Druk 3D SLA - żywica

Czyli stereolitografia
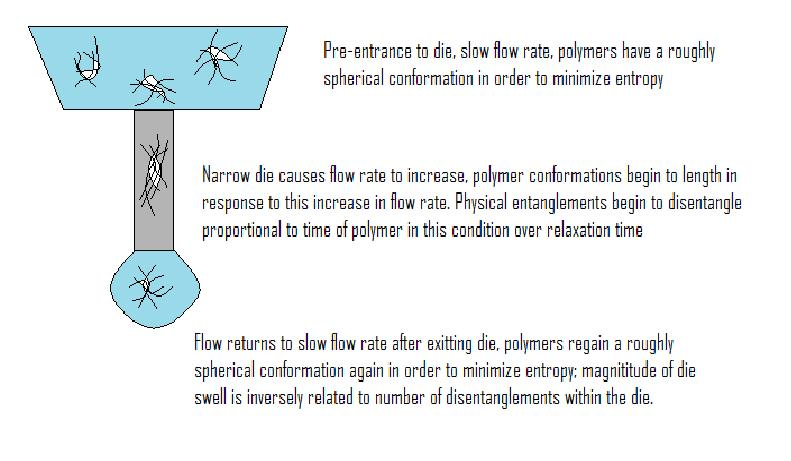
Efekt Barusa - filament gdy wypływa z dyszy, rozszerza się, więc śr. wypływającego filamentu jest większa niż śr. dyszy. Do tego są różne kształty dysz, które dają różne efekty warstwy, np. bardziej obłe lub kwadratowe.
Druk żywiczny
Przy wyborze żywicy najważniejsza jest długość fali UV - ma się zgadzać z parametrem drukarki. W naszym wypadku 405nm


