SLA, CHITUBOX,BLENDER

SLA - stereolitografia, za pomocą światła utwardza się żywice
BHP druku żywicznego
- trzeba mieć rękawiczki
- nie wdychamy oparów
- dobra wentylacja pomieszczenia
- zalecane założenie maski i okularów ochronnych
DRUKARKI SLA
- kolorowa pokrywa, żeby nie przepuszczały UV
- jest tylko jeden silnik, który jeździ góra-dół
- średnia wysokość drukowanej warstwy to 0,05mm
- druk do góry nogami
- Przed wydrukiem silikonową szpachelką mieszamy żywice i przesuwamy w pojemniki z żywicą, żeby upewnić się, że w pojemniku nic nie ma
- Metalową szpachelką służy tylko do ściągania modelu ze stołu
- Stołu nie dotykamy, trzymamy go tylko za górny uchwyt
- Folie na ekranie wymieniamy dopiero jak poprzedni się uszkodzi (przemywamy ekran IPA, psikamy wodą i naklejamy folie
- Żywica nie nagrzewa się podczas druku, utwardza się pod wpływem światła, nie zachodzi żadne reakcja termiczna
Postprocessing - czyli co zrobić po zakończeniu wydruku
druk trzeba jeszcze utwardzić i oczyścić z żywicy
- wydruk po zdjęciu wkładamy do pojemnika z alkoholem (ipa) aby rozpuścic resztki żywicy
