#8 F2F

SLA laser / DLP rzutnik / MSLA maska i ledy
POKRYWA z pleksi chroni żywicę przed UV
Stół roboczy pracuje w osi Z (na górze)
Na dole zbiorniczek z folią
Na spodzie ekran LCD monochromatyczny z folią ochronną - jeśli folia pęknie, żywica utwardza się na ekranie
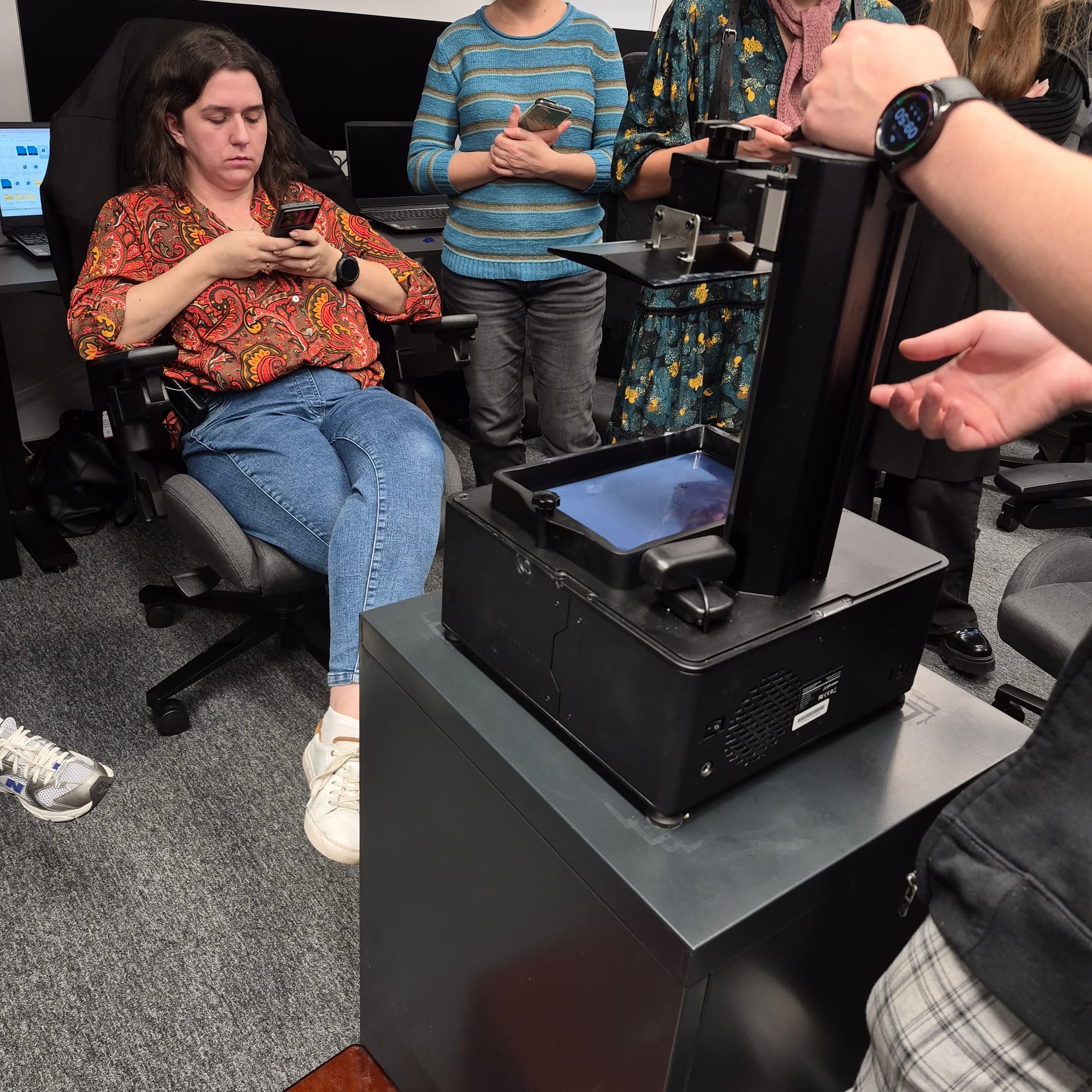
