dzień 1 DRUK 3D 21.09.24

Moje pierwsze spotkanie z drukarką. Prowadzący to Maciek i Piotrek.
Przerwy są co godzinę, o 13 dłuższa przerwa obiadowa.
Można kliknąć po prawej w Post settings i dodać tags.
Pod koniec dnia trzeba zakończyć, zapisać efekt pracy, klikając publish. Później zobaczyć w telefonie jak wygląda.
Przydatna strona https://wiki.robisz.to/shelves/druk3d
Druk 3D i długopis 3D - czyli jak tworzyć rzeczy?
3W - też prawidłowa nazwa, 3 wymiary. Druk przestrzenny.
Obczaj to co jest druk4D! -> google scholar
Technologia przyrostowa - maszyny np. w budownictwie są drukarkami i nimi nie są
Apis Cor + NASA +MARS - się doedukuj
Metal 3D Printer Rockets - Relativity Space, ramię robotyczne ze spawarka (ogólnie mówiąc)
MX3D - printed bridge
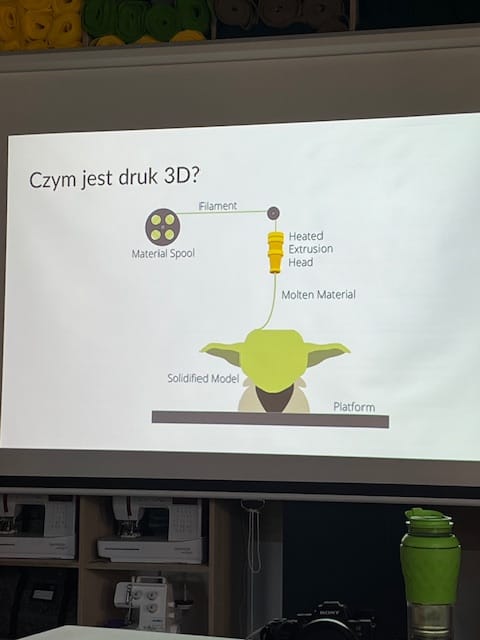
Czym jest druk 3D?
materiał na szpuli (filament) - > głowica nagrzewa się, topi materiał, uplastyczniał poprawnie mówiąc
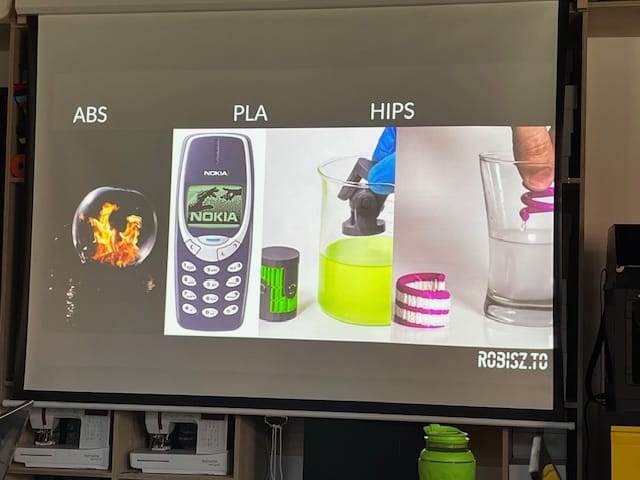
MATERIAŁY:
*ABS - wytrzymały, wytrzymałość termiczna
*PLA - przy 60 stopniach się uplastycznia, jednak jest ulepszany, biodegradowalny, wykonany np. ze skrobi ziemniaczanej, po 50-60 latach się rozłoży
*HIPS - nie jest odporny na kwas
*PVA - klej magic
Filament to POLIMER, żaden plastik!
Support - czyli rusztowanie dla druku, konstrukcja na której się buduje, pojawia się od pewnego kąta - na zewnątrz
Slic3r - program do tłumaczenia obiektów 3D na język maszynowy
G-code - język komunikacji między nami a maszyną
Infill czyli wypełnienie - wewnątrz
15-20% jest najbardziej optymalne, jednak najbardziej wytrzymałe jest 50%, nie stosuje się 100%
Jak to działa - wersja rozszerzona
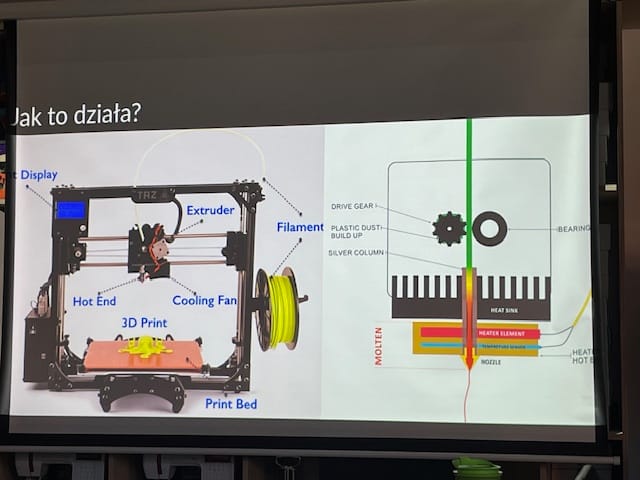
drive gear - radełko
nozzle - dysza - część eksploatacyjna
1,75 mm - standardowa średnica filamentu
0,4 mm- standardowa średnica dyszy
zakup filamentu od 60 zł - polskie firmy produkują
Piotrek przedstawił jak wygląda drukarka 3D firmy zortrax z obudową ochronną
Gdzie szukać plików 3D?