- jak ipa odparowuje to zostają białe ślady wiec oczyszczamy go pod bieżącą wodą
- osuszamy wydruk
- wydruk naświetlić promieniami UV żeby utwardzić (albo na oknie, albo w lampie uv)
Eksploatacja drukarek SLA, czyli co się zużywa? żywica, folia Fep, ekrany, smarowanie prowadnic i śrub
Problemy przy druku żywicznym
SAGGING - odkształcanie druku
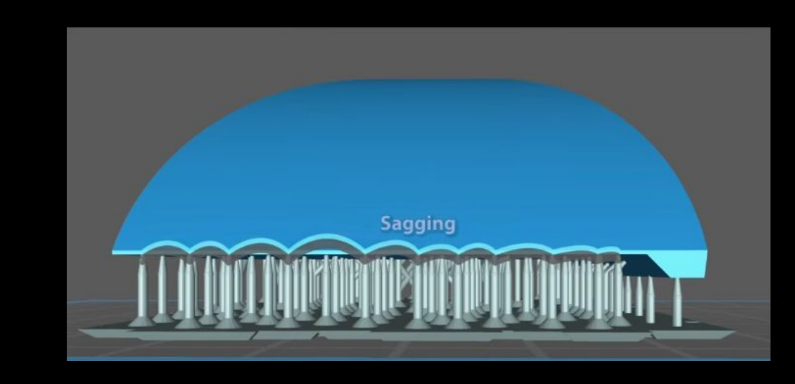
jak tego uniknąć? - drukowanie pod kątem, chcemy mieć jak najmniejszą pozycje styku
ADHEZJA między żywicą a stołem
chcemy żeby żywica czepiała się stołu a nie folii, więc projekt obracamy mniejszą powierzchnią a w kulce robimy pustą w środku i dziurki żeby się do folii nie przyssała
