Dzień 1 - Projektowanie 2D

zasoby dostępne na wiki.robisz.to
grafika rastrowa - punkciki-piksele, nadaje się do gier komputerowych, prezentacje, filmy. Formaty: jpg, png (w png zapisujemy logo, bo jest bez tła), tiff, raw (do zdjęć), BMP, GIF (animacje)
grafika wektorowa - jest bezstratnie skalowalna, określona matematycznie poprzez wektory; służy do tworzenia prostych projektów graficznych np. logo, identyfikacje, banery, naklejki, grafiki na strony internetowe (bo jest lżejsza niż grafika rastrowa), sitodruk, projektowanie CAD (computer Aided Design np. rhino do biżuterii) Formaty: svg, ai, pdf
Maszyny CNC (Computer Numerical Control Machines) - maszyny, których pracą steruje komputer
Frezarka - do wykrawania w drewnie (w 3D) (wycina) - frezy o różnych grubościach
Ploter laserowy - najbardziej precyzyjny tzn ma najmniejszy kerf (spalamy materiał)
Waterjet - wycina wodą i piaskiem metalu, szkła
Hafciarka CNC - różne ściegi, zadajemy kolejność
Ploter tnący (wykroje z papieru, filcu, tekstylia - bywa, że pali więc trzeba dobrze dobrać ustawienia)
G-code - podstawowy język maszyn CNC
Inspiracje:
shutterstock.com/blog, behance.net, instructables, pinterest
darmowe programy do projektowania pudełek: boxes.py, makercase.com
Ruby działa tylko z Trotec-iem