Stol zjeżdża na warstwę wys 0.05mm, warstwa się utwardza, stół podjeżdża do góry na 12mm żeby odkleić się od folii i ponownie zjeżdża na dół
Jeśli zabraknie żywicę? wydruk będzie niepełny
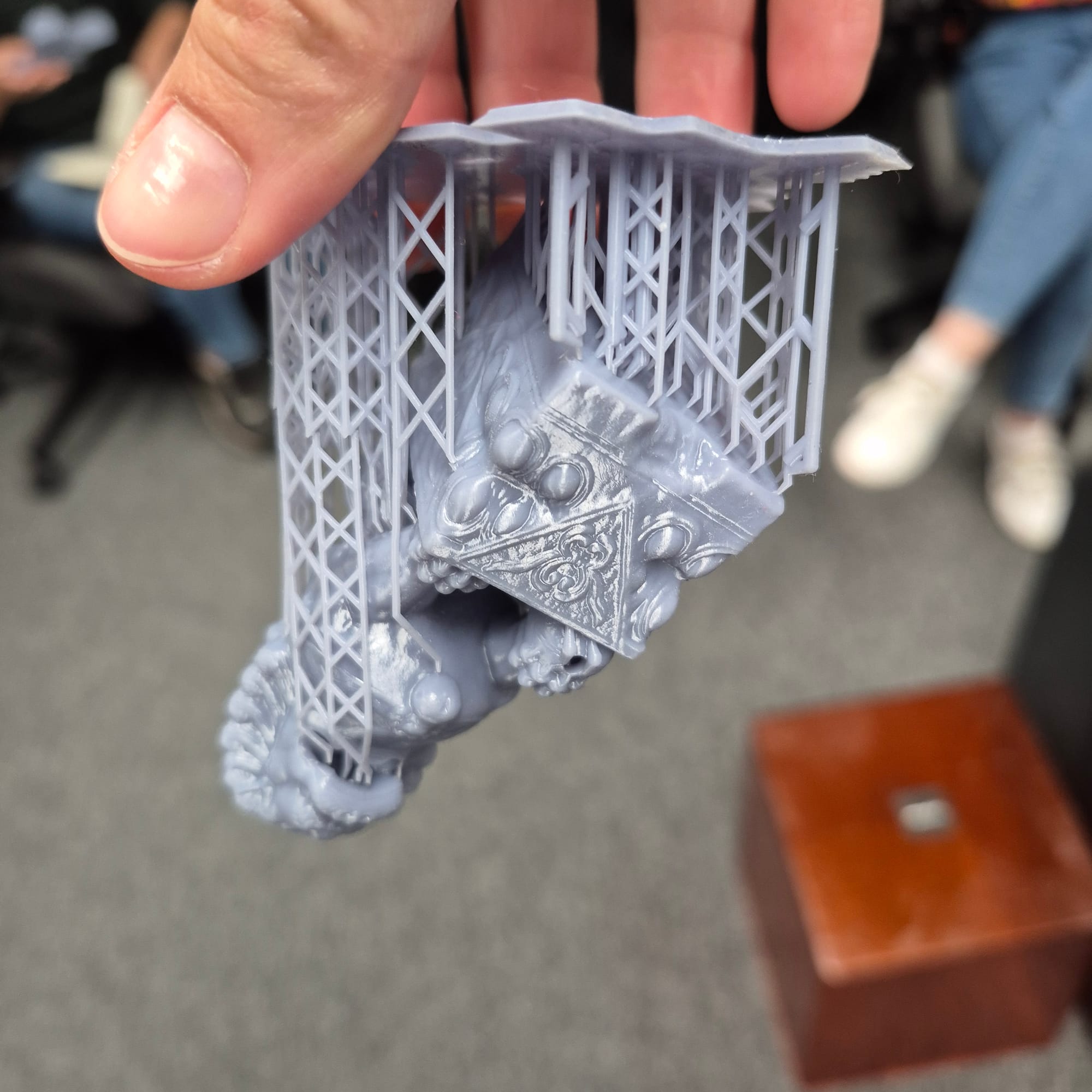
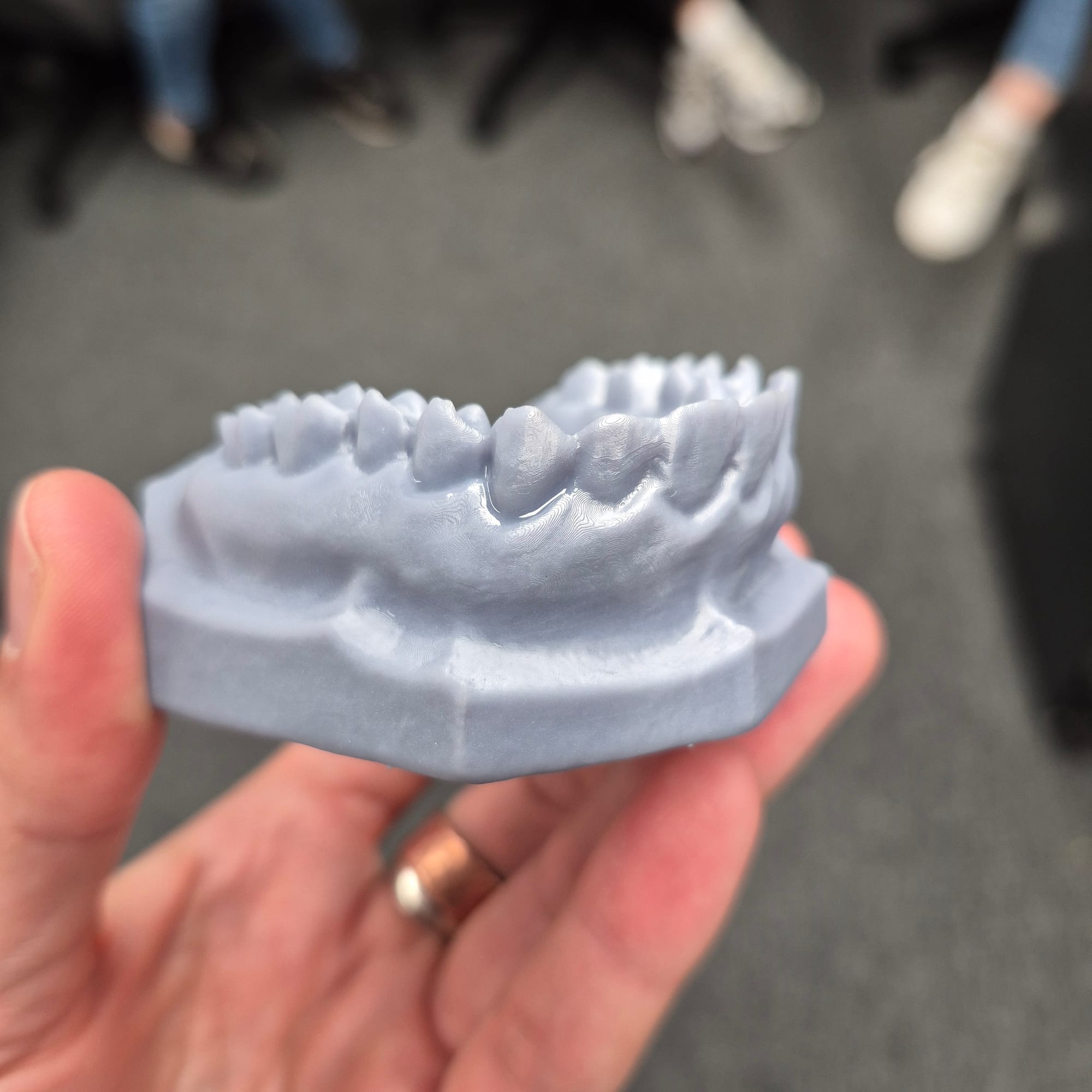
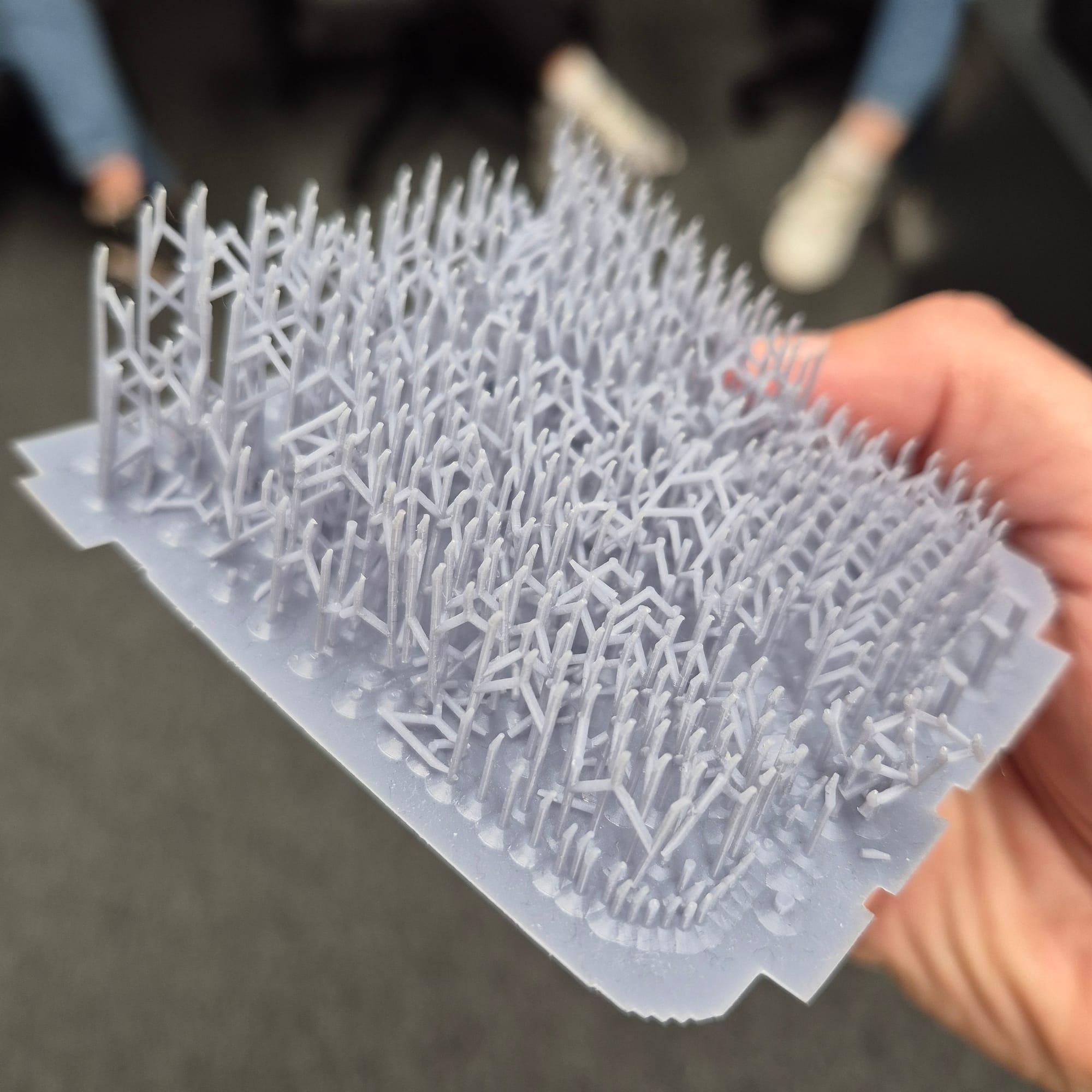
wydruki są dużo dokładniejsze, w środku puste, mają 2 dziury (usuwają podciśnienie / ryzyko klejenia do folii) , podpory są konieczne ale delikatniejsze
drukuje się pod kątem, żeby wydruk nie przyklejał się do folii


SLS / proszki polimerowe


Laser spieka warstwy proszku/mączki
Lampy grzewcze podgrzewają komorę do 180/200st
Materiał wytrzymały, druk zawsze pełny / nie potrzebuje podpór / wymaga piaskowania
- nietypowe śruby, wytrzymałe elementy


PROBLEM
gubienie kroków

luźne paski mogą powodować gubienie kroków, sprawdzamy naciąg - 2 śruby na każdy silnik, trochę luzu bez przesady - nie jak struna
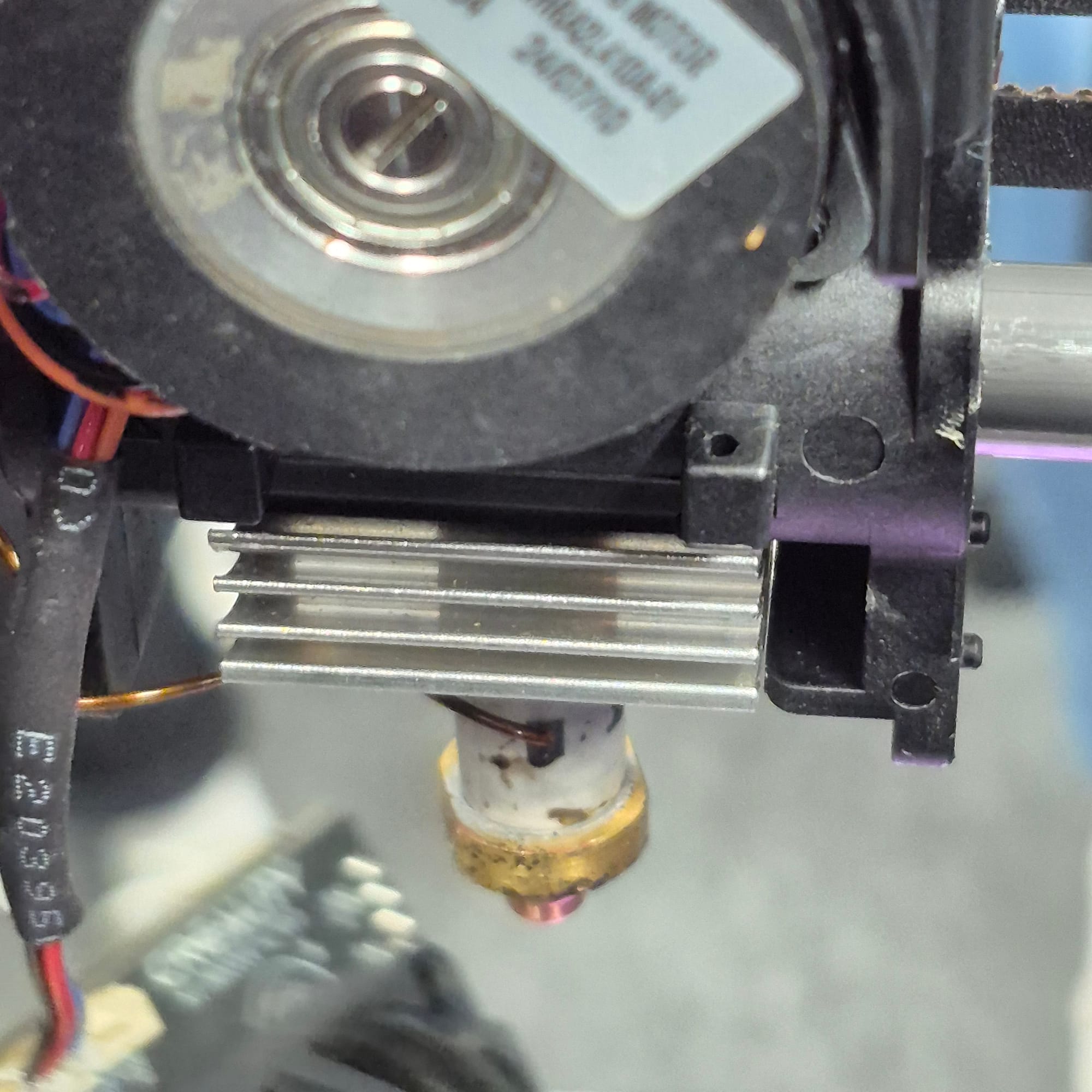
wymiana dyszy - klucz kątowy do dysz
po wyjeciu filamentu RETRACT, po extruzji, podgrzana przed odkręcanie odkręcamy