CHITUBOX
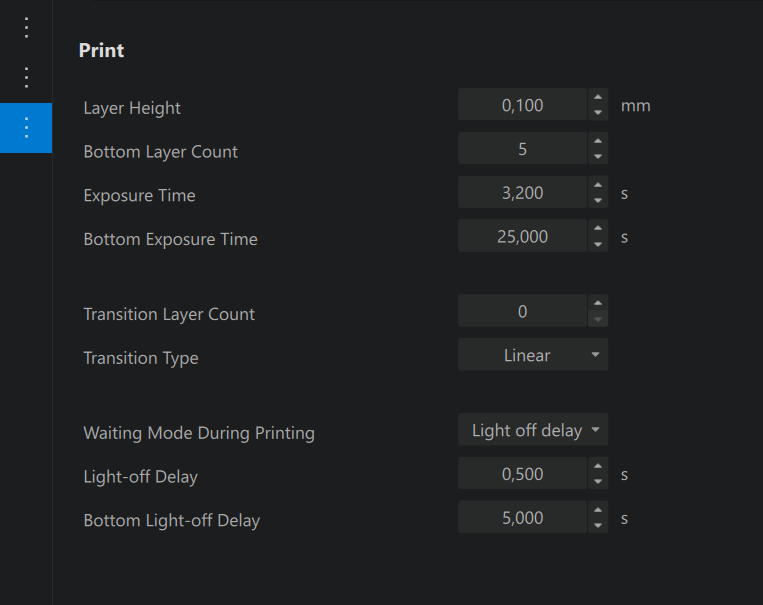
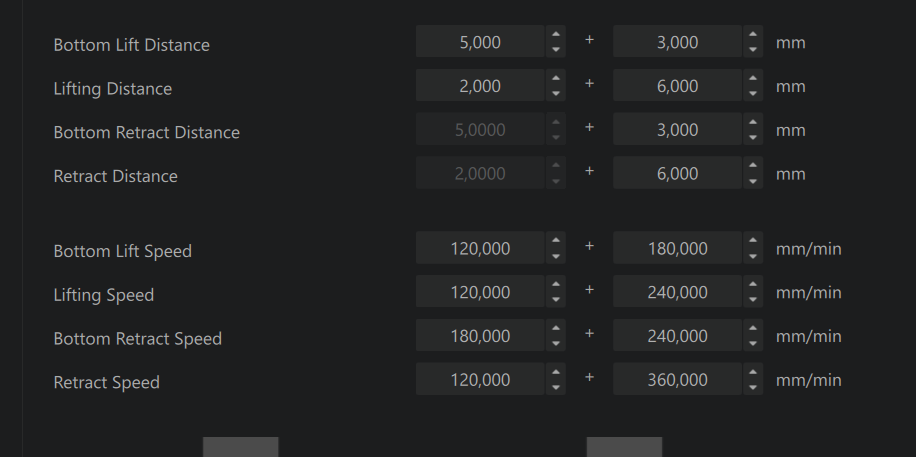
slice settings po prawej stronie
Wrzucamy projekt do programu i bierzemy pod uwage:
- Wydrążenie
- Ustawienie
- Otwory
Na dole strony musimy wybrać odpowiedni model drukarki
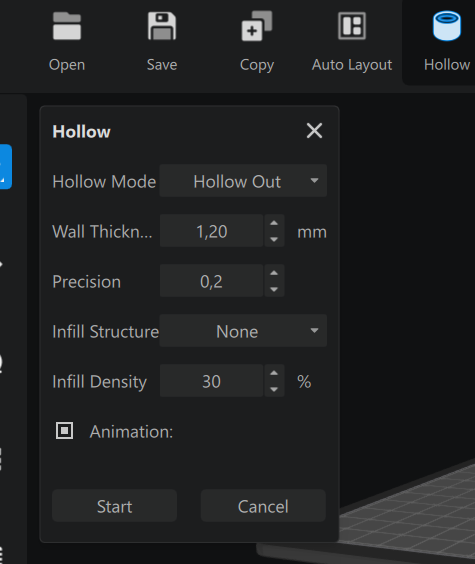
Później załatwiamy HOLLOW (wypełnienie)
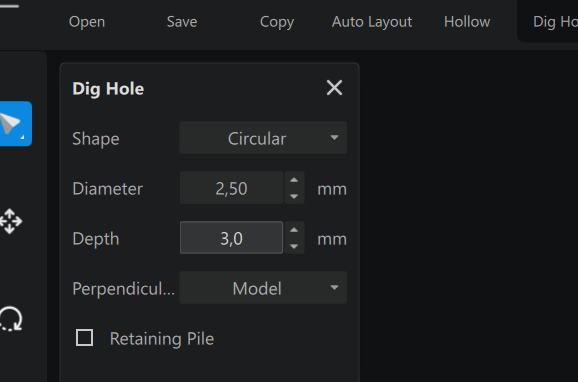
Otwory muszą być 3 (2 na górze czyli od strony stołu i 1 od dołu)