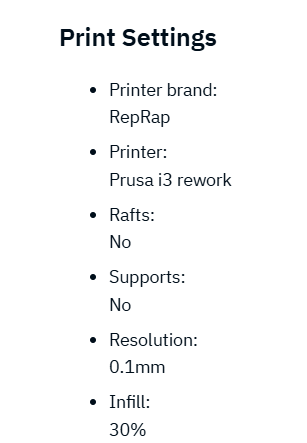
wpisz calibration cubve na thingiverse, zwróć uwagę na print settings
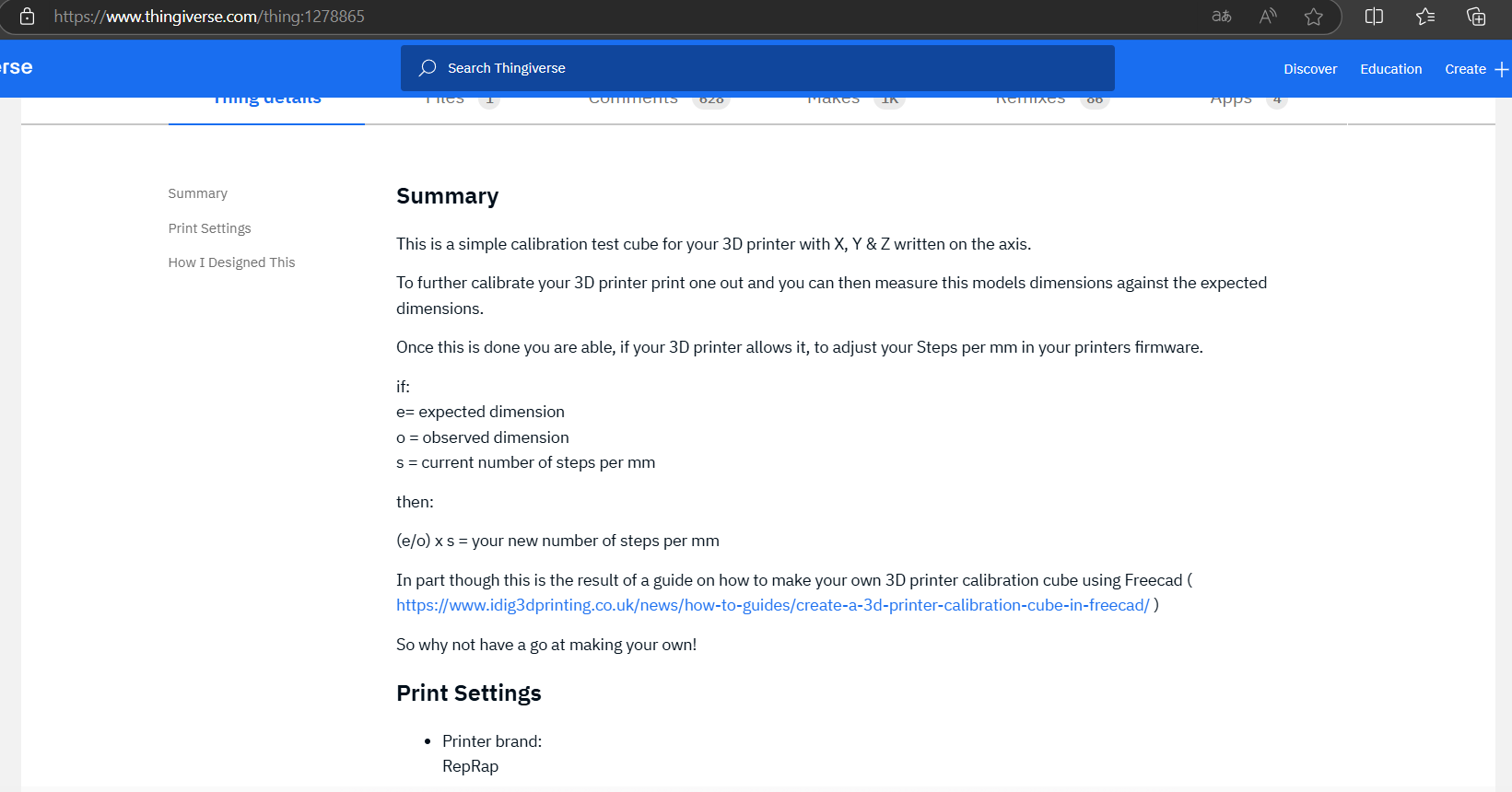
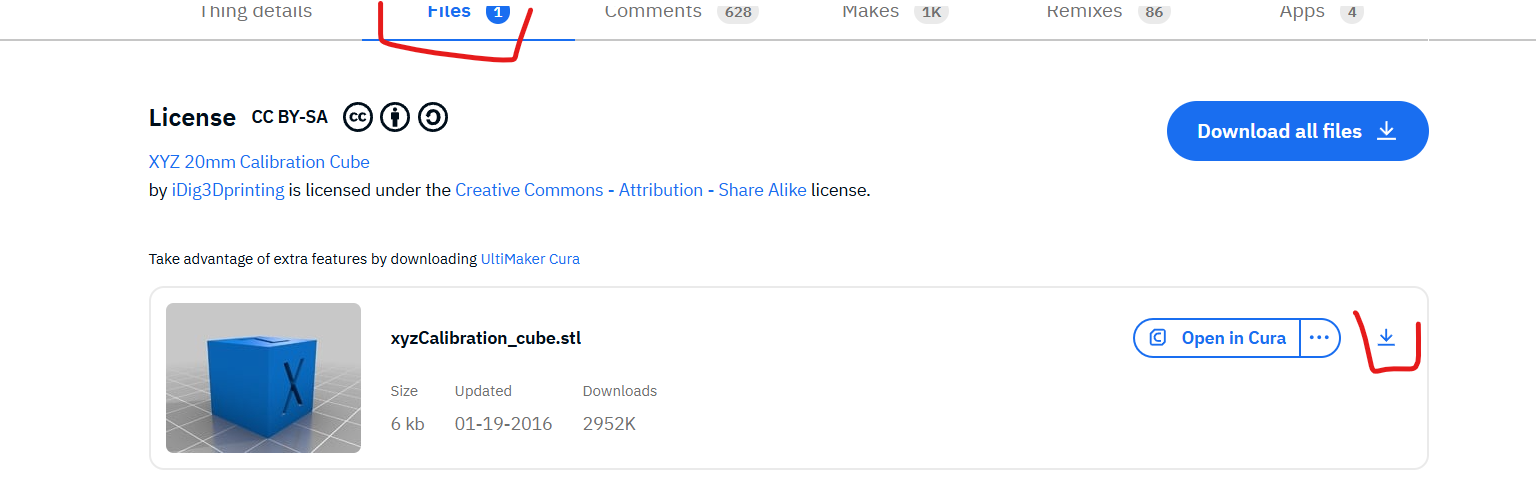
ściągnięty plik: format .stl
odpalamy z-suite
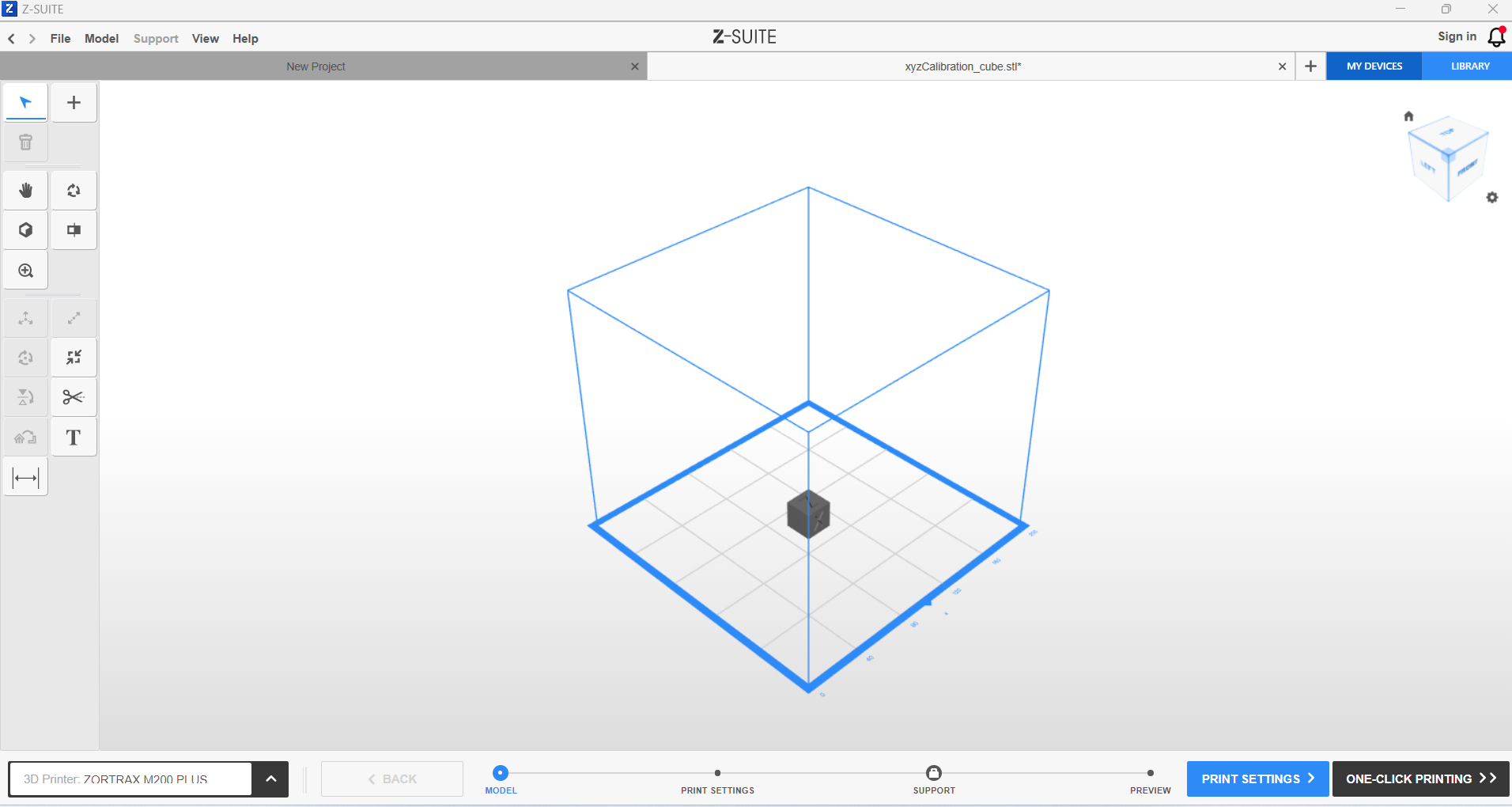
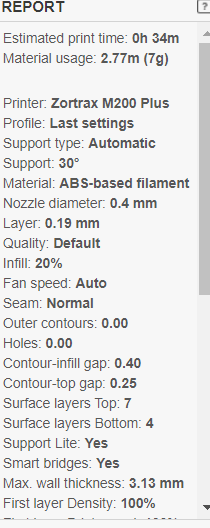
pamiętajmy aby wybrać drukarkę, zortrax 200 plus
