Dzień drugi - poznajemy drukarkę jako nasze narzędzie pracy.

Filament - właściwości uplastycznienia materiału
Drukarka - czujnik materiału aby przy skończonym materiale drukarka się zatrzymała
Filament - ABS są higroskopijne, należy unikać światła, wilgoci i kurzu.
materiał PLA jest bardziej plastyczny.
Rurka prowadząca z teflonu, którego właściwości są śliskie
Radełko które doprowadza filament do dyszy
Filament zanim dojdzie do dyszy przechodzi przez grzałkę z termistorem (260-270C ABS; 200-230C dla PLA)
Dysza 0,4mm, mosiężna z teflonową końcówką
Stół roboczy - laminat F4 - musi być czysty, Pierwsza warstwa to raft. Służy do poziomowania stołu i jest podstawą naszego wydruku
Kalibracja stołu: jest mechaniczna, służy do ustawienia stołu względem dyszy, odległość należy ustawić wszędzie taką samą. Służą do tego 3 śrubki ze sprężynkami, które ustawiają nam stół.
5 padów kalibracyjnych -
smar do prowadnic - litowy - co pół roku przy normalnej eksploatacji smarujemy prowadnice
wymiana dyszy tylko na rozgrzanej
druk 3D SLA i mSLA:
SLA - Stereolitografia - utwardzanie materiału za pomocą światła UV (najcześciej była to wiązka laserowa)
DSLA - rzutnik
mSLA - maskowana stereolitografia - czyli np ekrany świetlne
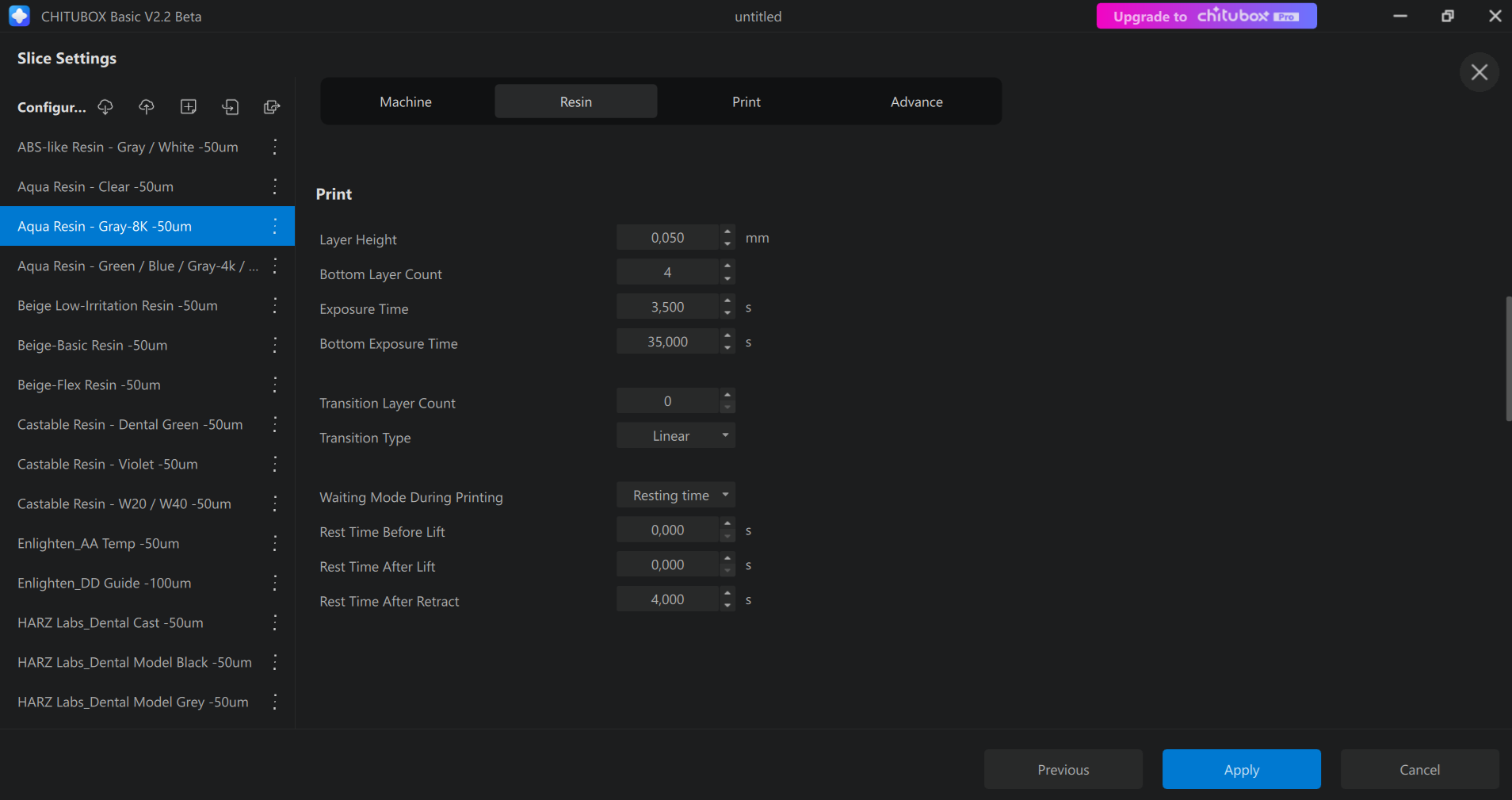
przy SLA 0,02mm
wydruk żywicą: po zdjęciu ze stoły myjemy w izopropanolu, aby rozpuścić resztki. Myjemy pod bieżącą wodą aby usunąć resztki alkoholu (utlenia na biało), osuszamy i naświetlamy promieniami UVw celu utwardzenia.