Drukarki pre-owned żywiczne
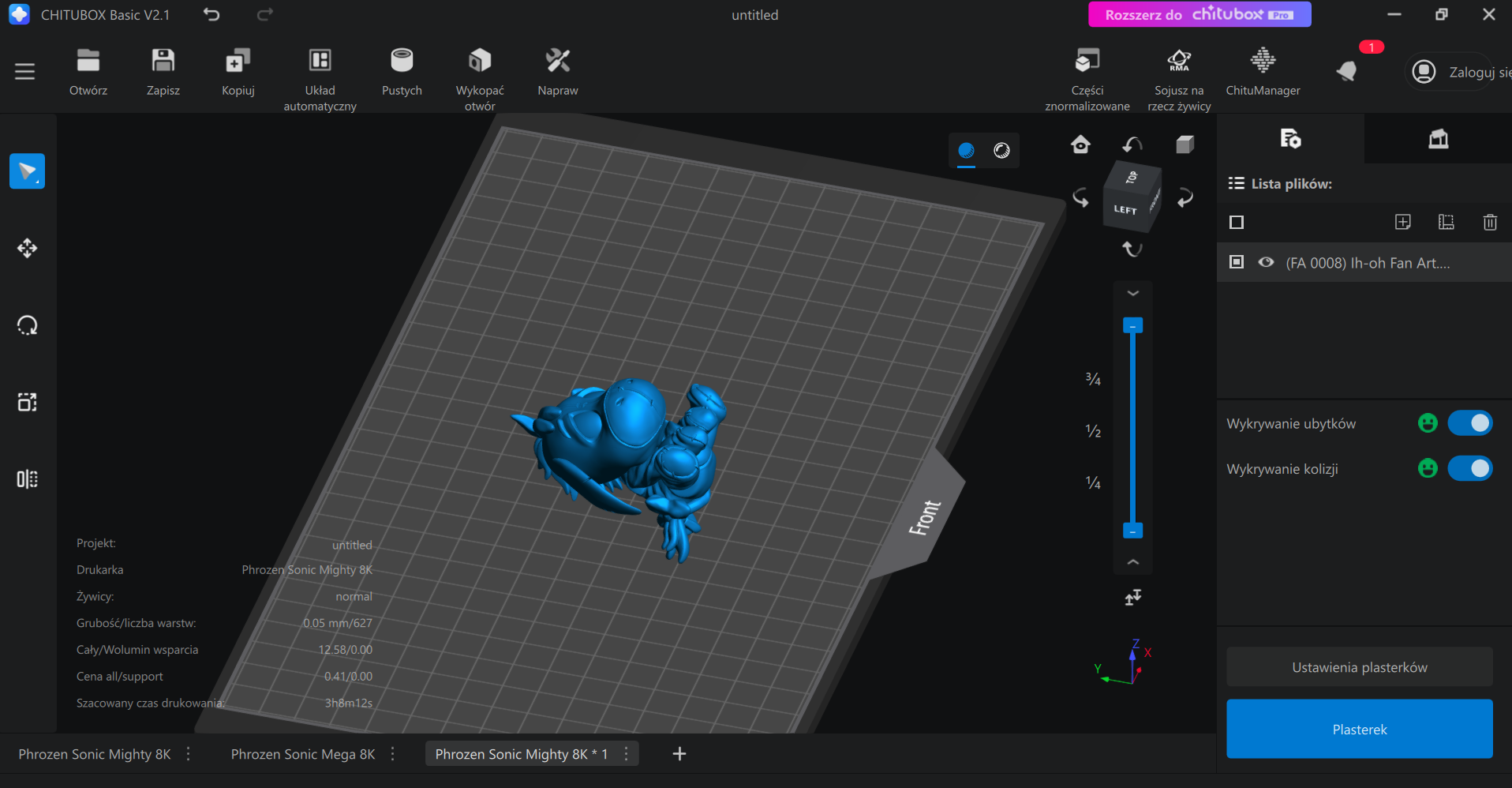
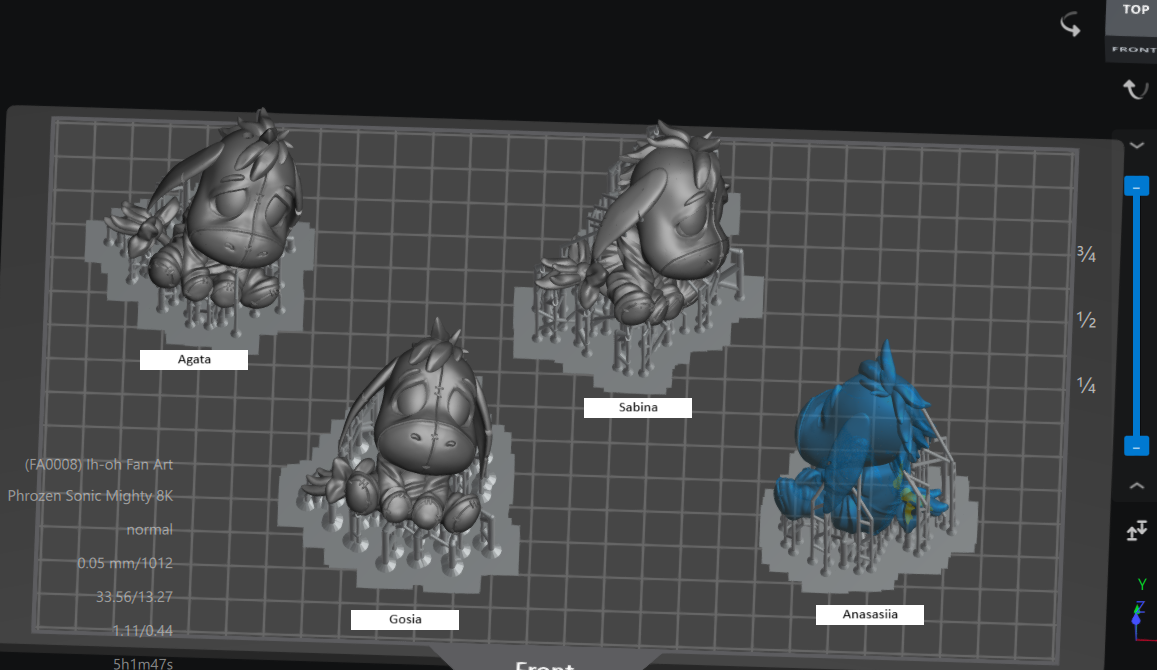
Będziemy uczyć się na tym projekcie (jest na tej stronie masa cudownych projektów)
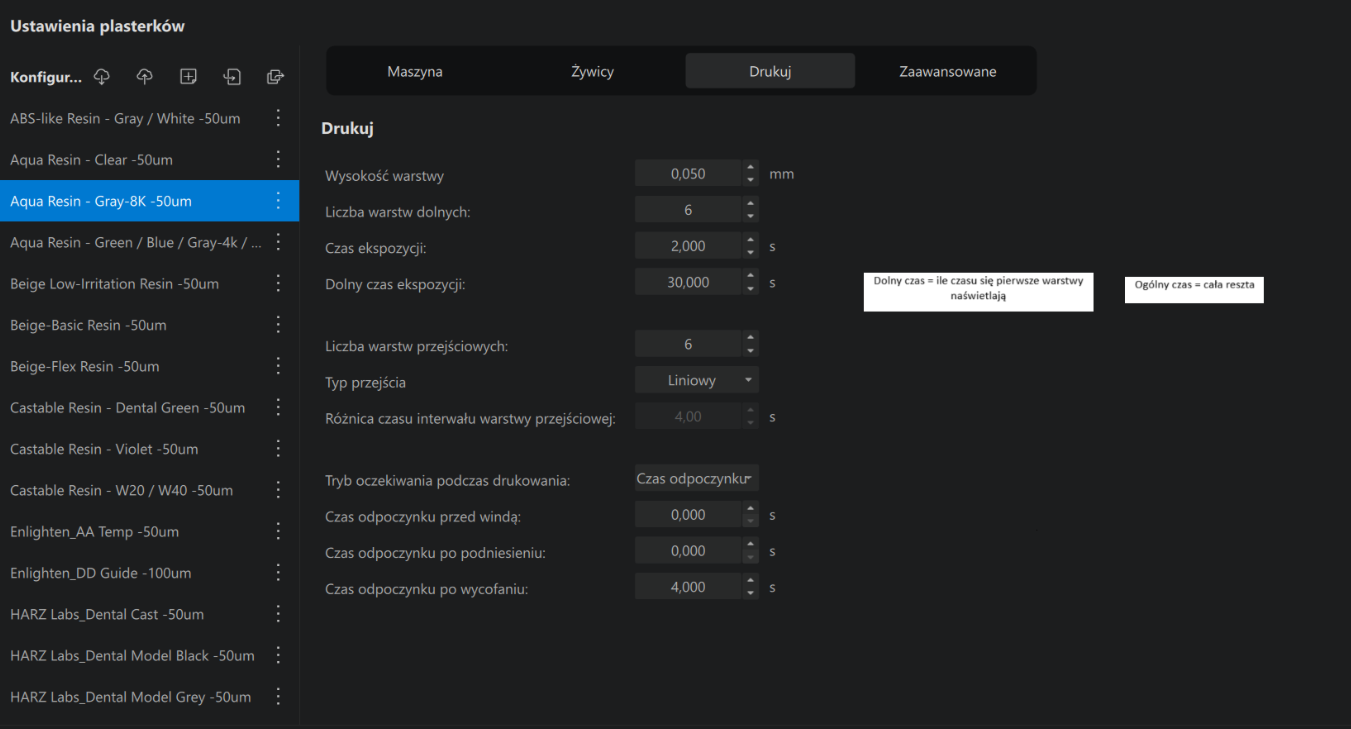
Informacje o ustawieniach drukowania bierzemy ze strony producenta żywicy której używamy
Warstwy przejściowe na razie ustawiamy na 0, dowiedzieć się co to
Niektóre drukarki pozwalają dodatkowo określić ilość warstw przejściowych, które