Jeśli kręci się cały hotend potrzeba szczypce do przytrzymania

wkręcam nową dyszę / uwaga na hotend jeśli się kręci - może się pojawić błąd związany z temperaturą (włącz / wyłącz)
siła dokręcenia dyszy? żeby nie było widać gwintu / na E - nie za mocno, do wyczuwalnego oporu
błąd ujemnej temperatury - termistor się wypiął - biały przewód
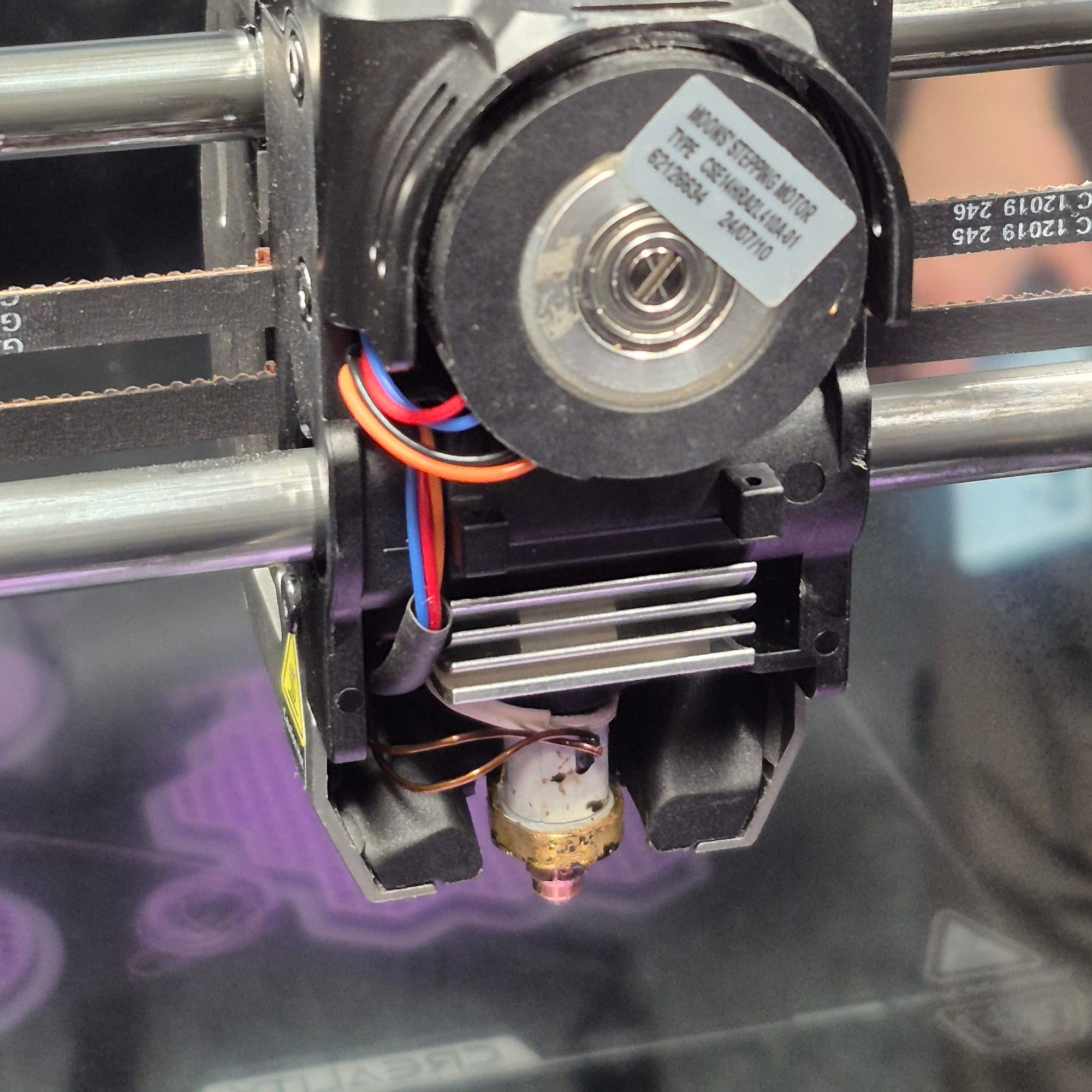