wrzuciliśmy dwa cube, omawialiśmy podstawowe funkcje programu, są też narzędzia pomiarowe
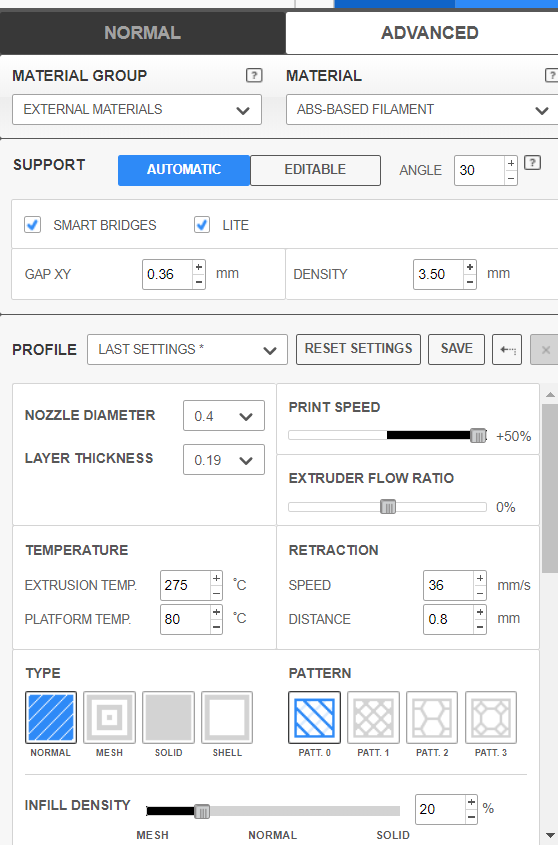
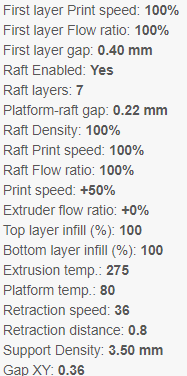
print settings:
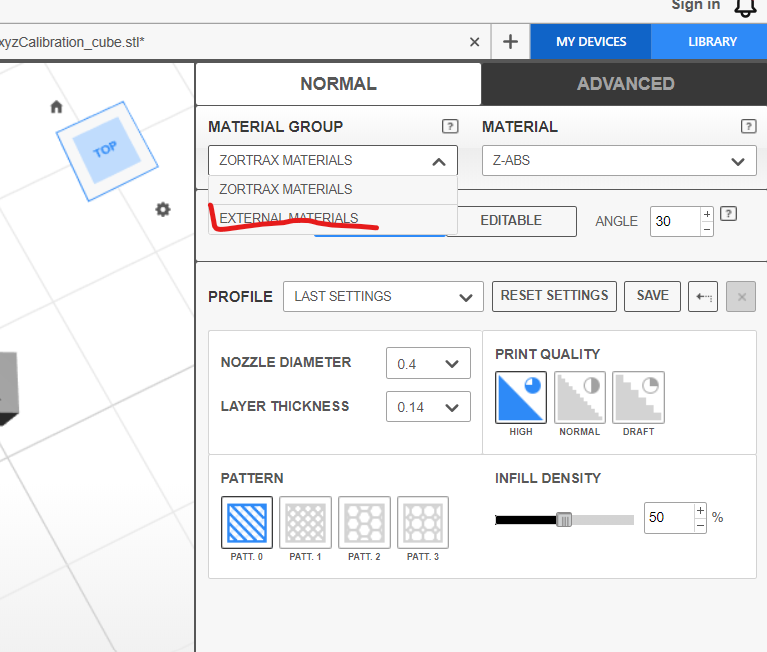
Material: wybieram odpowiedni
Support LITE wybieramy, bo łatwiej się odrywa
im cieńsza warstwa tym więcej ich trzeba nanieść, ładniej wygląda