specyfikacja żywicy: długość fali UV - jako najistotniejszy parametr przy wyborze materiału: 400-500 nm (nanometrów), inne parametry to kwestia indywidualnych potrzeb do wydruków
Eksploatacja drukarek SAL imSLA:
najczęściej zużywają się: żywica, folia FEP,
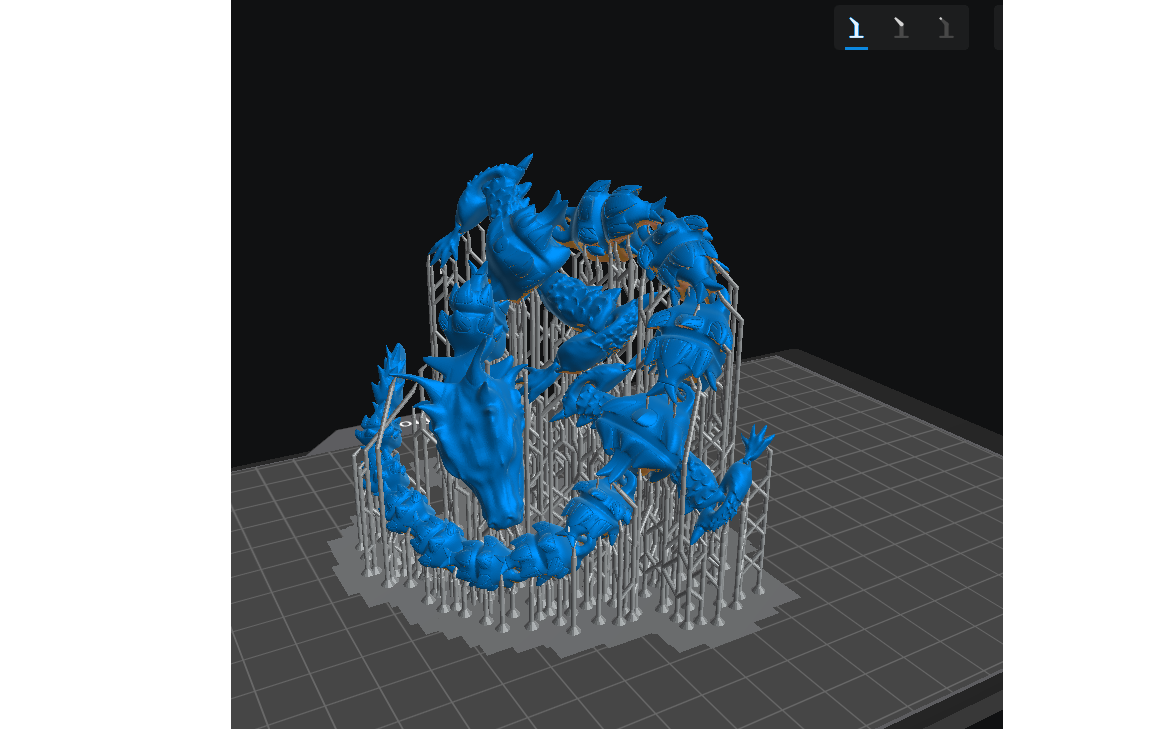
support czyli rusztowania dla modeli: są inne niż w przypadku ABSu
na jakie kłopoty możemy natrafić podczas wydruku: Curling - podwinięcie się materiału; Sagging - nierównomierna powierzchnia dolna