w Ruby nie projektujemy. Wszelkie modyfikacje robimy w Inscape
Lightburn (płatny program) ułatwia pracę i przyspiesza cięcie
grać w BEZIER GAME!!!
Dzień 2 - mandale i dioramy
Dzień 3 - haft
do haftu: app.recraft.it i inkstitch.org (tu opisane jak działaja hafciarki) dużo dobrych artykułów np workflow - jak przygotować plik do haftu
Brother f440 bez możliwości szycia na olx 1000zł plus.
nie kupować np na lubieszyć
recraft daje colored shape (unikamy cienkich linii, obrysów)
po recrafcie przy użyciu colored shape
przy upraszczaniu do 3 kolorów klikamy w kolor po prawej
potem klikamy swatches
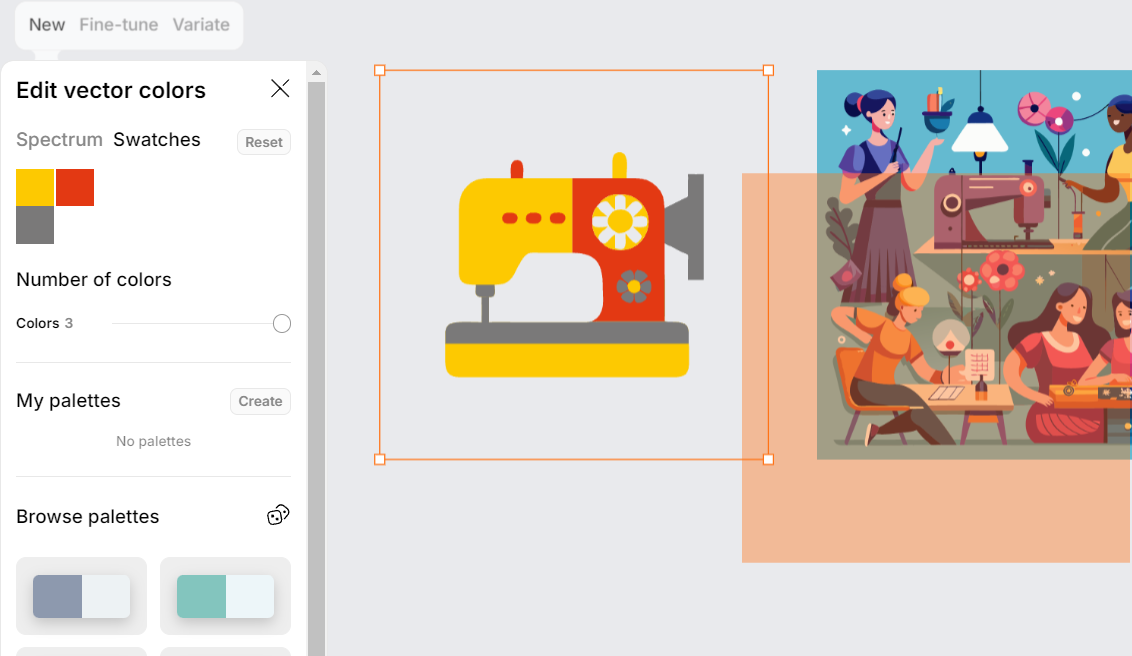
i dążymy do max 3 kolorów
