Dzien 6: frezarka cd cd; waterjet
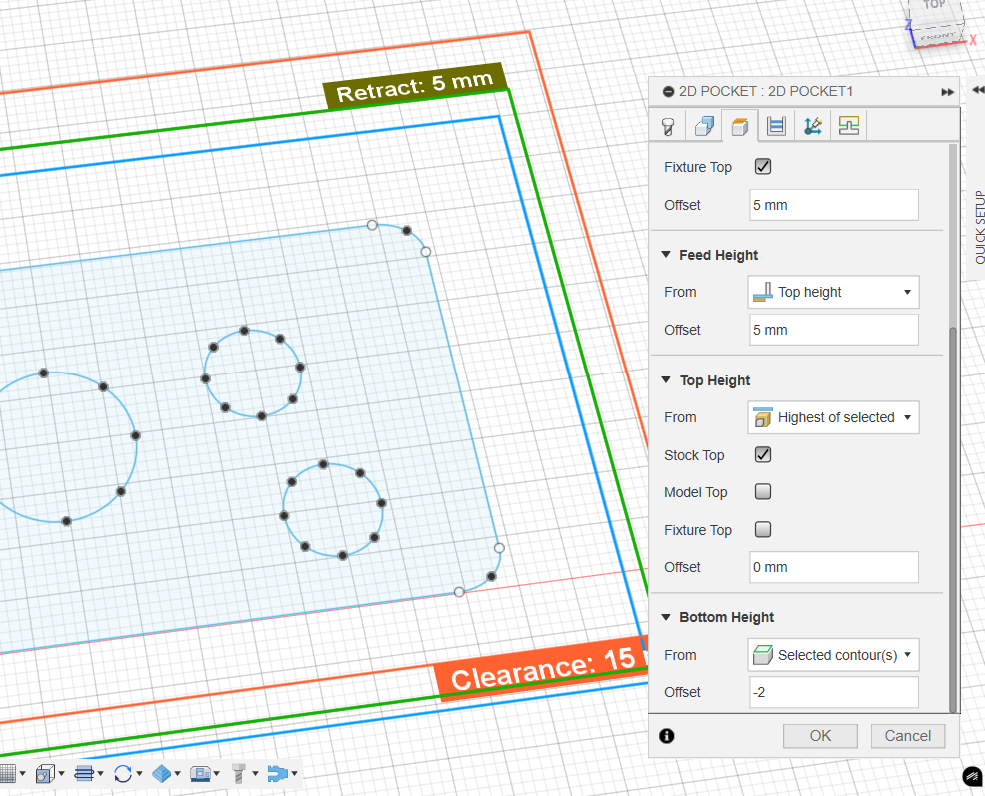
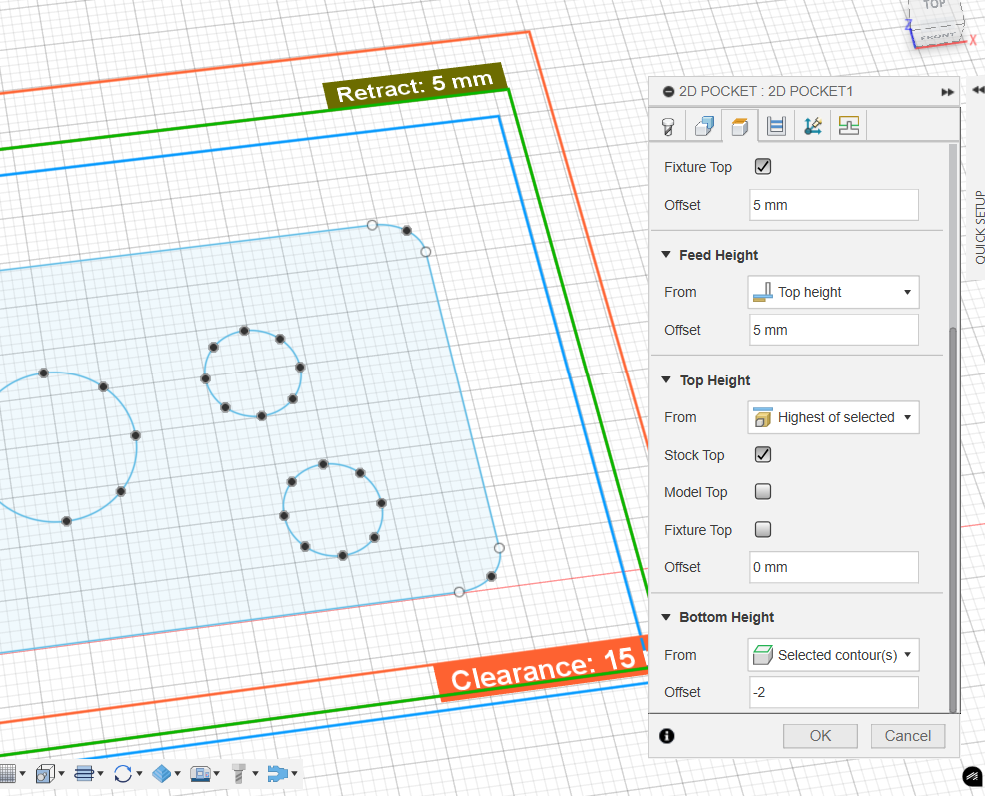
2d pocket
strzalka pokazuje czy obrabiamy czesc wewn czy zewn
{kind=link}
duza freazarka : na lewo (ladnie)
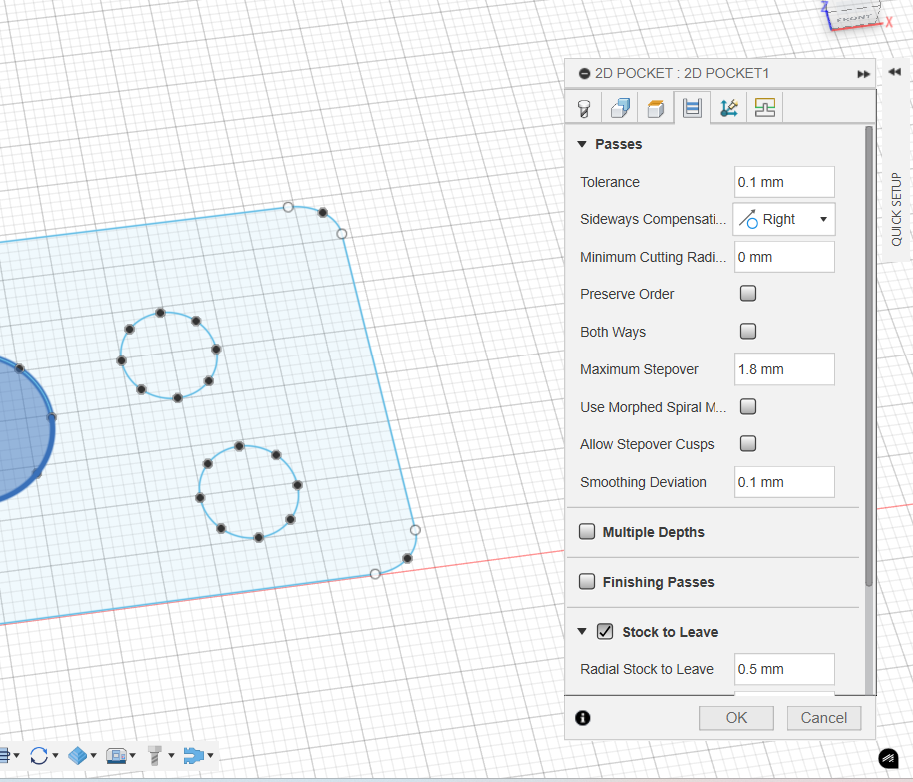
step over: najscie, na zakladke
dobry frez: zakladka 50% ( tu 1mm 33% wiekszosc tak robi)
multiple depths
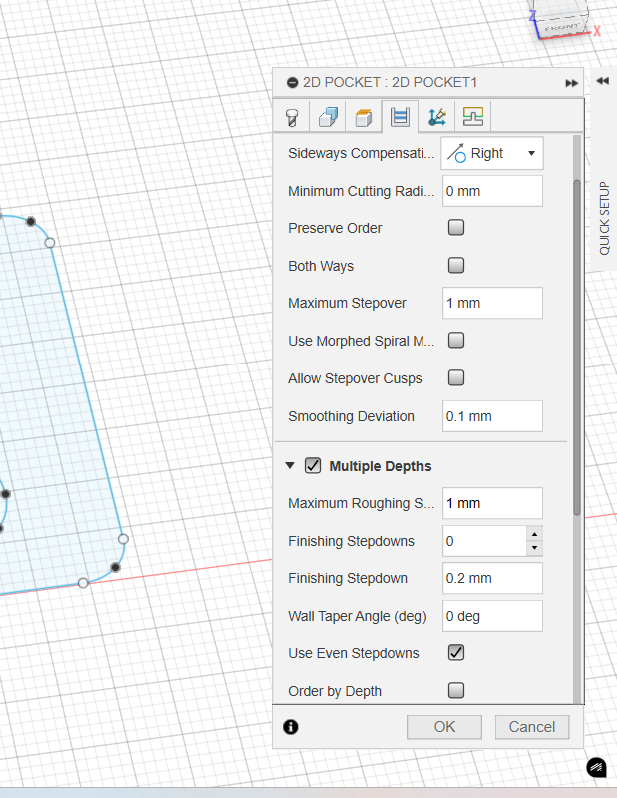
order by depth:
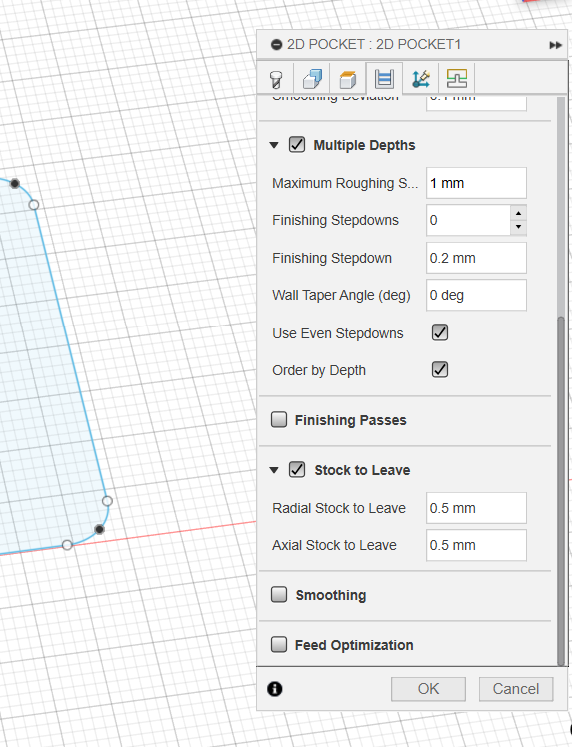
no stock to leave
linking:
jesli maly element to plunge lu