między 0,09 a 0,19 - 2x więcej czasu
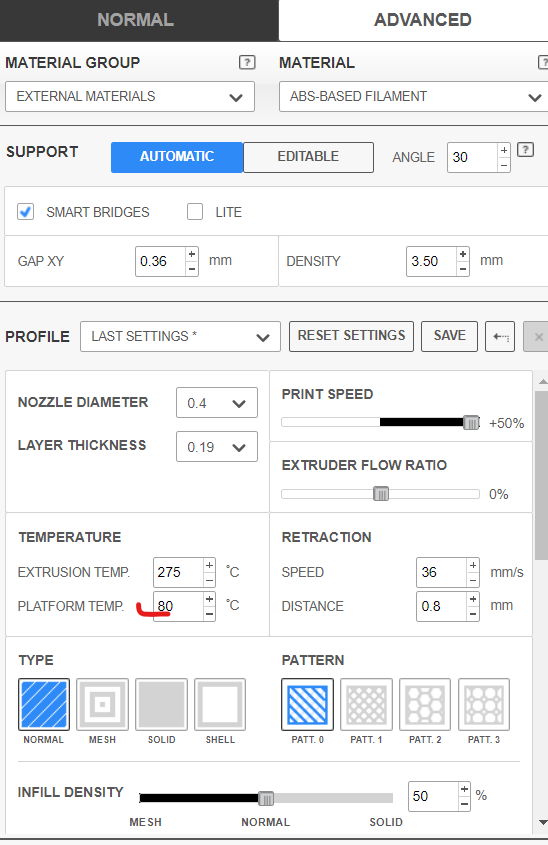
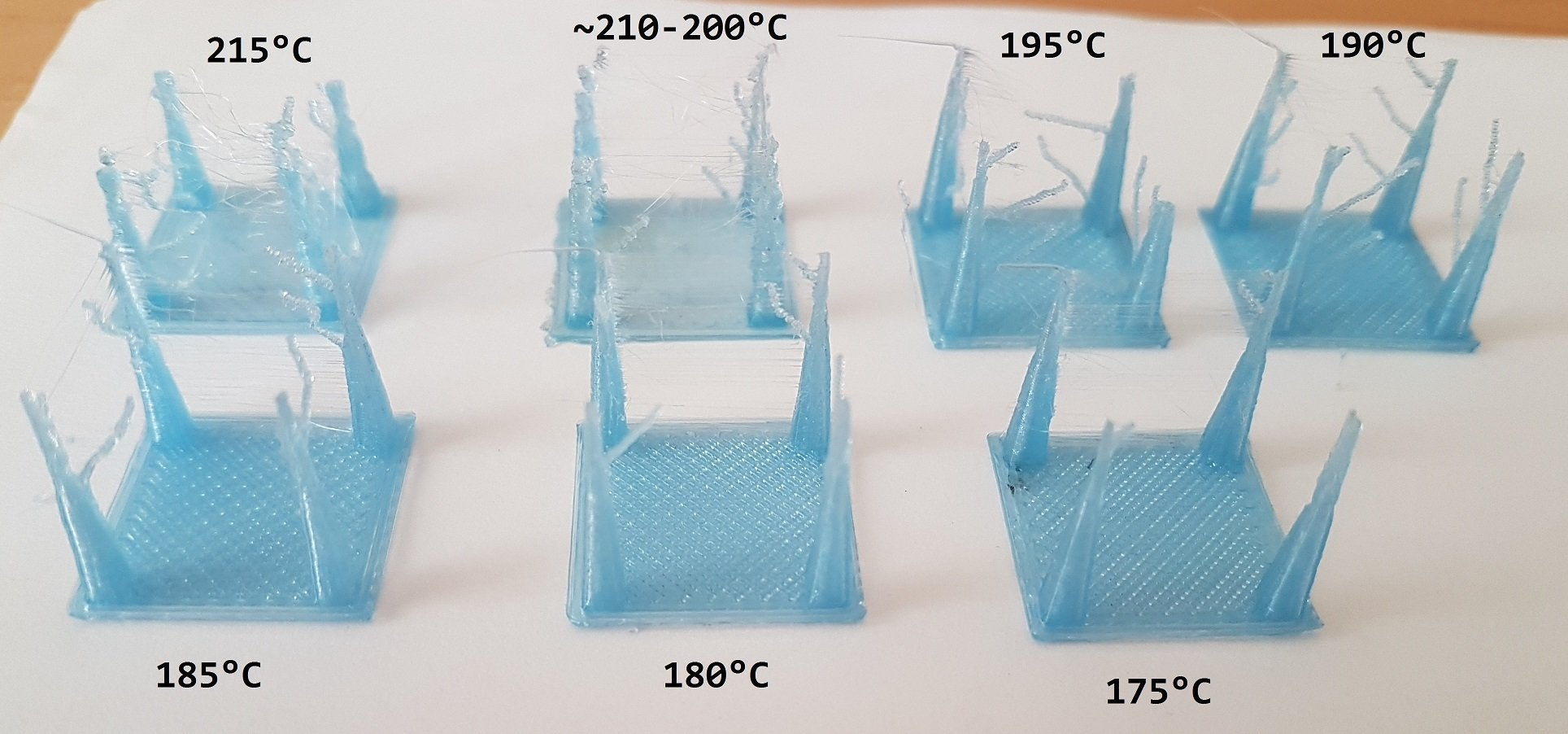
temp 100 stopni przy większym wydruku
infill density - jak szybko to mniej zaznacz - do 30 %
extruder flow ratio - sprawdzać, czy nie ma dziurek, jeśli tak to zwiększać % aby dolało
retraction - ruch wsteczny filamentu, po kółku musi się podnieść, jak robią się nitki to parametry zmienić