Diameter musi być powyżej 2, a Depth najlepiej jak jest 2xgrubość ścianki
Wysokość warstwy ma być 0,1
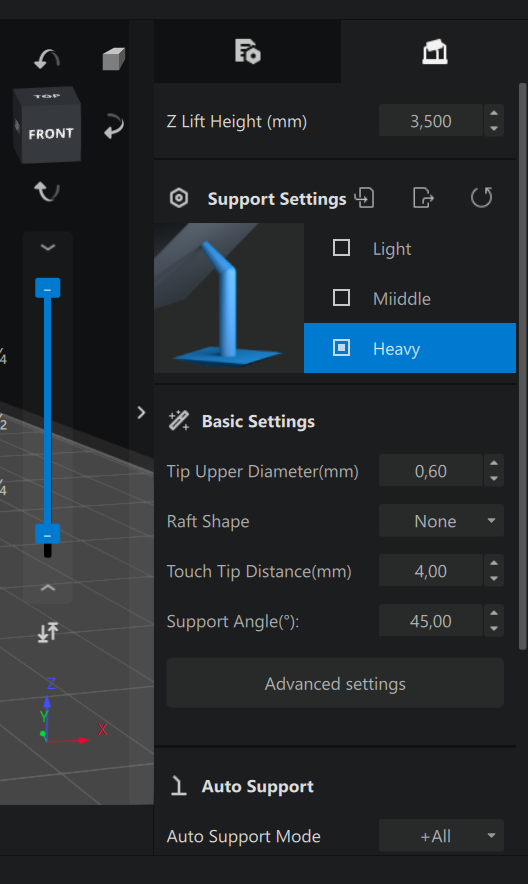
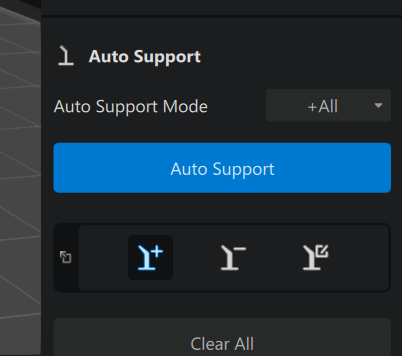
Trzeba dodać kilka Heavy podpór i dodajemy jeszcze po 3 grube podpory przy dwóch górnych otworach w modelu.
Elementy ruchome możemy ustawiać bez podpór.
Dobrze też jest dodać cienkie podpory do grubych podpór
Zapisać w dwóch plikach. SAVE PRODUCT i SLICE
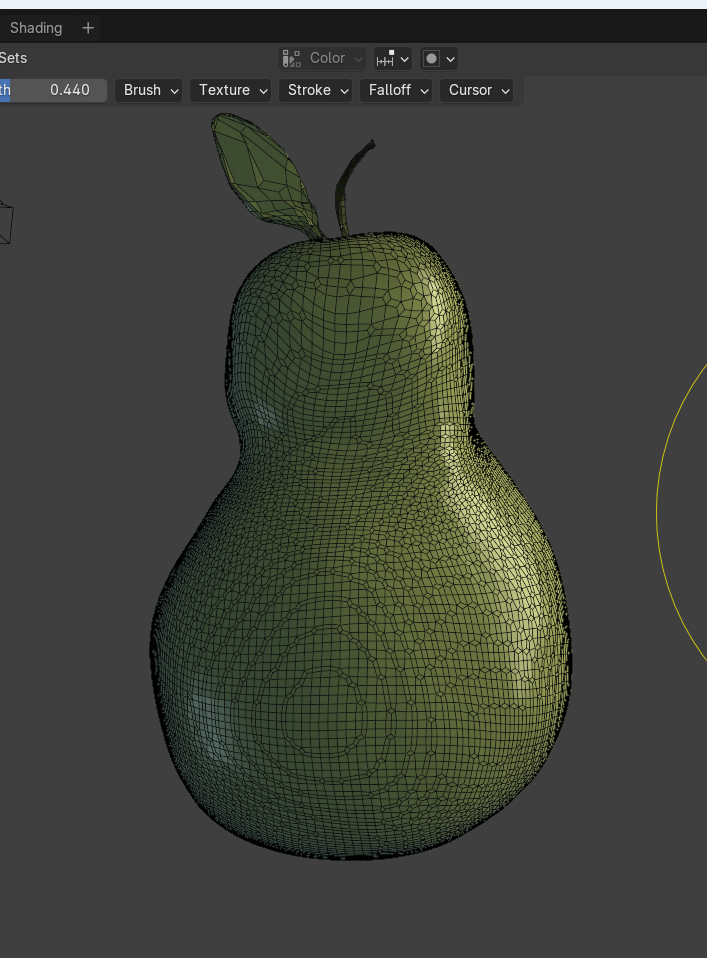
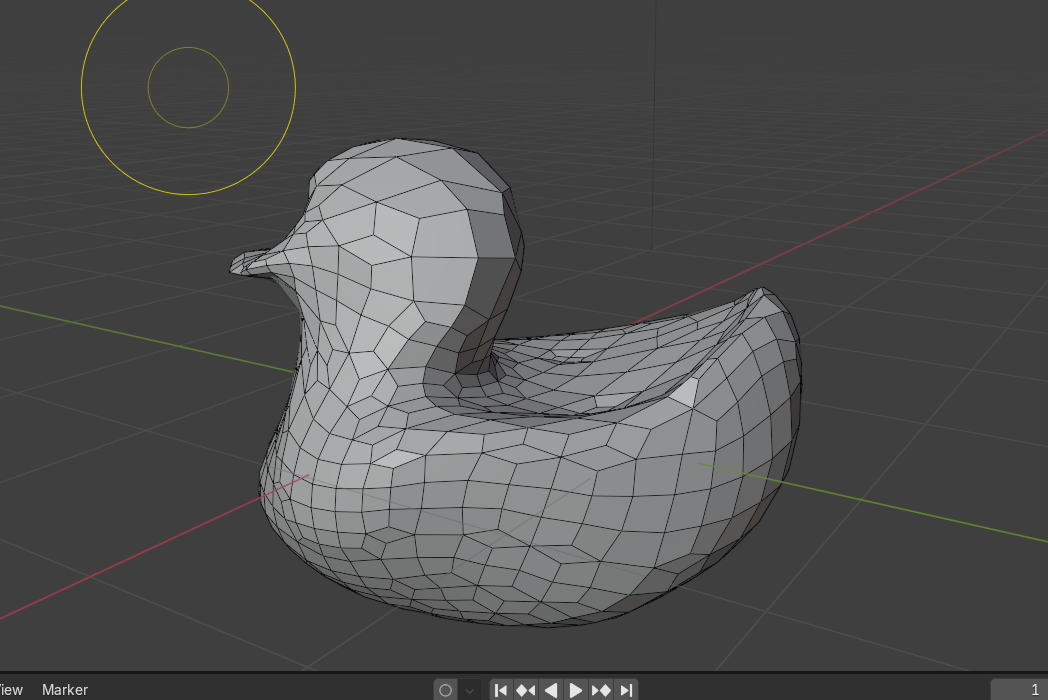
BLENDER - SCULPTING
Praca z kamerą - wciśnięty scroll, shift + wciśnięty scroll
