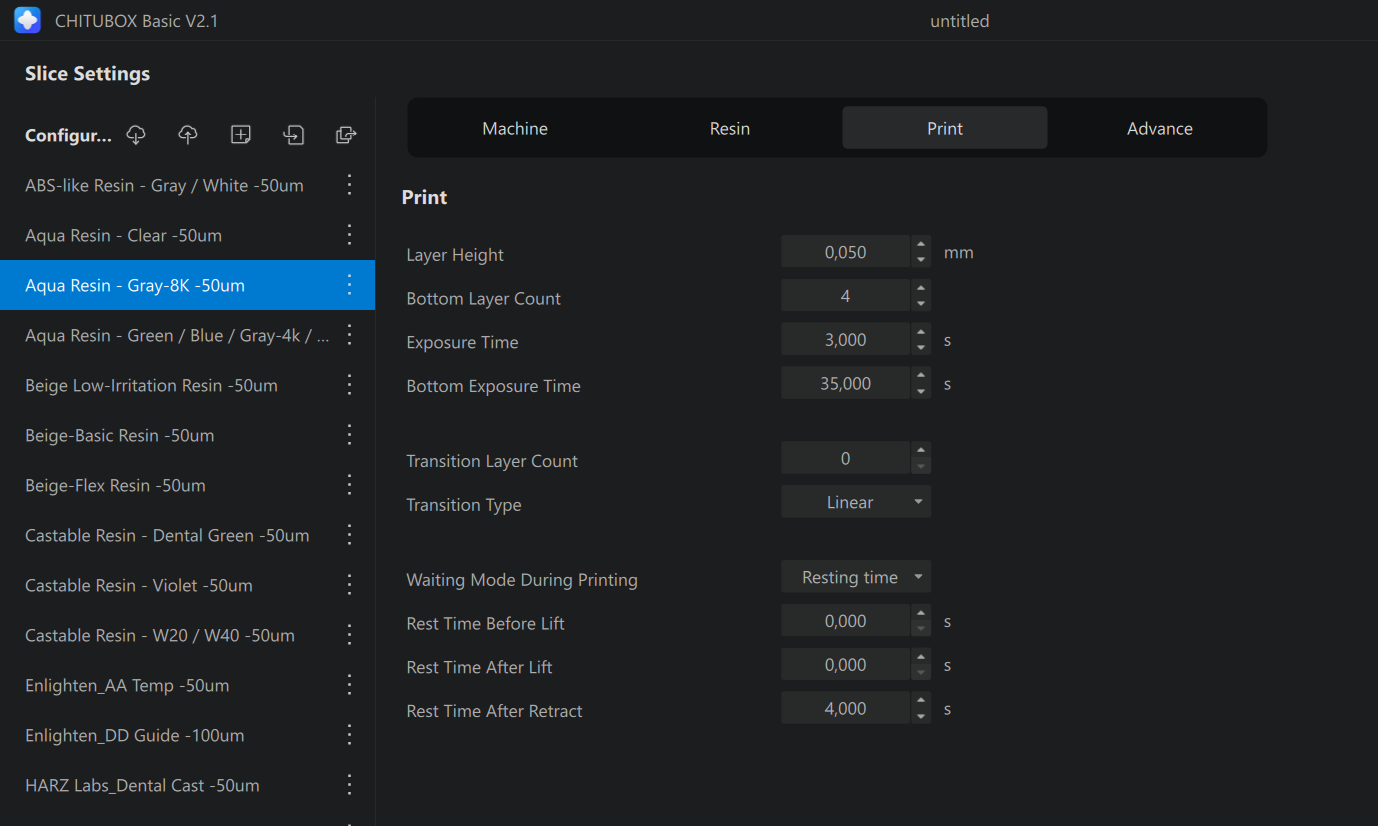
warstwy dolne- warstwy naswietlane dluzej
czas drukowany z zywicy jest tak dlugi, jak obiekt jest wysoki. Czy jeden obiekt, czy sto- bez roznicy. Wazne jak sa wysokie
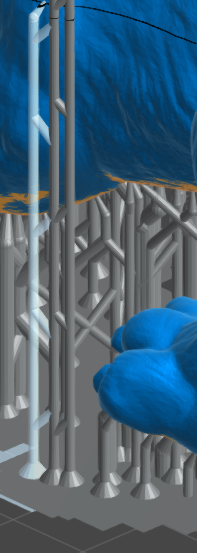
Żywica wydruk

Chitubox basic
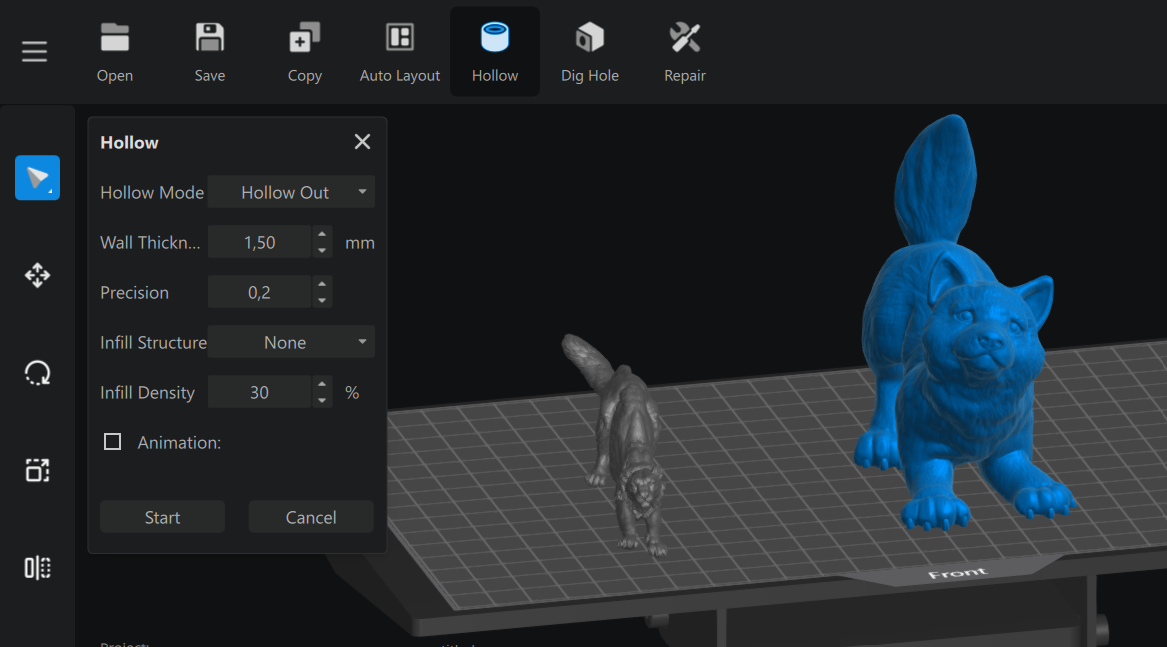