helix do duzych
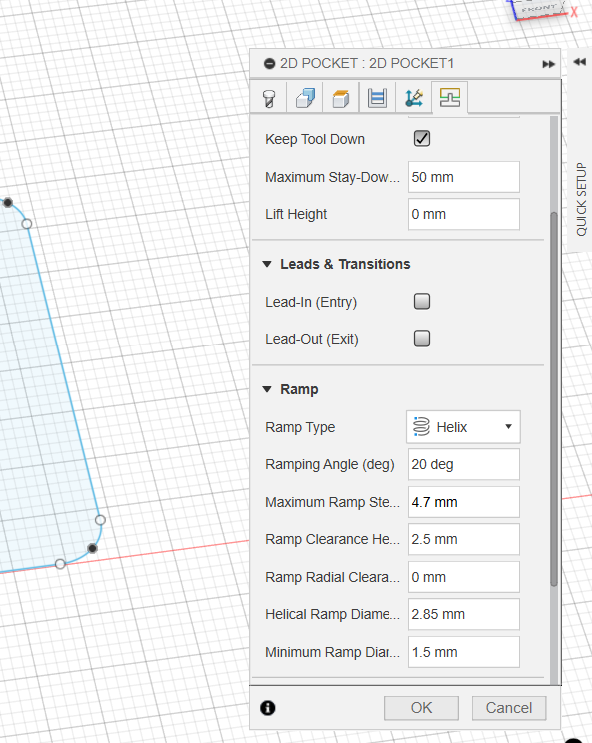
ramping angle: jednak 5
duza frezarka raczej 20 kat
kliknac setup 1 (caly projekt)
simulate (ticknac stock - material)
przesunac: najpierw pocket, potem kontur
bedzie bardziej stabilnie dla pocketa wydrazenia
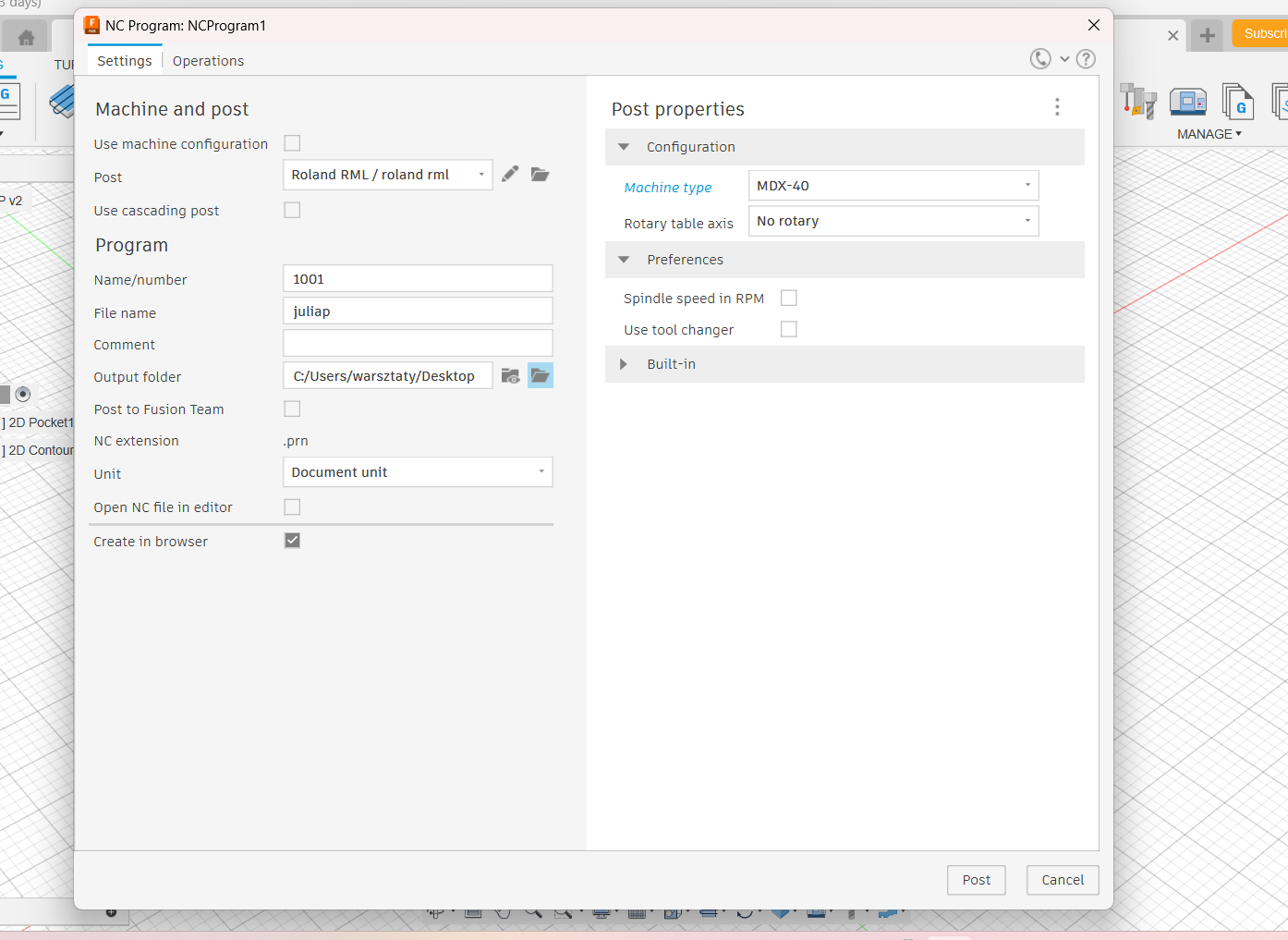
POST PROCES:wyslij na maszyne w ruby
fusion library
vsnfor: rolnsd dg
roland rlm - select
cloud - copy to my post
configuration: mdx 40
post: jak zapisz
v panel for srm20; program do frezowania