umożliwiają stopniowe przejście od warstw dolnych do normalnych poprzez stopniowe obniżanie czasu ekspozycji na kilku warstwach przejściowych. Warstwy przejściowe mają na celu zwiększenie przyczepności między warstwami.

Anti-Aliasing - wygładzenie krawędzi poprzez niedokładne utwardzanie żywicy na brzegach schodków wynikłych z pikseli w ekranie który naświetla żywicę w trakcie drukowania.
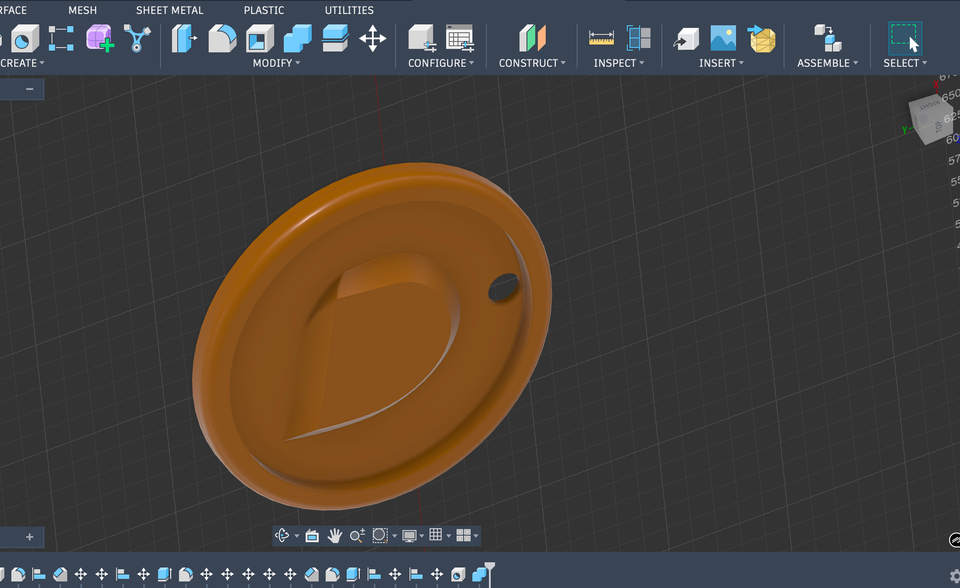
Przy szykowaniu modelu 3D