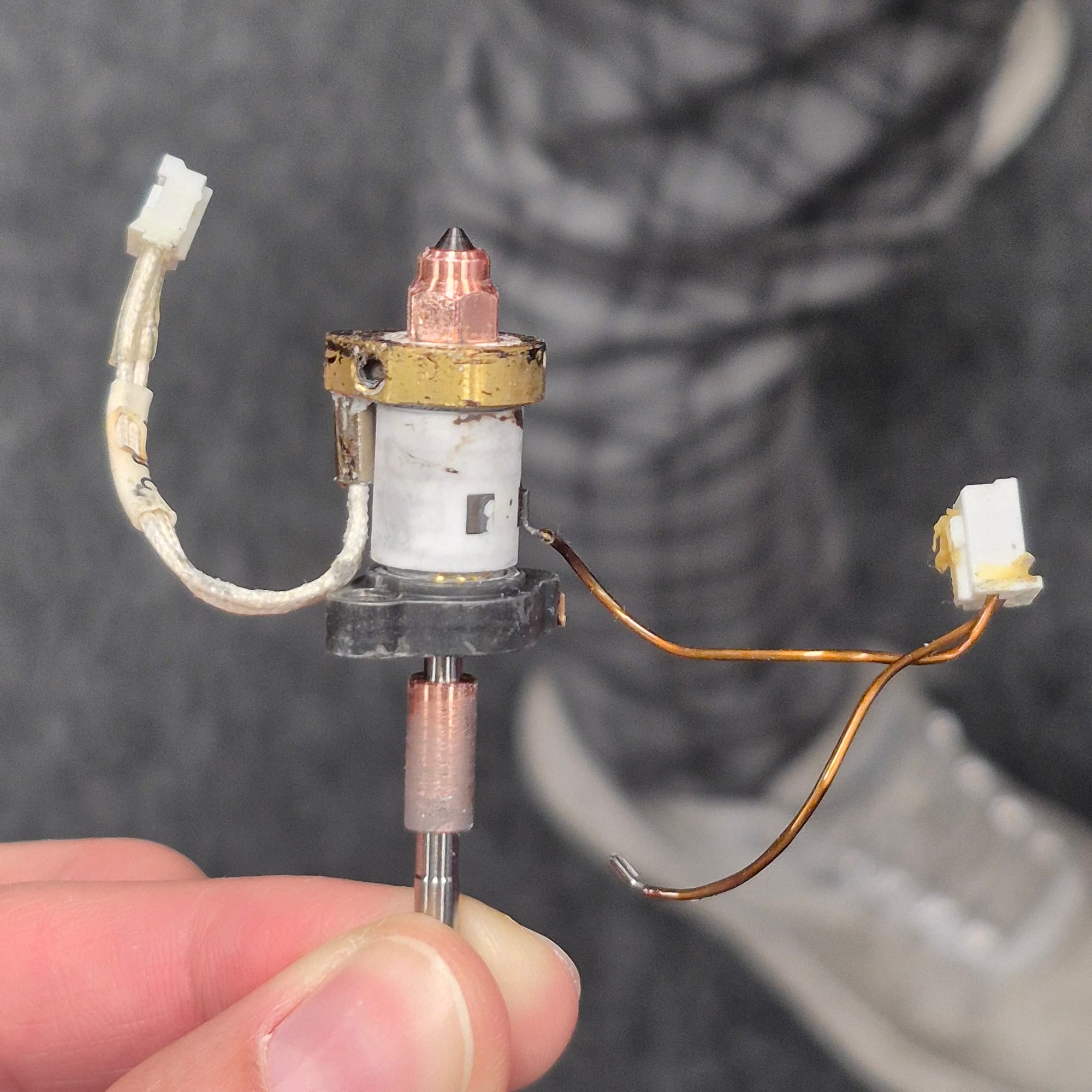
hotend na 2 śrubki
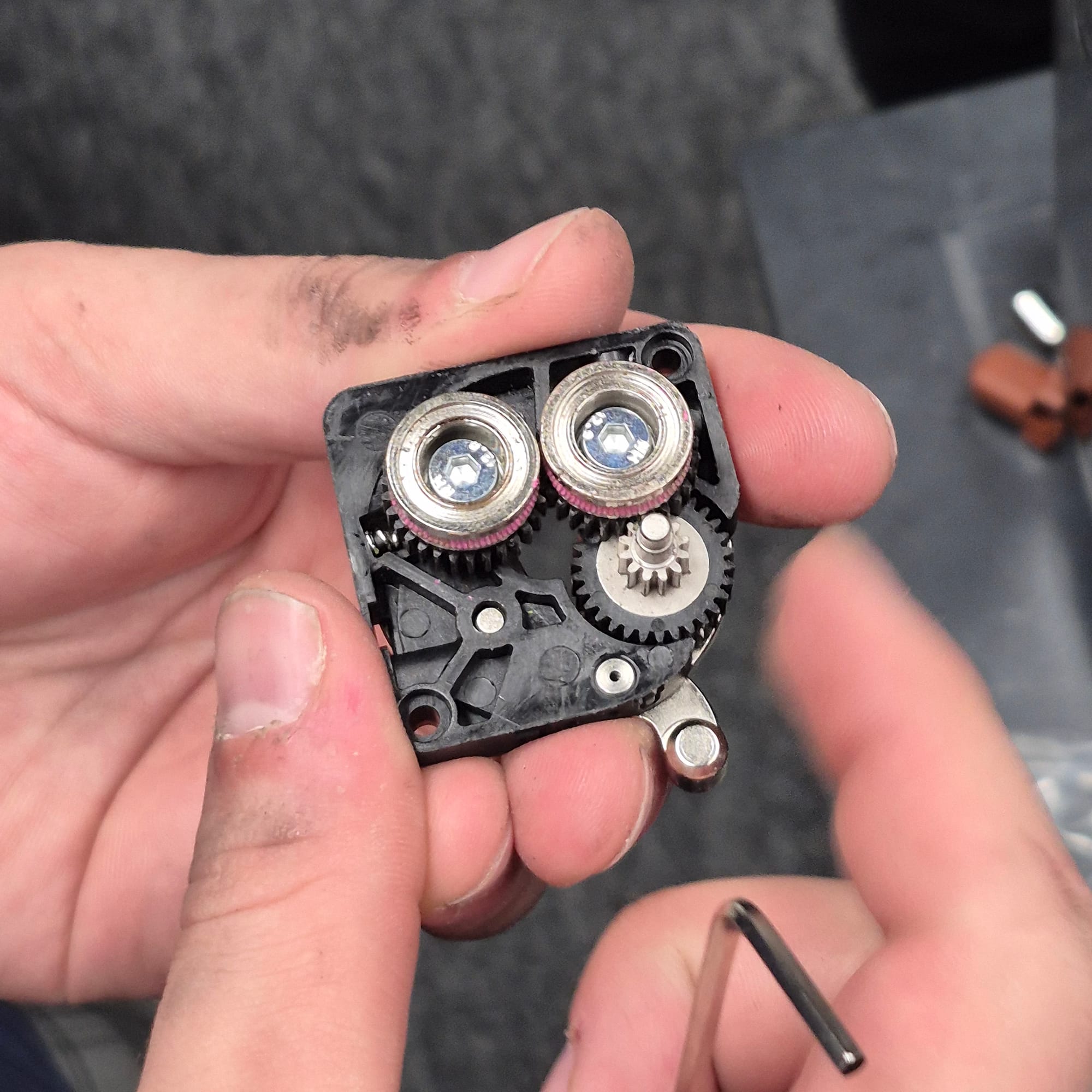
radełka i ekstruder
Kiedyś ekstruder znajdował się z tyłu, przed rurką - typ BOWDEN/ łuk (teraz jest direct w karetce)
- bowden pcha przez rurkę a direct ciągnie, jest lżej
- bowden był bardziej awaryjny
- direct ma silnik krokowy