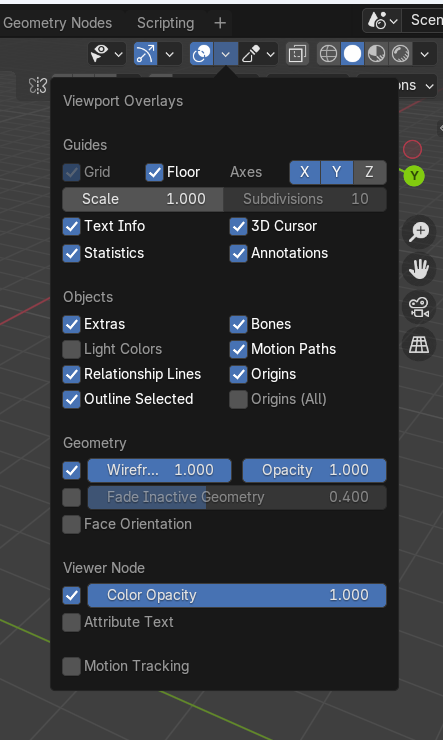
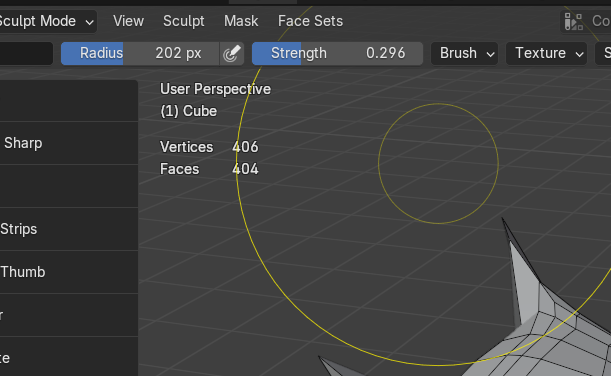
Włączyć sobie opcje Statistics i Wireframe
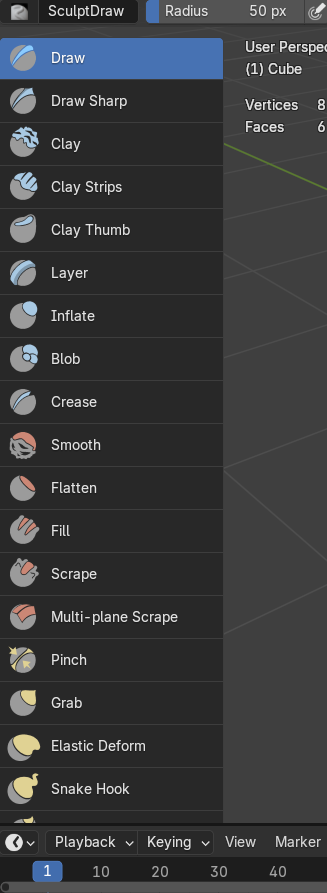
po lewej stronie są narzędzia którymi moge działać na wierzchołkach
Skróty klawiaturowe BLENDER:
R -REMASH (ustawienia siatki)
CTR+R - Remash
G - GRAB (przesuwanie)
M - MASKOWANIE
ALT+M - usuwanie maski
CTR+I - odwracanie maski
F- RADIUS (promień)
SHIFT+F - STRENGH (siła)
I - inflate (botox)
C- claystrips
SHIFT + C - Crease (ściąganie do siebie wierzchołków)