- Wydrążyć model
- Ustawić tak, by była najlepsza przyczepność
- Zrobić dziurki
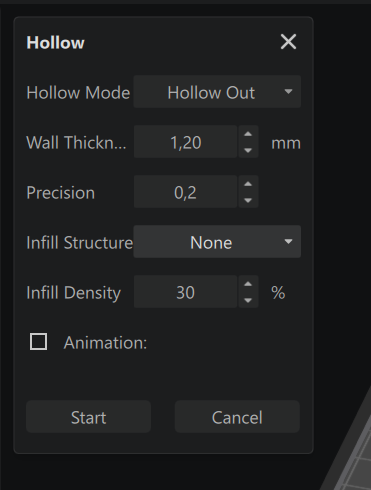
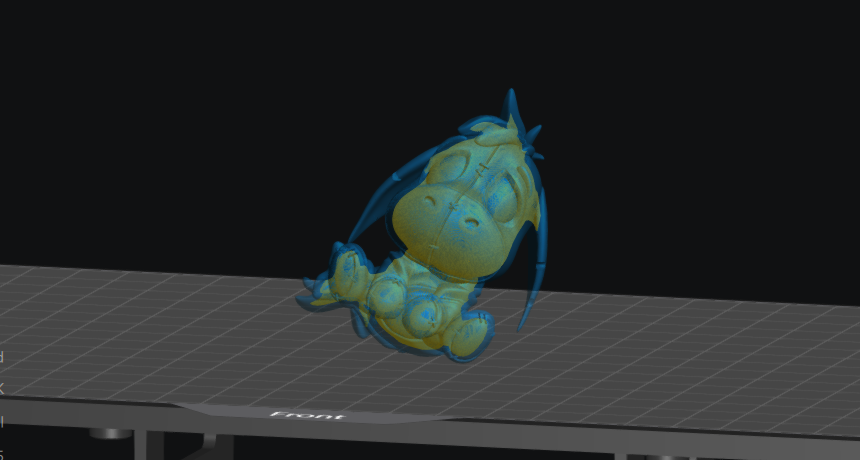
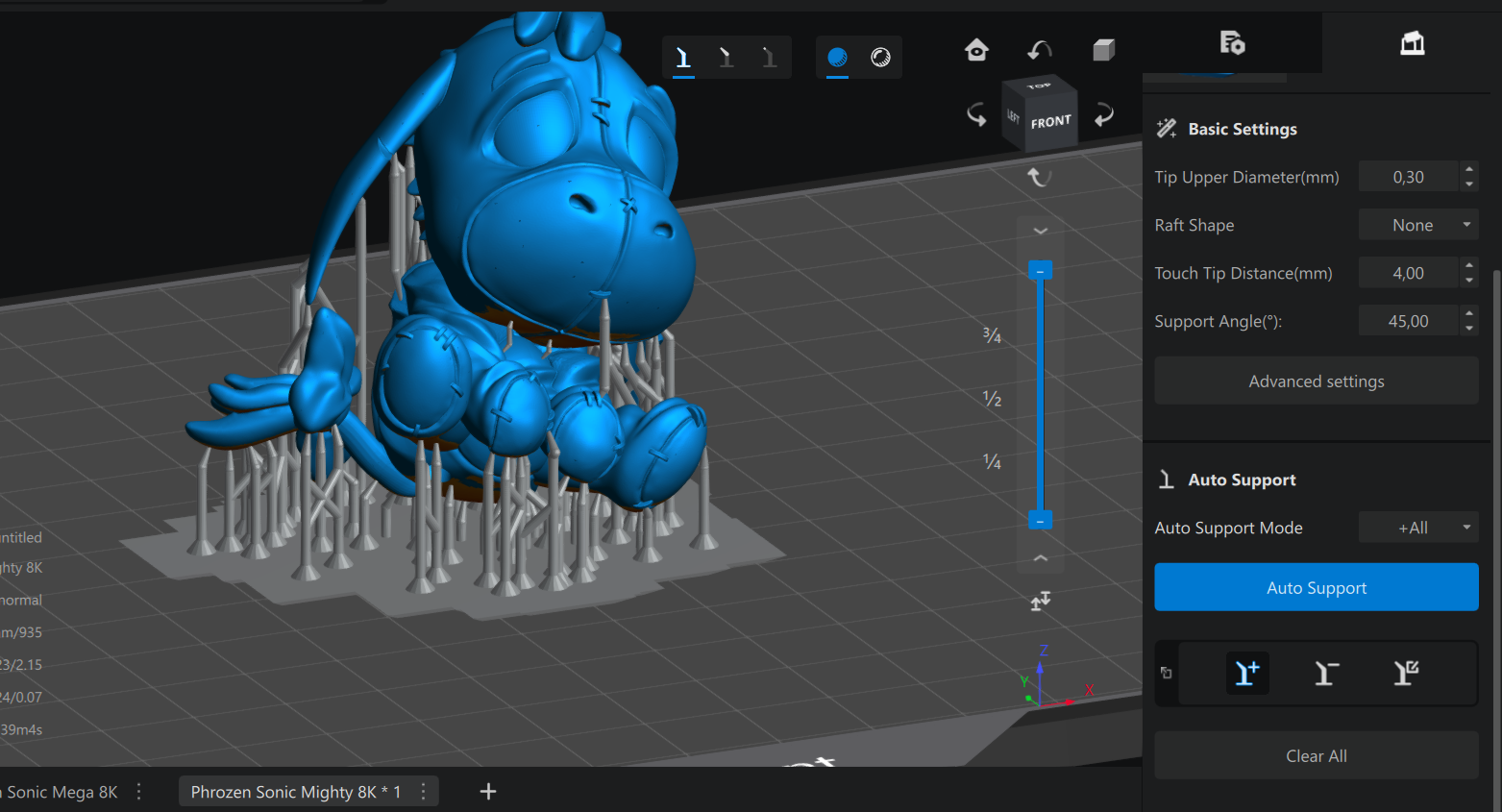
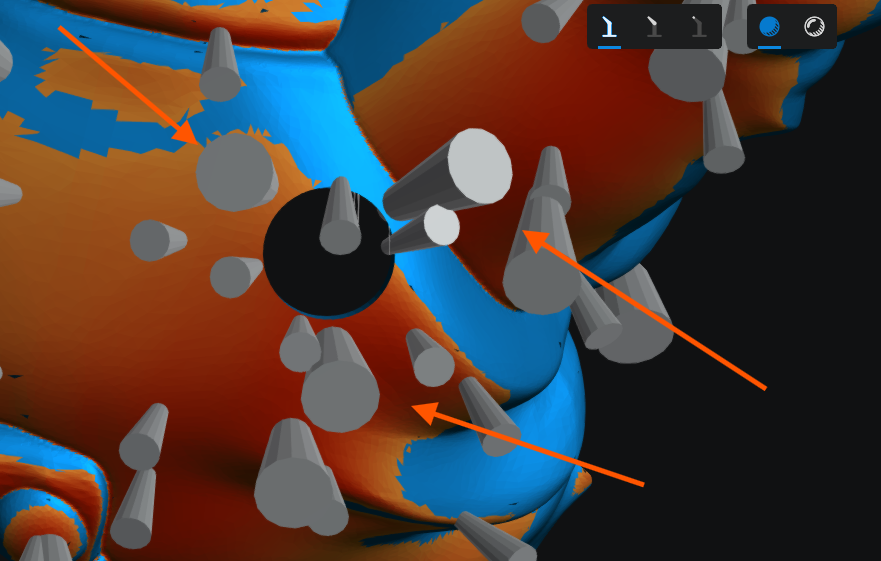
Wydrążony model ustawiam tak, by jak najwięcej jego elementów było skierowanych "ku górze", tj żeby podpory ładnie się ustawiły. Kompromis między niewidocznością podpór, a jak najmniejszą liczbą warstw - podpory szpecą model (choć można wyszlifować), a im mniej warstw, tym krótszy czas.
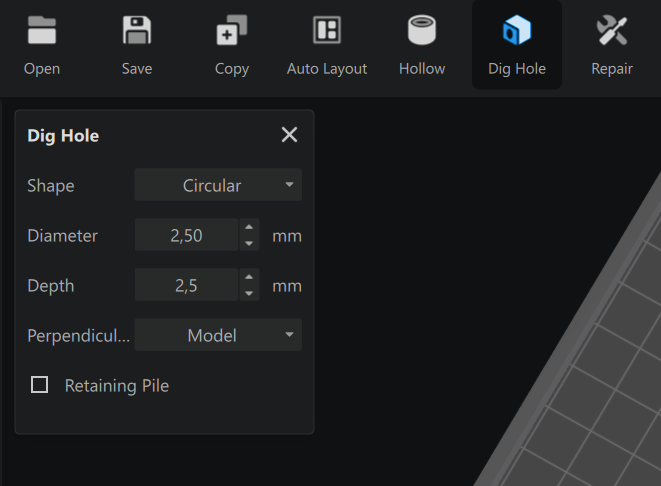
Przy wyborze głębokości dziurki warto wziąć ok. 2xszerokość ścianki. Miejsca, które są mało widoczne i łatwe do zaślepienia (np. płaskie/gładkie powierzchnie). Nie przejmować się ustawianiem dziur względem siebie, po prostu dziury. Im większy model tym większy diameter dziury.
Dwie od strony stołu, jedna z drugiej strony.