wystajace elementy do gory, mala powierzchnia styku
najlepiej od podloza o 30 stopni
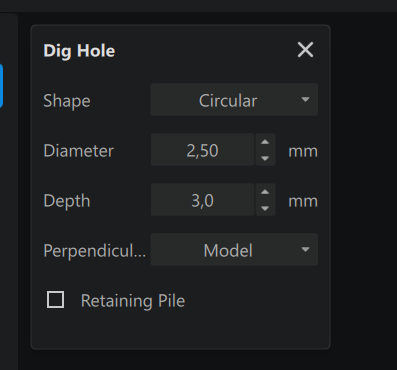
dziurki maja miec glebokosc 2xgrubosci scianki
podpory
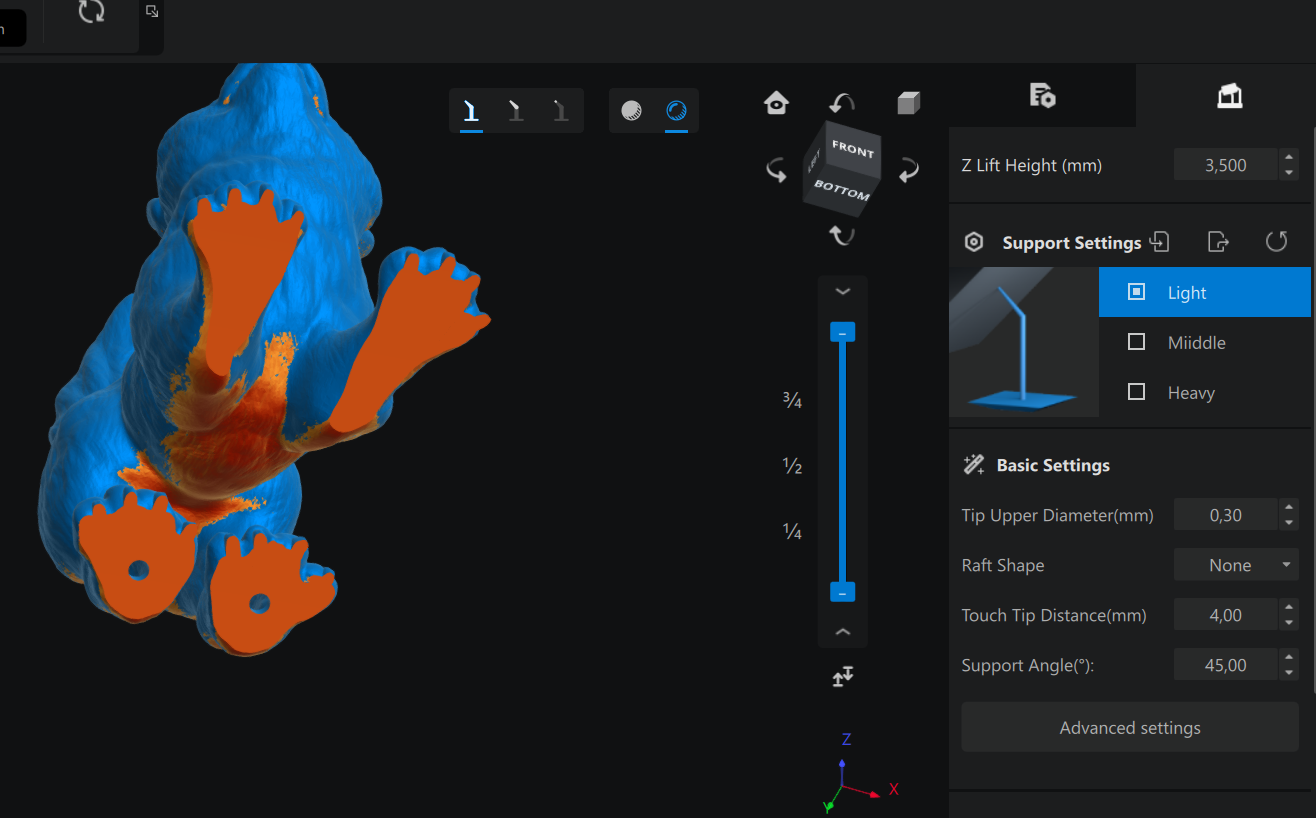
dodaje grube podpory pod wysepki, czyli tam gdzie pojawia mi sie material