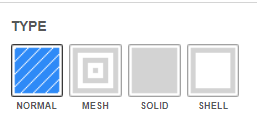
shell - nie musi być zamknięte, cienka ścianka
solid - 100 %
mesh - prawie jak shell, ale grubsze, cienka ścianka na zewn i cienka z wewn. strony, pusta konstrukcja
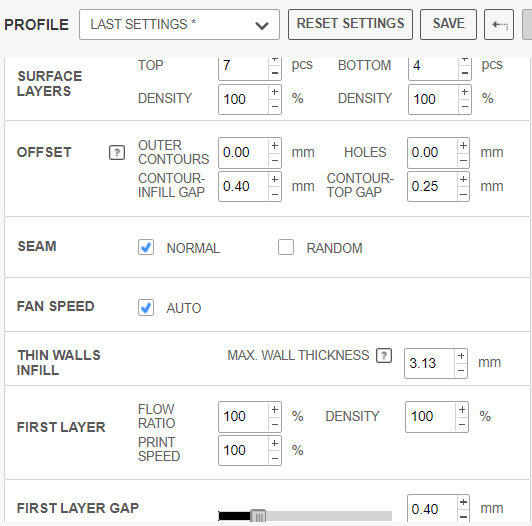
lepiej dać więcej na top:

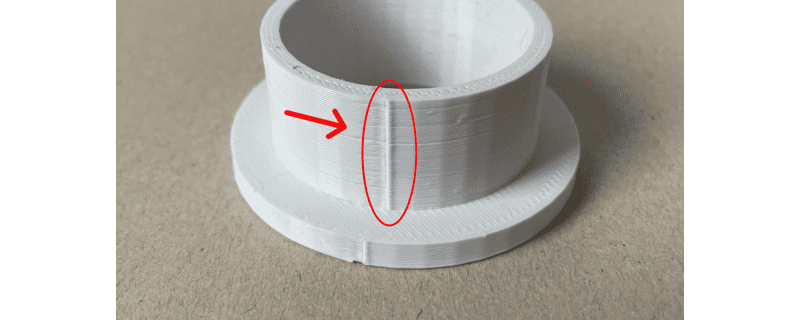