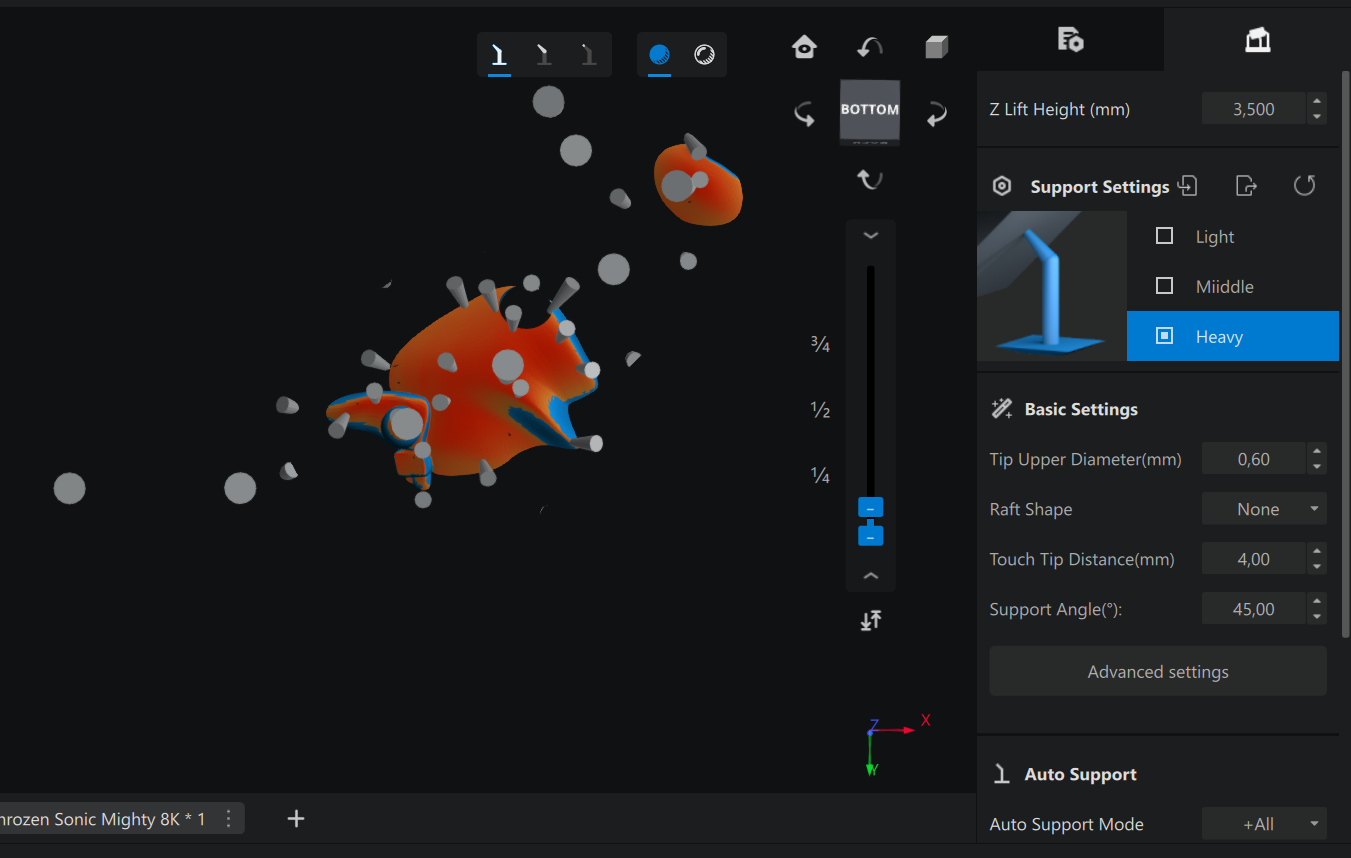
Olewamy małe przestrzenie (np. tutaj w ogonie) One się utwardzą pod lampą.
Po wejściu program sam podnosi model lekko do góry, nie za dużo, 3.5 jest ok.
Zdejmowanie druku żywicznego
- Szykujemy miejsce robocze (np ręcznik papierowy na stole), rękawiczki!
- Ściągamy pokrywę / otwieramy drukarkę
- Luzujemy śruby stołu