odległość miedzy stołem a folią 0,05mm
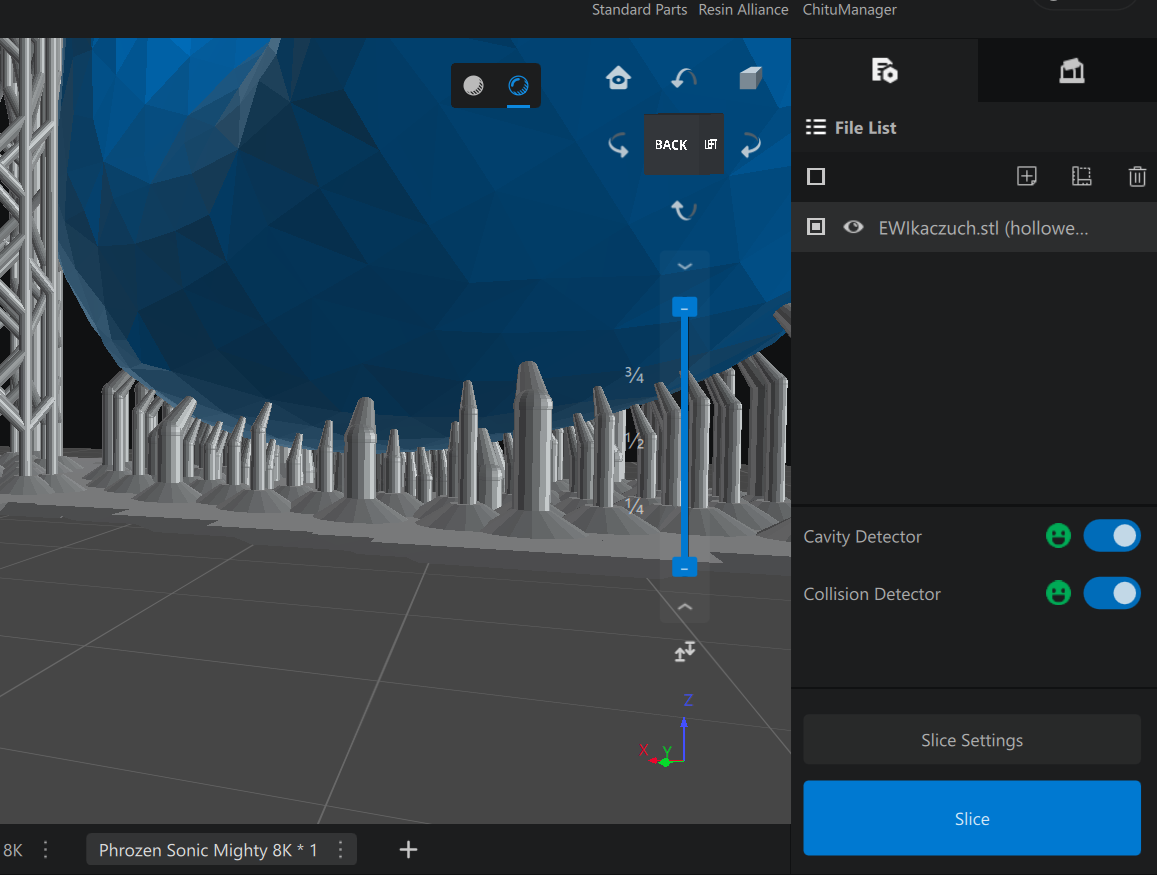
ustawienia drukarki
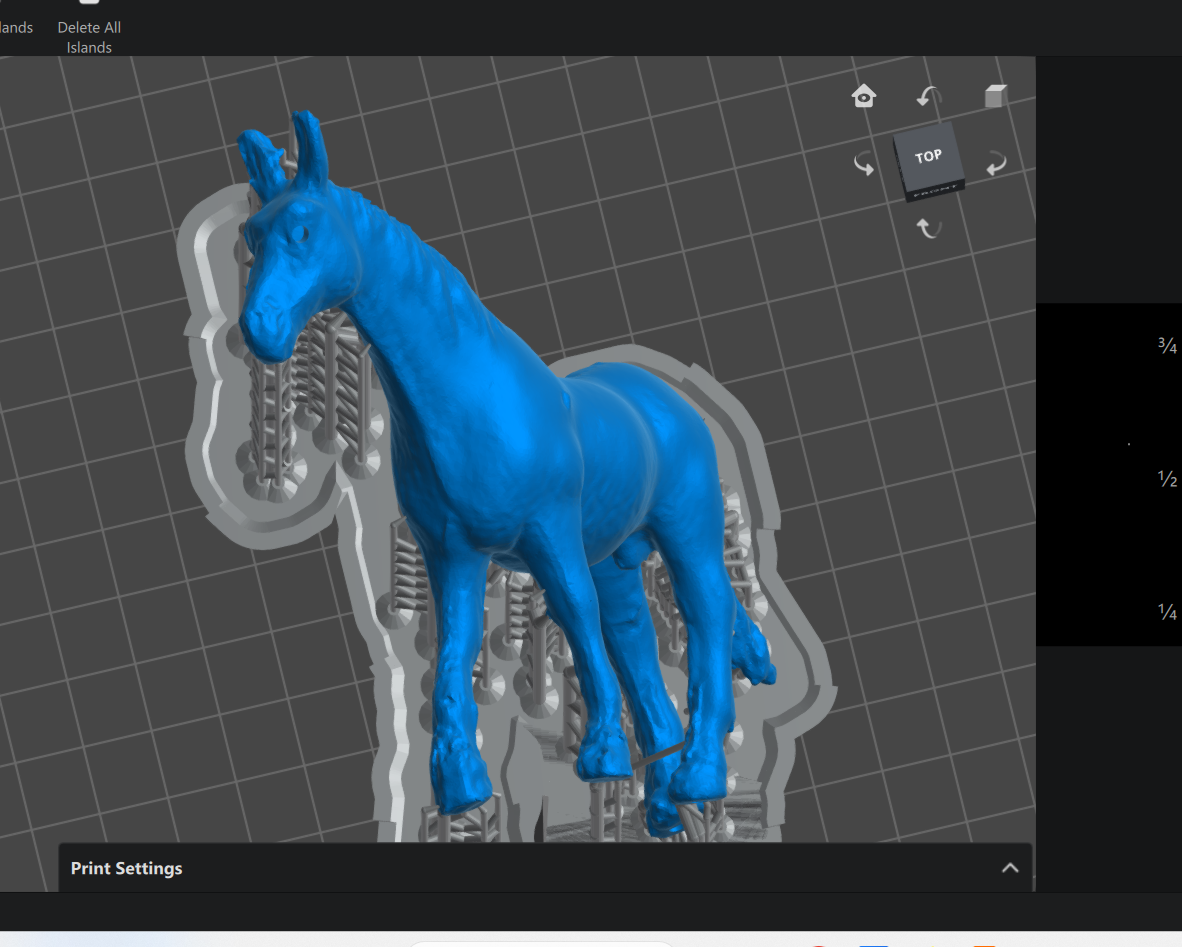
ustawienie modelu do druku:
wystające do góry
3 dziurki: dwie od stołu jedna w niewidocznym miejscu od góry
ustawianie podpór
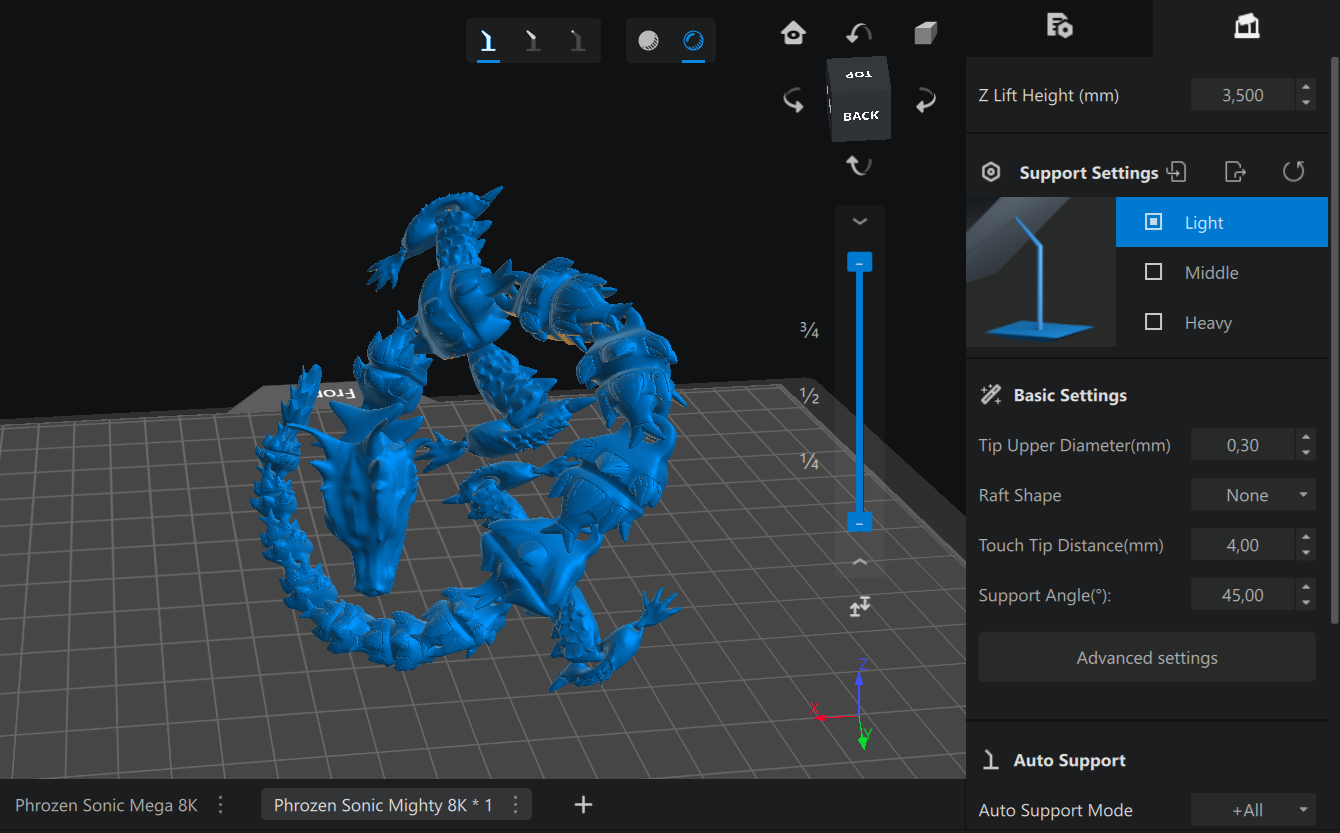
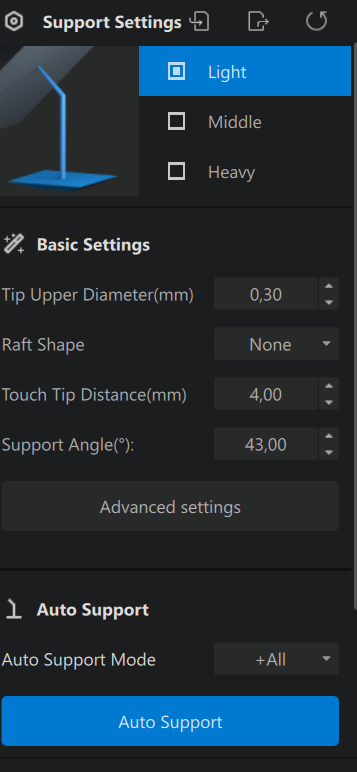
Auto Support dodaje automatycznie podpory lekkie
plik z rozszerzeniem ctb
podpory lekkie
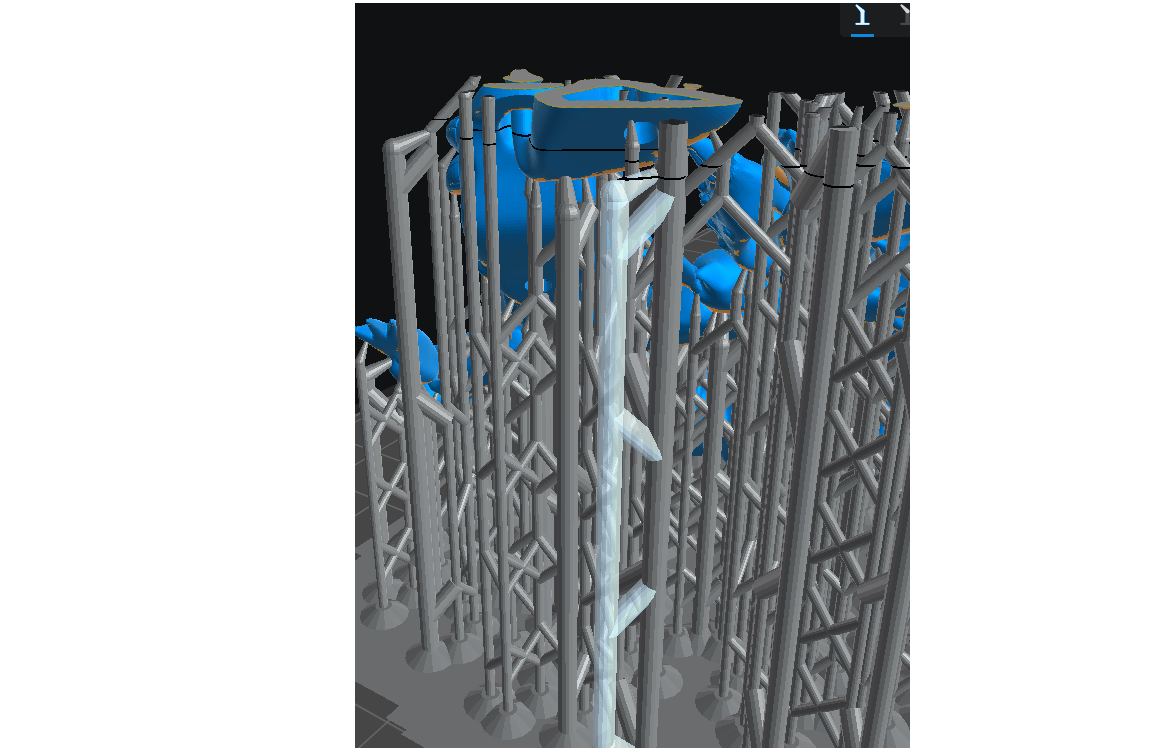
dodajemy podpory ciężkie wszędzie tam gdzie pojawiają się wyspy - czyli miejsca gdzie się zaczyna drukować część (poprawnie powinno się usunąć podporę lekką i na jej miejsce dać podporę ciężką)
po dodaniu wszystkich podpór i przeglądnięciu projektu stabilizujemy nasz model dodając podpory podpór, które są samotne (po to tylko aby się nie złamały, model drukowany jest wiszący na stole i grawitacja może go pociągnąć i wpaść do żywicy)
przy otworach po trzy podpory
zapisać do druku za pomocą funkcji Slice