{kind=link}
WATERJET
dzialaja w osi x y
pompa 50% kosztu waterjeta
waterjet: 200 tys euro
powoduje korozje innych maszyn: przez mgielke unoszaca sie wokol caly czas
wazer: amer firma - 9 tys dol
dysza najbardz newralgiczny element
stale cisnienie wody
galant- piasek
mocowanie mater: na sruby
stoly wymienne
cam: tlumaczy obraz na grafike
1 -piercing (przebicie sie na wylot w 1 miejscu), scieranie, walec scierny (najdluzszy)
2- ruch
3- tabsy (mostek technologiczny)
4- piercing
5- znowu ruch
wam - cam dla wazera
1- import pliku - svg lub dxf
2 - skalowanie i zmiana pozycji
3 - wybor meter
4- ustaw sciezki ciecia
5- ustaw mostkow i miejsca startu ciecia
6- ustaw jakosci ciecia
wam.wazer.com:
login: robisz.to
haslo: zydquw-qasqeb-xidtY5
na wazera nie wrzucamy super skomplikowanych rzeczy
kerf: zabiera bardzo duzo : 1-2 mm zabiera nawet
FREZ: POSIADA OSTRE KRAW, SKRAWANIE BOCZNE!!!!
radelko nie ciagnie, nie zaciaga- obrotowo latwo sie tnie
predkosc i moc ciecia - parametry wazne podczas praacy z lasere- velocity i power