- Ściągamy stół chwytając za przeznaczone do tego uchwyty, nigdy za stół
- Przechylamy, żeby żywica ściekła, potem ustawiamy na skos i metalową szpatułką ściągamy druk
- Płuczemy w izopropanolu, im krócej tym lepiej, w maszynie ok. 4 minuty
- Myjemy pod wodą, dokładnie suszymy
- Zdejmujemy podpory
- Wrzucamy do utwardzania na ok. 4 minuty, potem obracamy model (żeby światło mogło wszędzie dojść) i znowu 4 minuty
Przy płaskich powierzchniach
Na przykład podstawkach
Wydruk postawiony w ten sposób
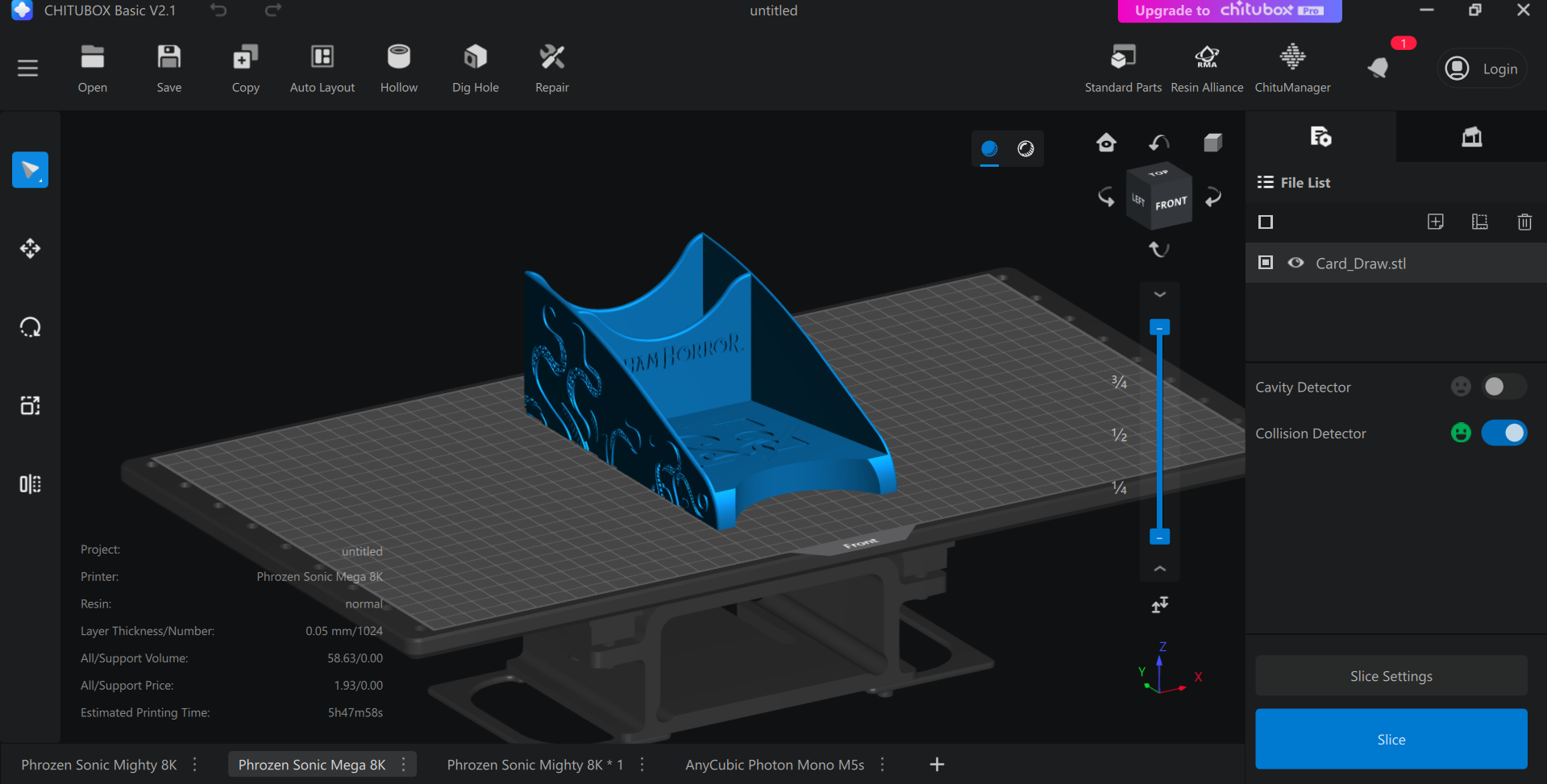
wyszedł tak:
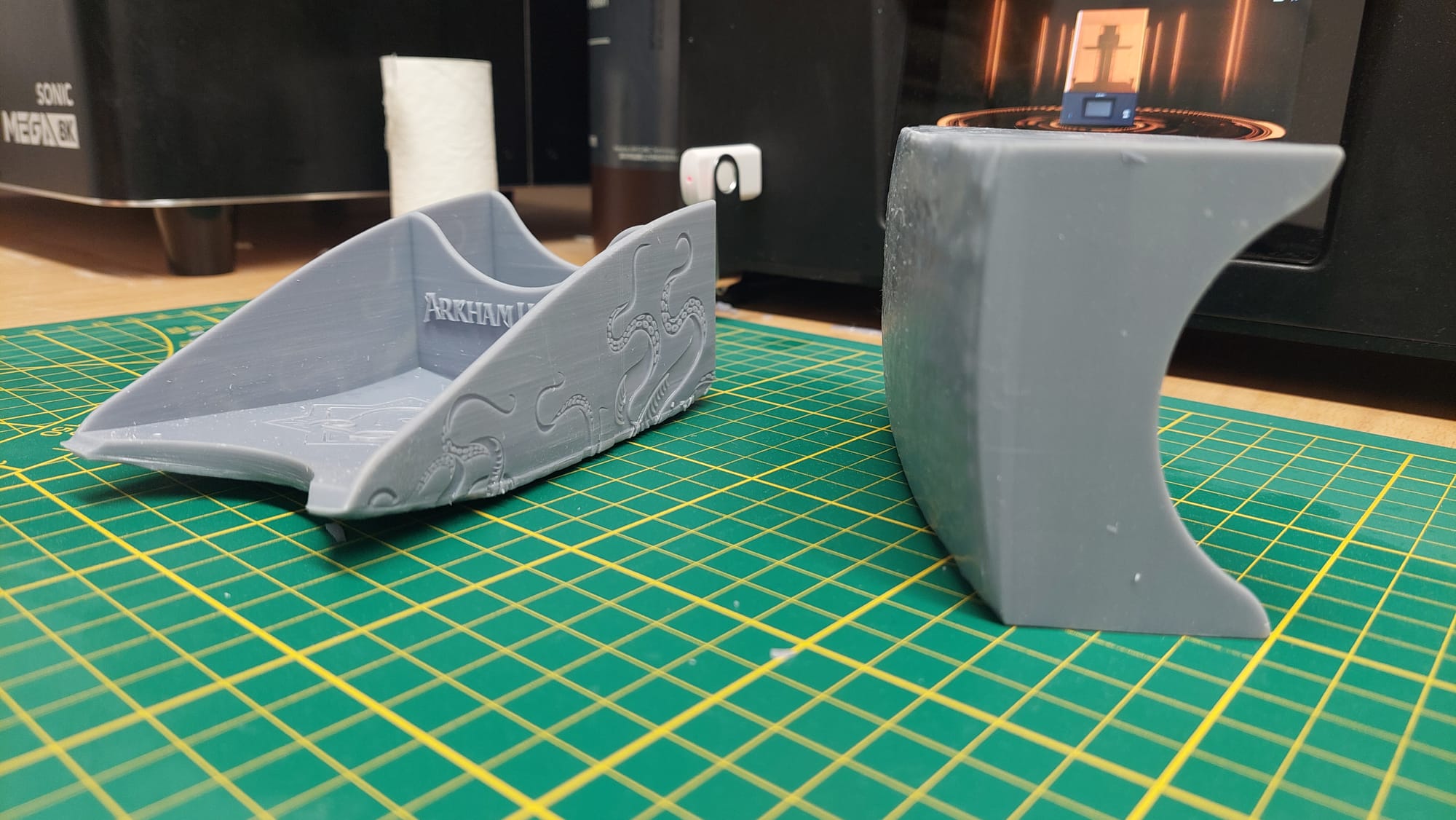
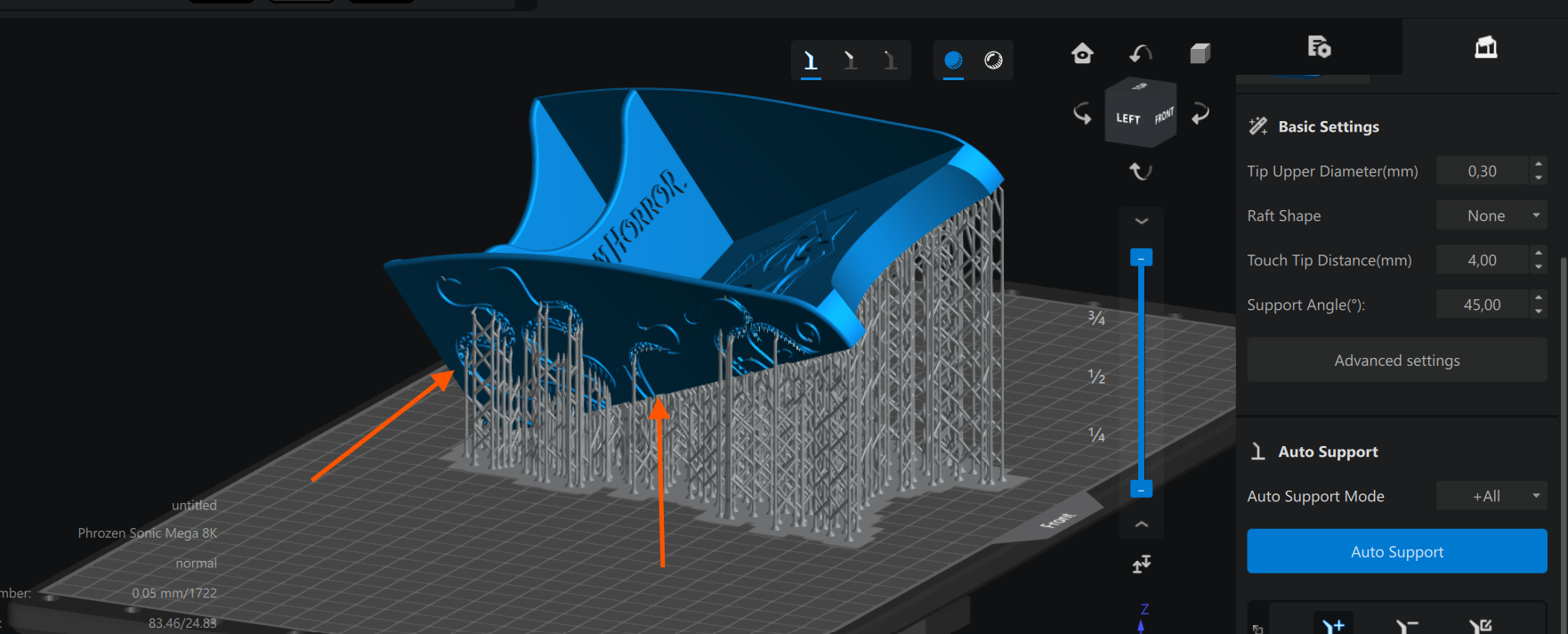
Jednocześnie pamiętam, że mam zdobienia na boku, więc nie obracam modelu zbytnio na tę płaszczyznę (strzałki)