dla lasera jest ruby, a dla hafciarki digitizer (do cyfryzacji haftu)
zaznacz kolor-prawym przyciskiem - select same - fill color- crtl g - nazywam kolor
pod kolorem są ścieżki. trzeba je zaznaczyć z shiftem - path - union . powstaje jednokolorowa warstwa haftowania
extension - inkstitch - params (pod lettering są piękne fonty)
ustawiamy parametry i dajemy apply and quit
żeby sprawdzić extensions - inkstitch - visualize and export - simulator
robimy obwódkę, ma być 4mm i na górnej wartswie (overlock)
extensions - satin - convert line to satin
zapisać w formavir tajima embroidery format (.dst) albo brother embroidery format (.pes)
gra monument values (ilustracje izometryczne)
tinkercad do projektowania 3d
isometric design
snappowanie (all options on)
file - document properties - grids- axonometric grid
grid unit mm
origin x and y na 0
spacing y - co 5 mm
angle x - 30
angle z 30
minor grid line color - pomniejsze dobrze dać jaśniejszym kolorem
major - główne, dobrze ciemniejszym
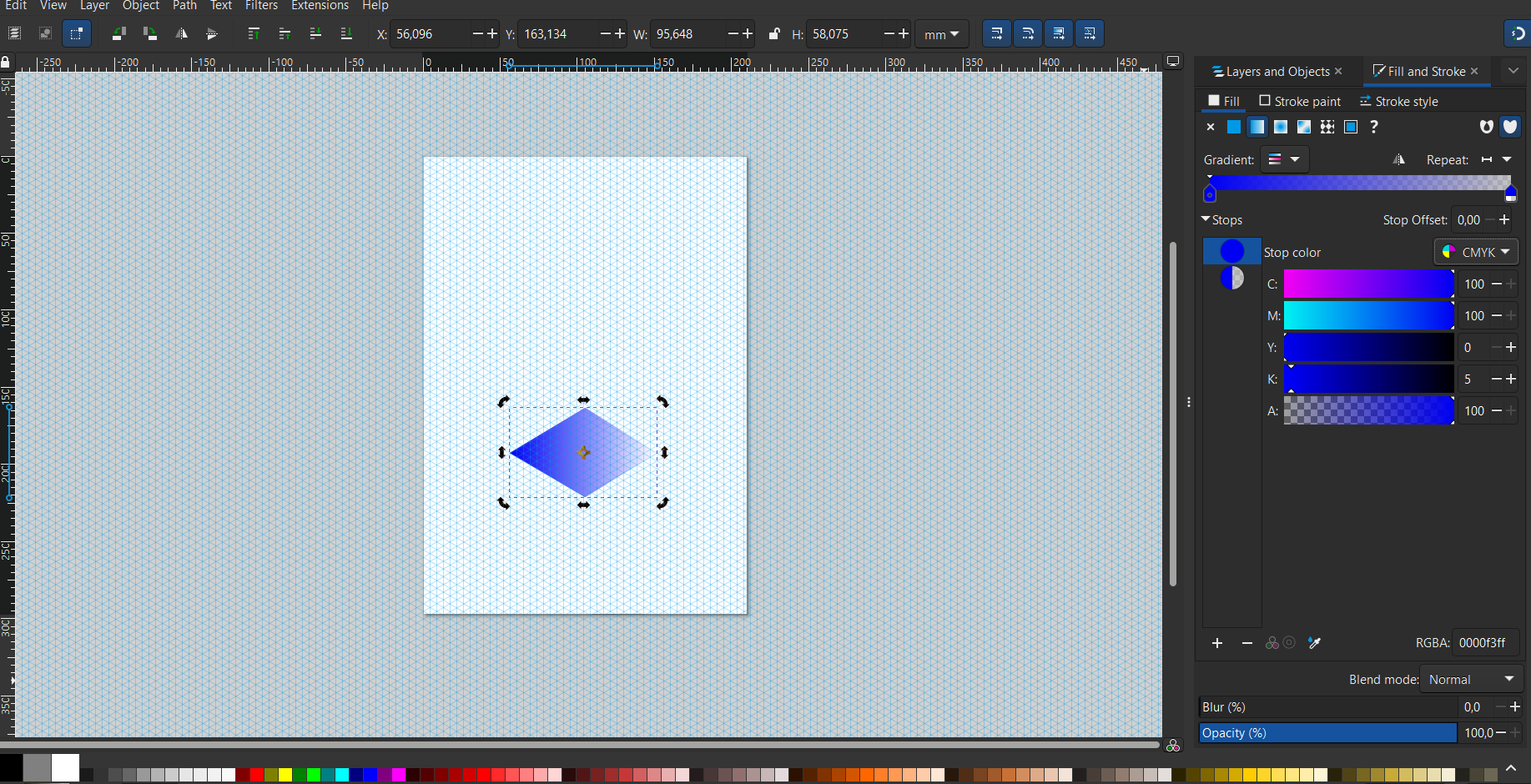
pod druk kolory CMYK
klikamy w lewym górnym rogu 9 kjwadreatów
design samples (double click) - utility knife (double click)
fusiuon składa się z wielu mikroprogramów
design - rózne opcje (osobne programy wewnątrz programu) - dla nas manufacture - przygotowanie pod frezarkę