pozniej grube podpory pod miejsca, ktore mam pod skosem i mogą spaść, oraz po 3 wokół dziurek odpowietrzających
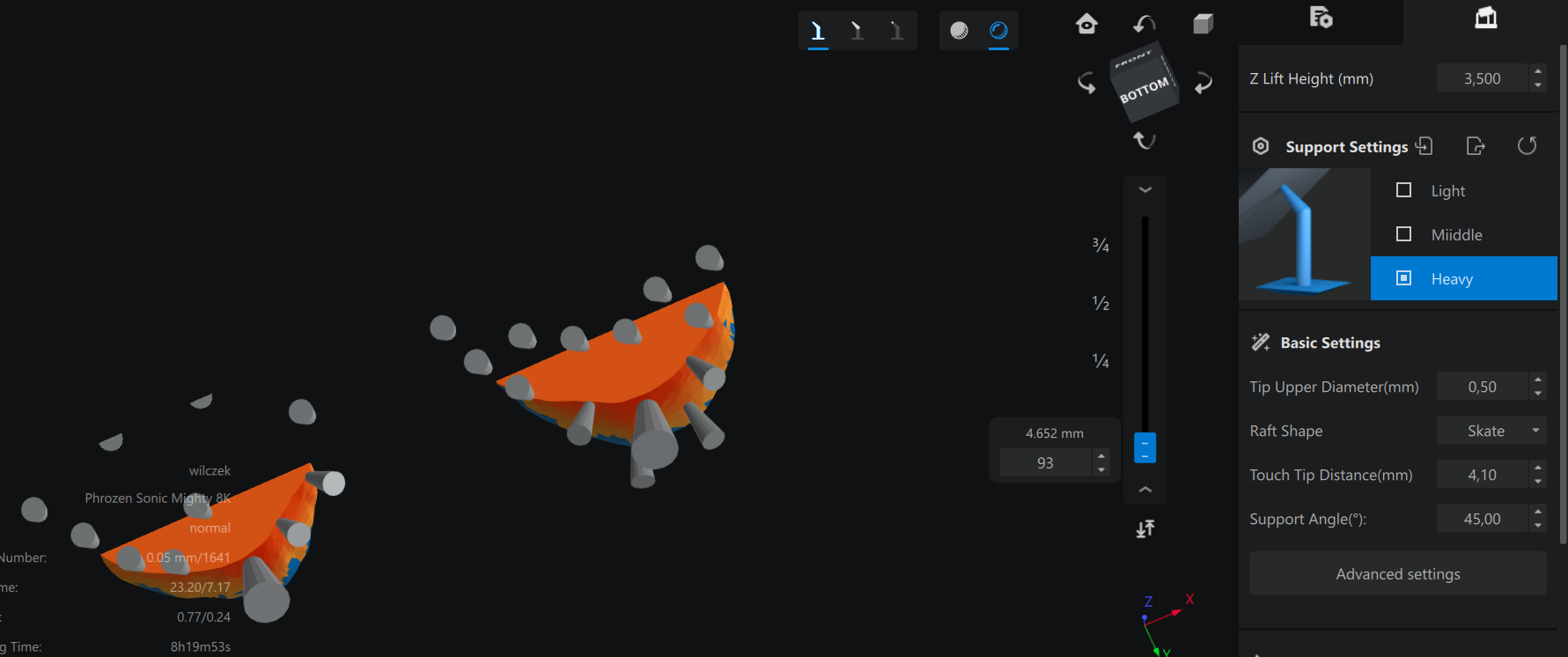
następnie do wysokich podpor dodajemy podpory wspomagajace, zeby sie nie urwalo i nie wbiło w folie. Szczególnie szukamy długich i pojedynczych
jeden jako save i jest plikiem chitubox
drugi jako slice i save i jest plikiem ctb