SEAM: szlifowanie - jedno miejsce albo więcej, więcej miejsc to większa wytrzymałość
cieńsze = szybsze

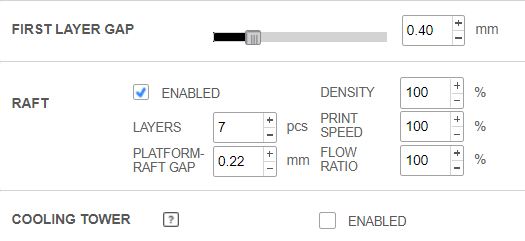
odległość 1 warstwy wydruku od 1go raftu -> dodaj!! +0,1
np. z 0,3 na 0,4

USTAWIENIE CAŁOŚCIOWE:
PREVIEW:
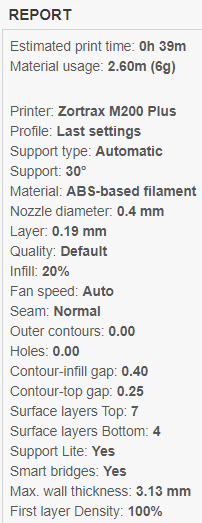
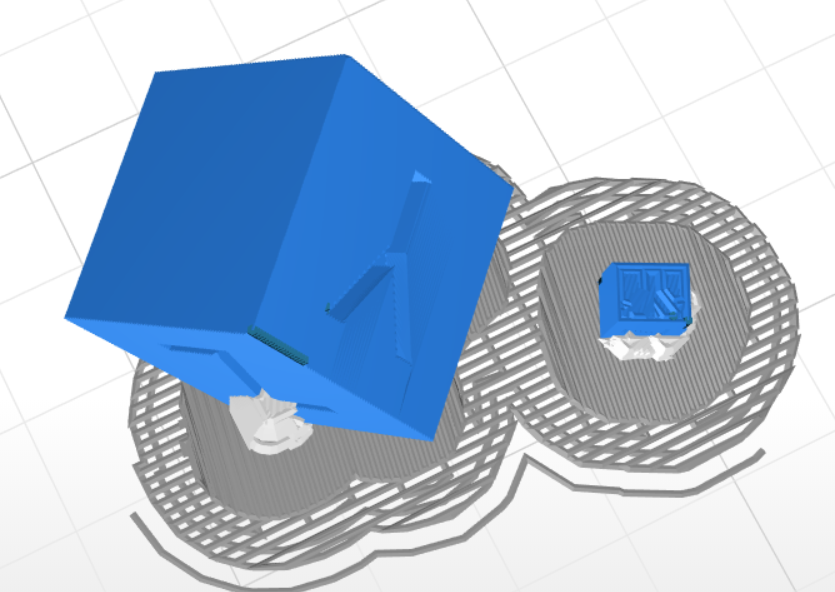
zadanie - wersja optymalna
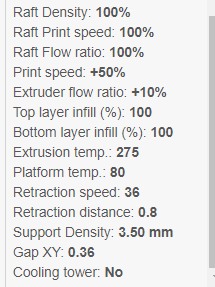
zastosowane działania: obrócenie cube na płasko, grubość warstwy 0,19, szybkość +50, ale ratio +10, infill 20%, wypełnienie normal
pamiętaj aby nie wrzucać projektu na polu środkowym, zmieniaj umiejscowienie!
najpierw przetzyj pole, aby je odtłuścić użyj izopropanolu i ręcznika papierowego

UWAGA
pamiętaj aby zaznaczyć LITE przed wydrukiem, bo ciężko oderwać support!!