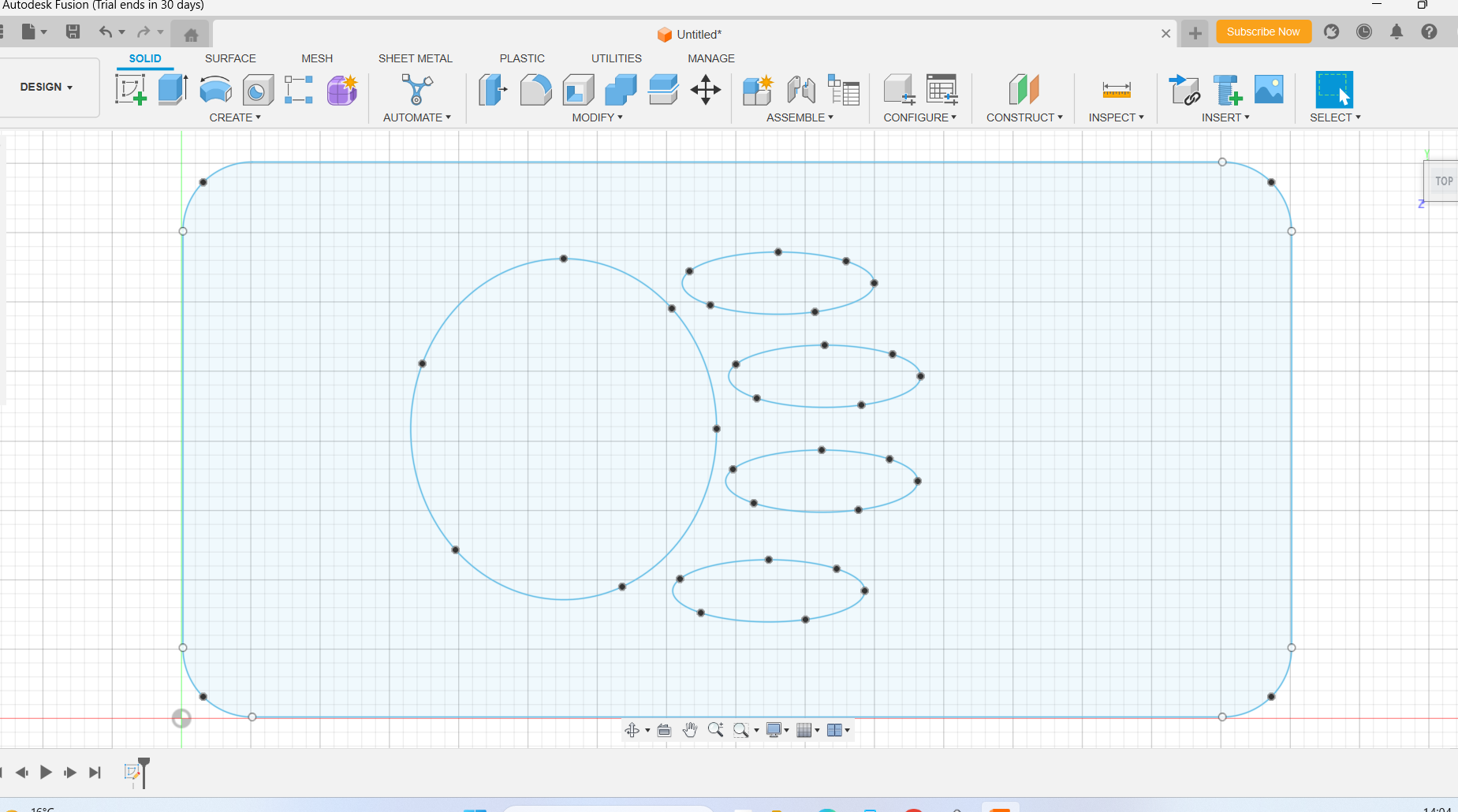
trzeba wkleić w płaszczyznę xy , ustawić w panelu po prawej co trzeba i kliknąć ok
następny krok MANUFACTURE
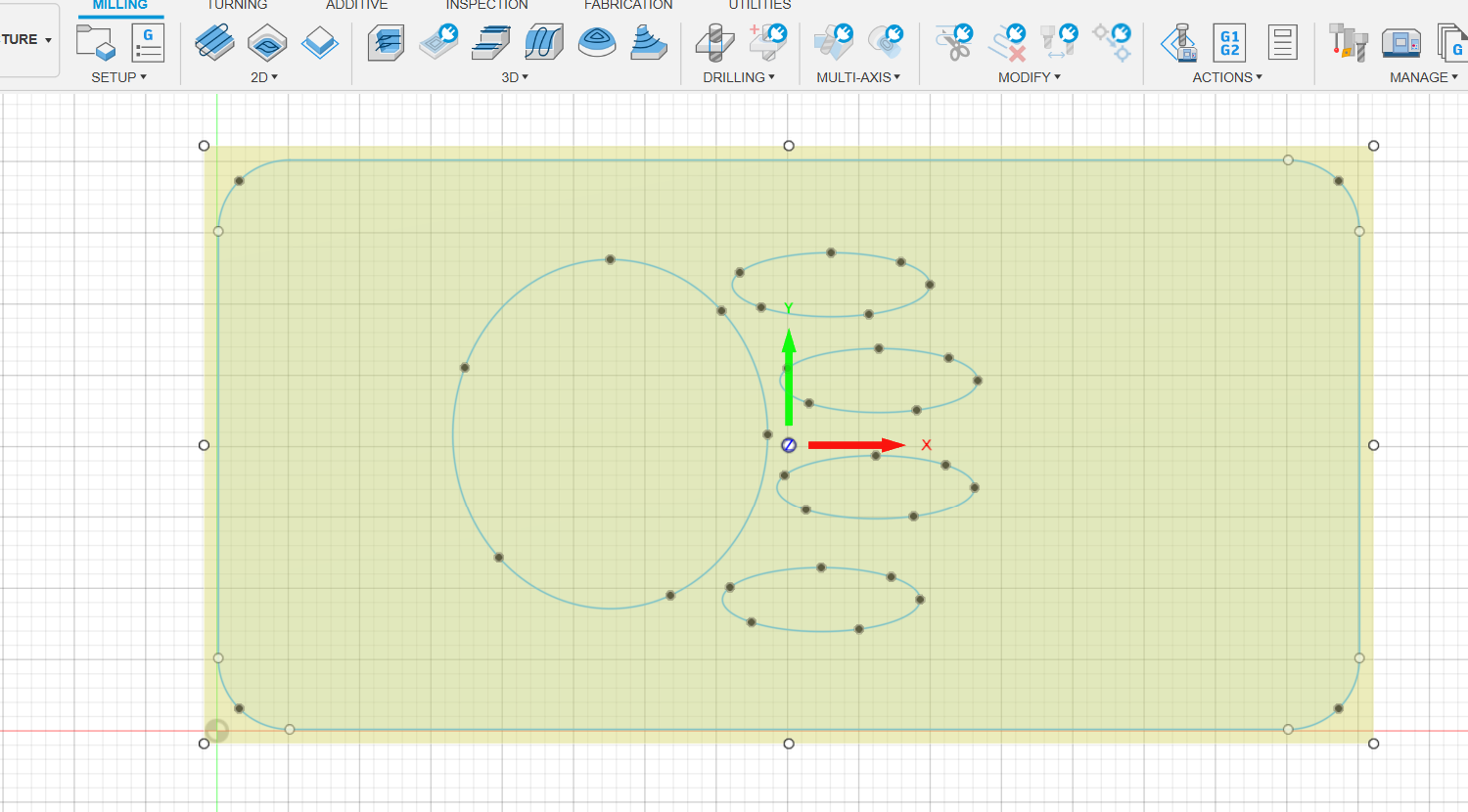
PO KLIKNIĘCIU NA OBRAZEK NAD SETUP
wcs w rogu
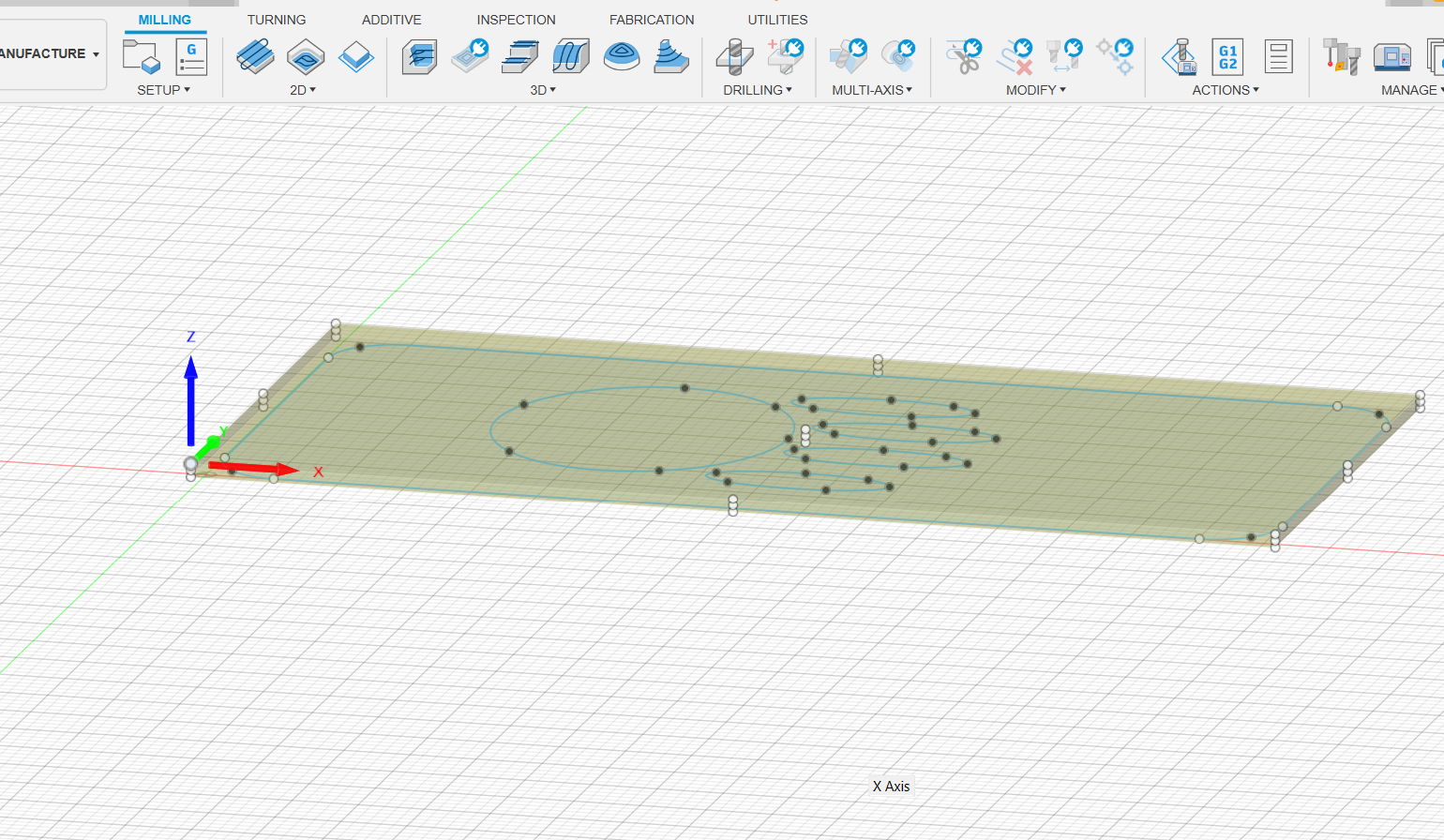
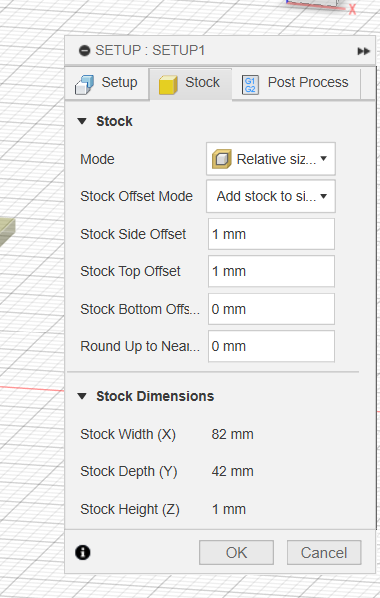
stock to materiał w którym frezujemy
stock side offset - ZAPAS trzeba dac min 3 mm żeby miał z czego zbierać
STOCK BOTTOM OFFSET - na grubość sklejki
profil-prefernces-manufacture - enable cloud libraries
tool library - cloud - new library - nazwa maszyny
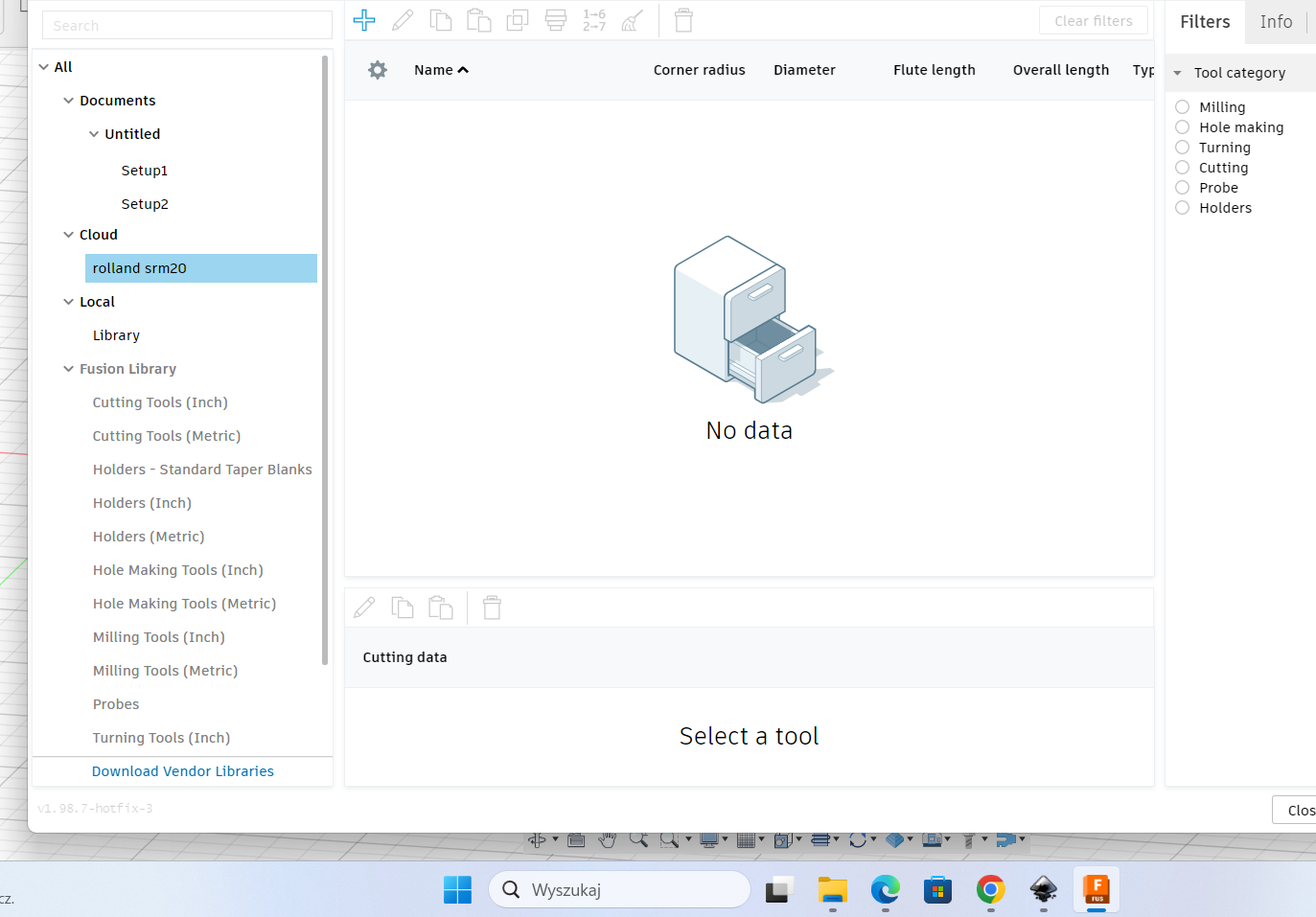