Usuwanie obiektu w blenderze - musimy przejść do OBJECT MODE, klikamy obiekt i klikamy Delete lub X lub XD
IMPORTOWANIE ZDJĘCIA POGLĄDOWEGO DO BLENDERA
wybieramy zdjęcie bez perspektywy (najlepiej bokiem), ustawiamy odpowiednią OŚ
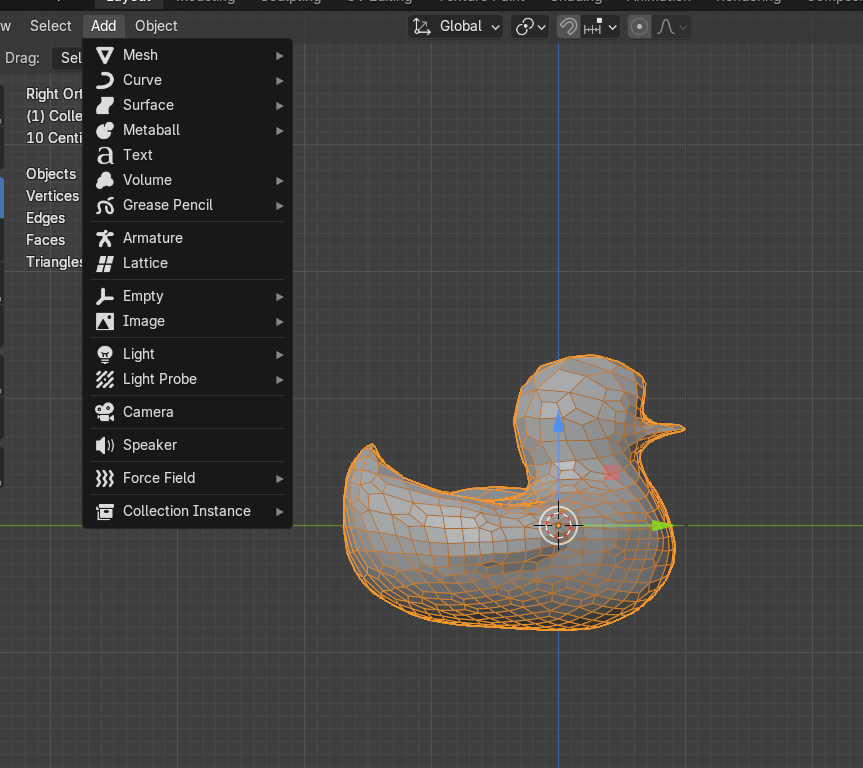
Wchodzimy w Object Mode-Add-Image-Reference
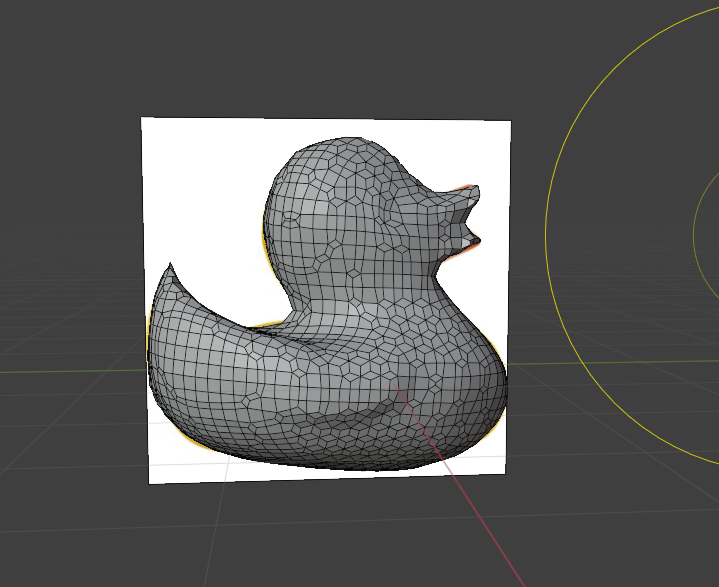
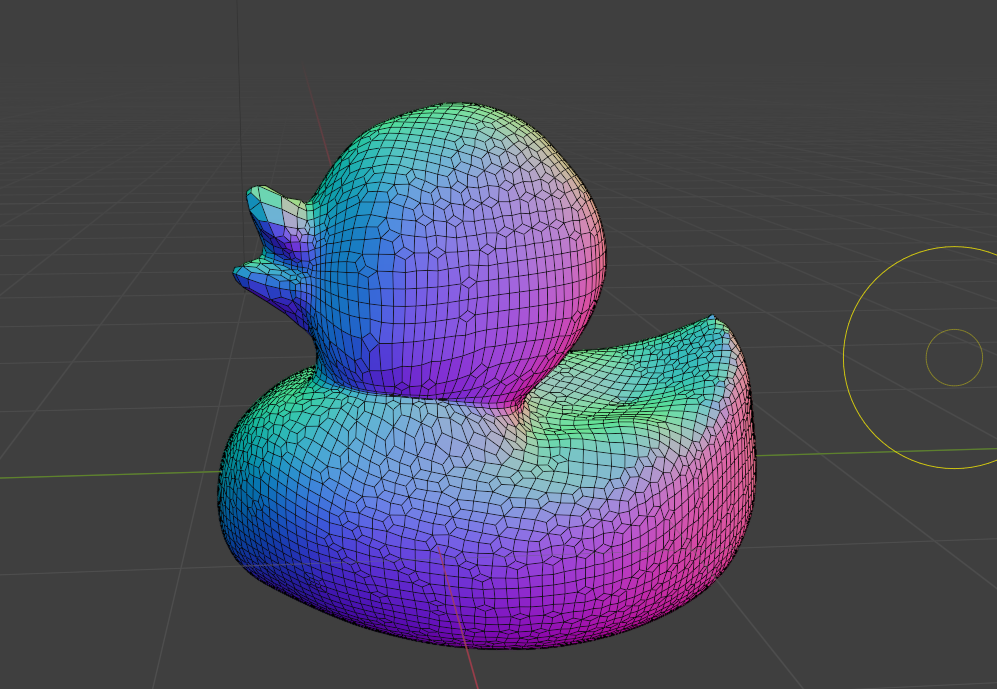
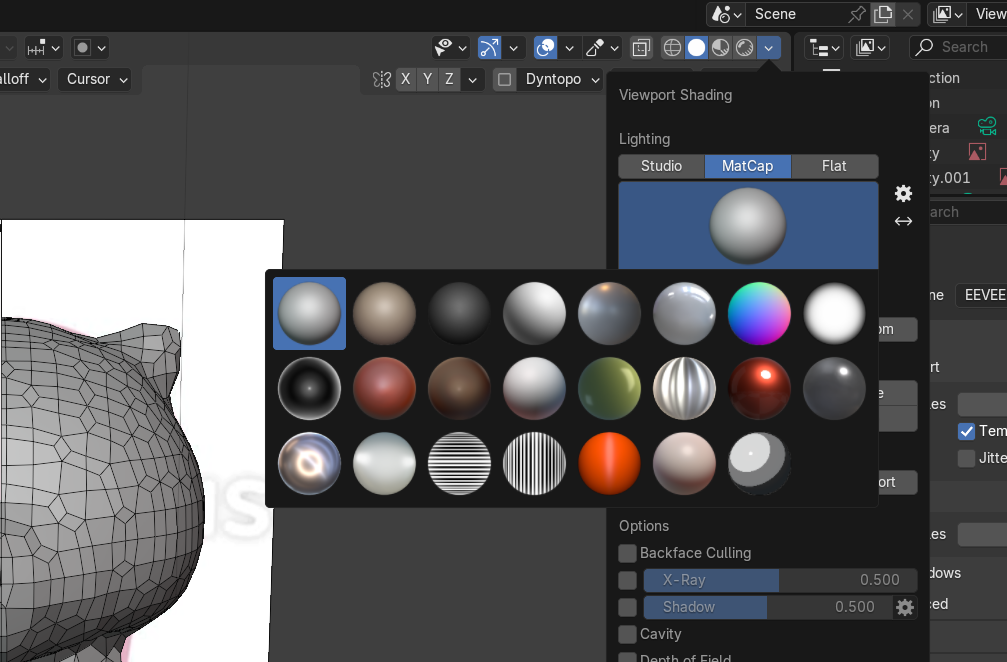
Im bardziej szczegółowe elementy chcemy modyfikować tym robimy gęstszą siatke Remashem. Po prawej stronie mamy kule i tam możemy zmienić kolor modelu.