i do tego nie drukuj na środku pola
TINKERCAD - DARMOWY PROGRAM
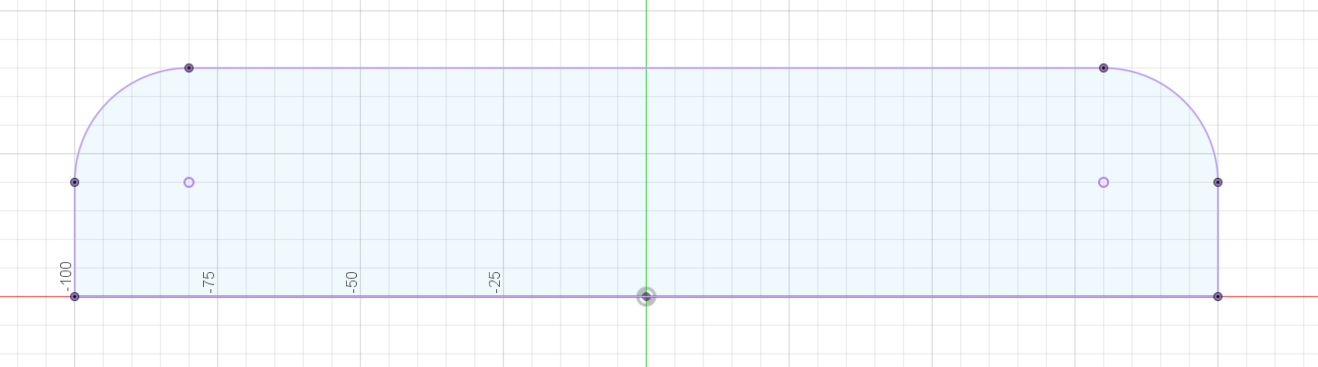
sprawdzamy widok kamery i funkcje punktów:
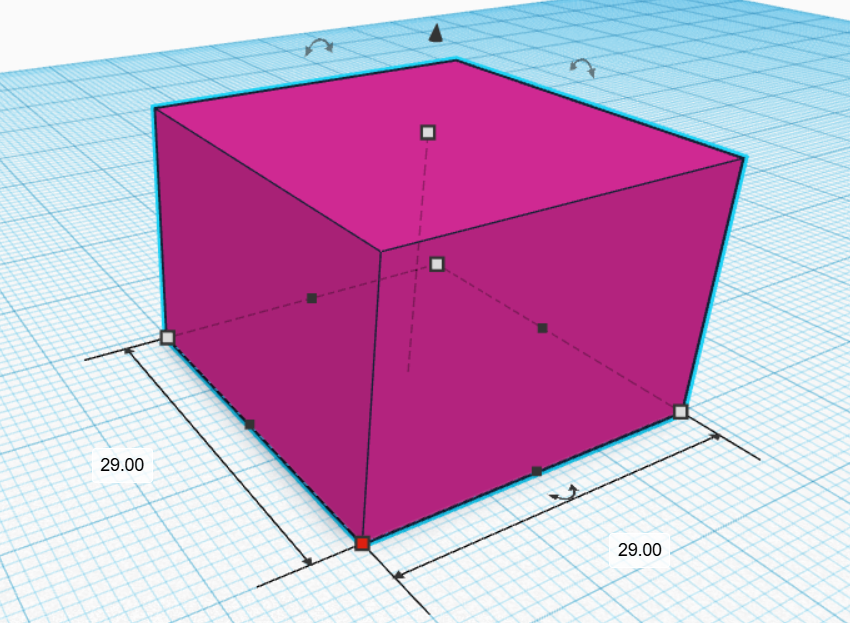
sprawdź, czy jednostka to MM!
drukarka zawsze interpretuje jednostki w MM
TAB - przełączanie widoku wartości
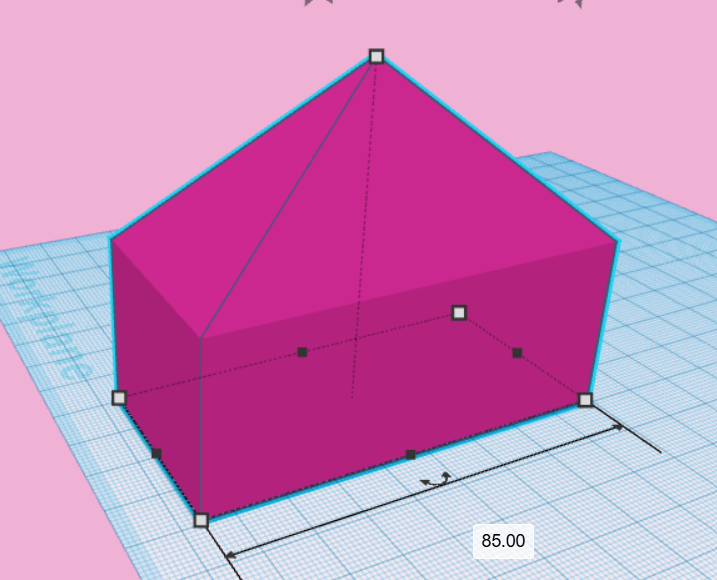
zbudowałam domek ;-)
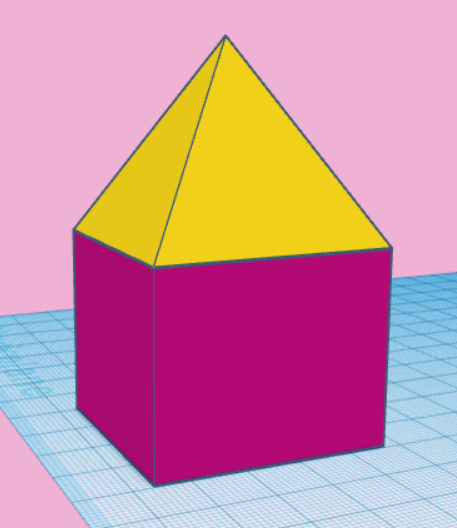
aby obiekt scalić shift + LPM
ctrl + G - grupowanie