plusik na górze i pojawią się frezy
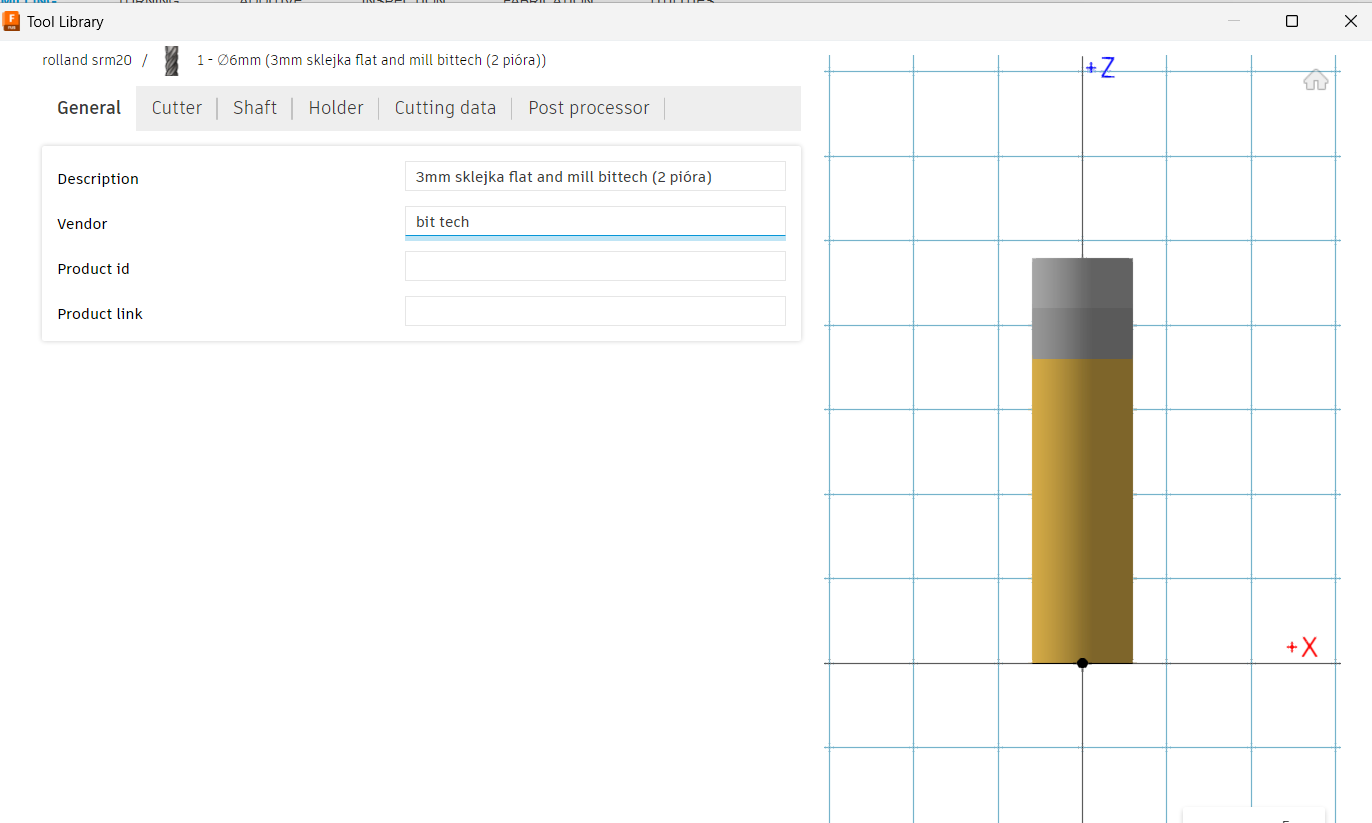
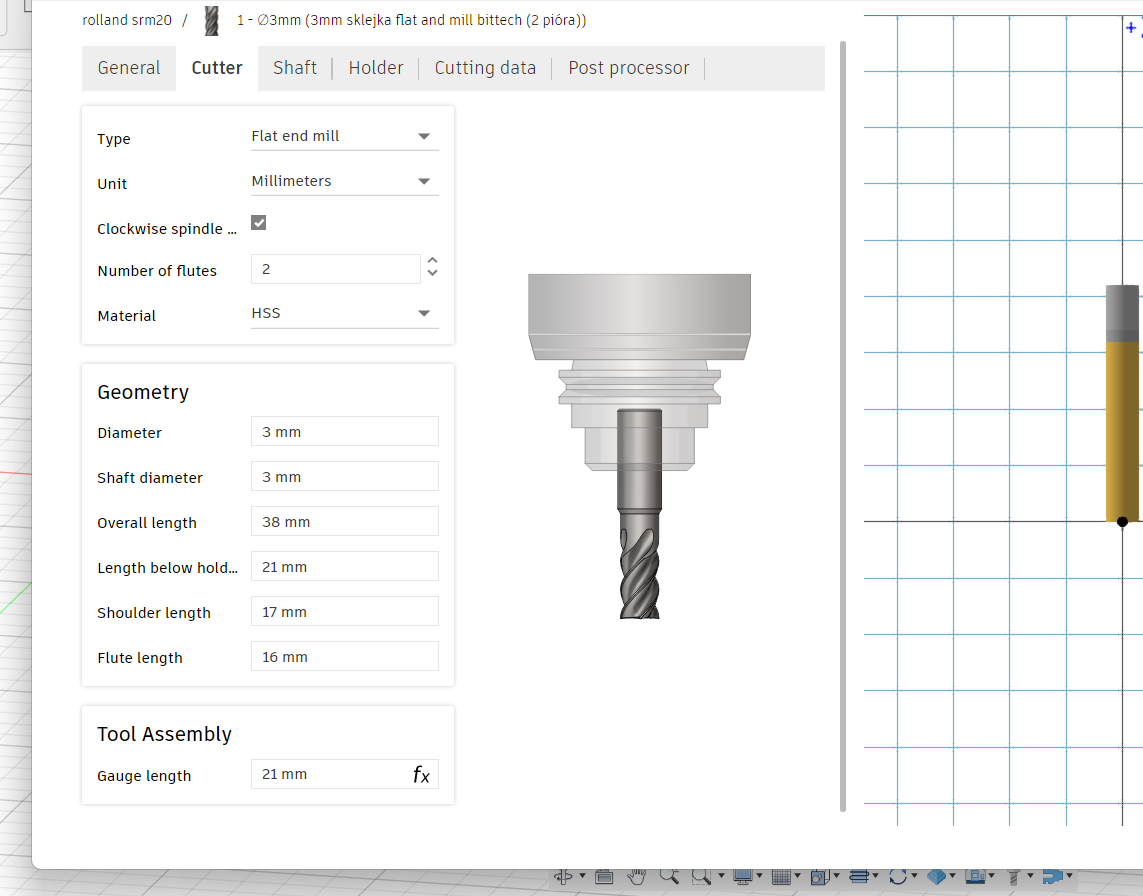
feed per tooth - ile każdy ząbek ma skrawać po obrocie
feed per tooth 0.03mm (ile jeden ząb pobiera przy takiej prędkości obrotowej)
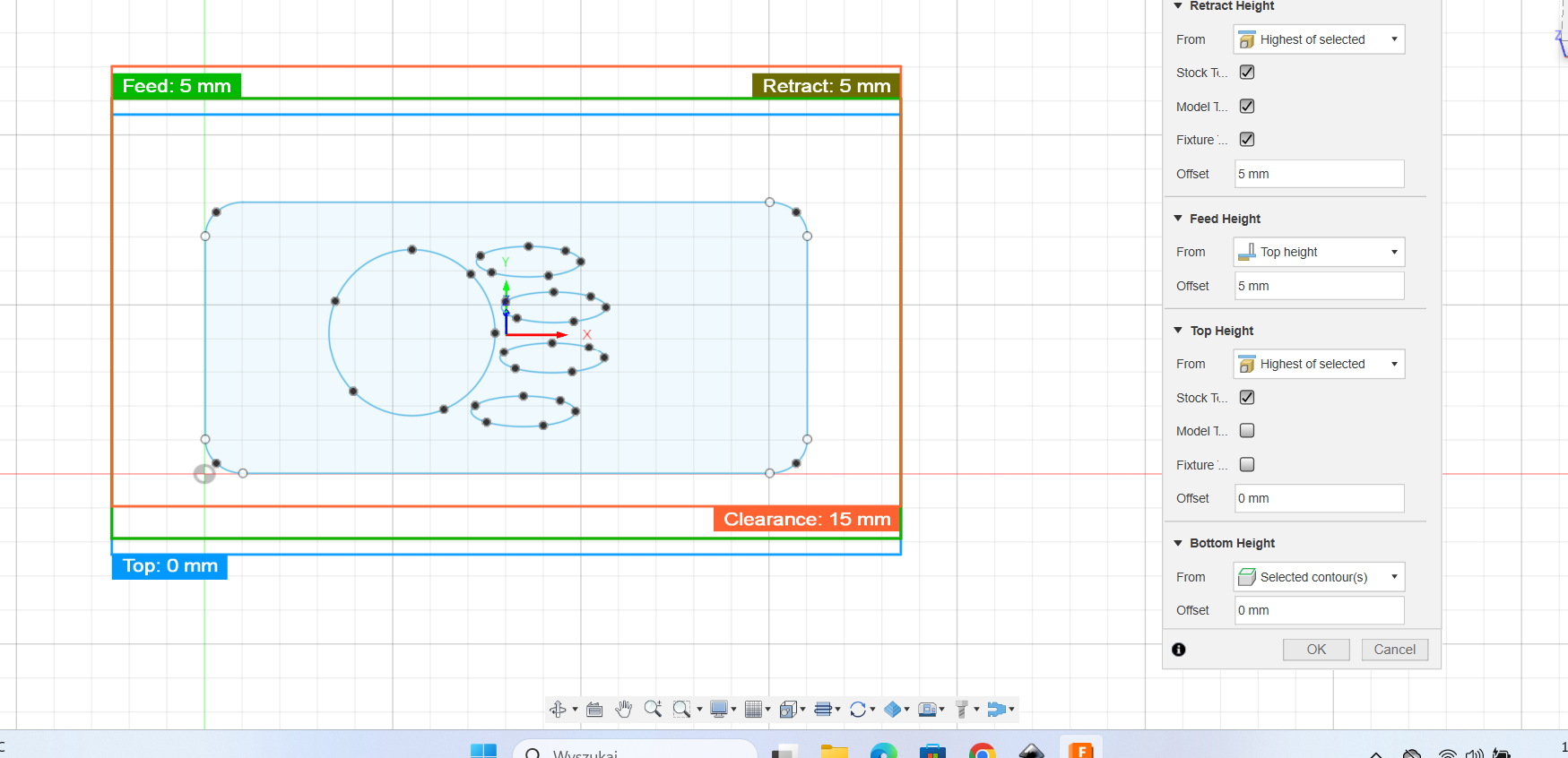
w setupie dolny lewy róg
x y i z mają być w odpowiednim kierunku
stock - materiał
stock side offset - margines (6mm)
top offset - przy równej powierzchni dajemy zero
stock bottom offset - 4,7 (grubość sklejki)
wycinamy narzędziem 2D contour - wycina po konturze
klikamy 2D contour, tool:
geometry - wybieramy linię po której ma ciąć
tabs: mostki - ustawiamy szerokość i wysokość mostka (żeby się nie przesunęło)
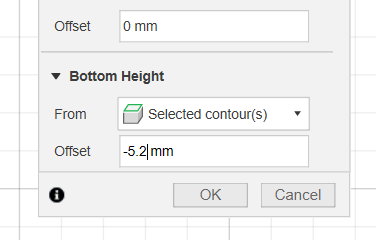
bottom height: ma być lowest of selected
offset -4.7 (grubość materiału) - dół naszej pracy, kontur dojedzie do -4,7
side ways compensation: atak - "sierpowy" albo "hak od dołu"
multiple depths - przy sklejce dajemy 1mm (frezuje się spiralnie, nie od razu 4,7mm)
zaznaczamy jeszcze use even stepdowns (równe zejścia)
i order by depth
Linking - lead-in and lead-out - najłatwiej jak odznaczymy obie
ramping angle - 30 deg
2D pocket - strzałki pokazuja od której strony idzie frez
bottom height - 2mm (głębokość ksieszonki)
stepover - ile nachodzi kolejne frezowanie