Smarowanie prowadnic / czyszczenie końcówek
- smar teflonowy, silikonowy albo grafitowy
- czyszczenie alko
- najlepiej sprawdzać wszystkie + śruby
Ustawienia / self check / inpute shaping & auto levelling
po wymianie pierwszy wydruk z kalibracją
ORCA SLICER
Split to objects
- rozdziela kiedy mamy kilka elementów

Variable layers
poprawianie jakości obiektu - dokładności, np w wybranych miejscach
pozwala zmieniać grubość warstw w wybranych obszarach
Cut

- add connectors - SNAP - dodaje otwory i bolce do połączenia
ADVANCED
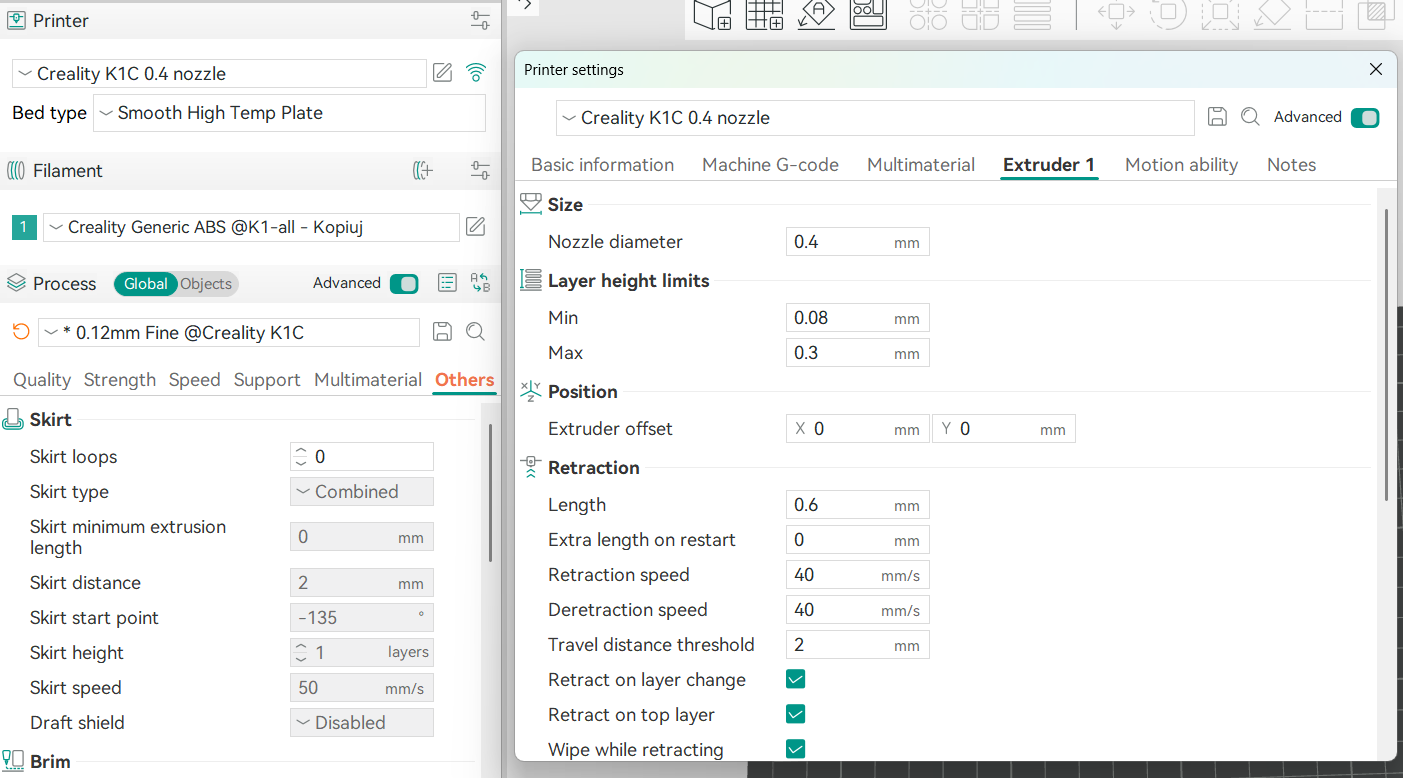
Drukarka - zmiana rozmiaru dyszy na przykłąd
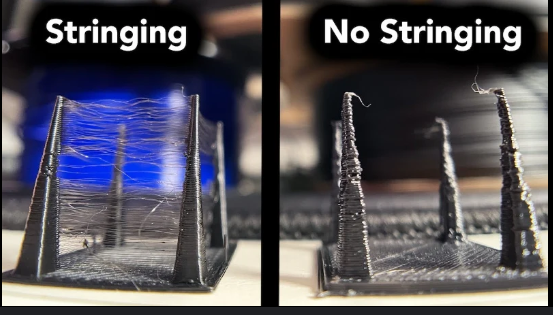
Filament - extract unika tworzenia nitki - zwiększenie prędkości pomaga
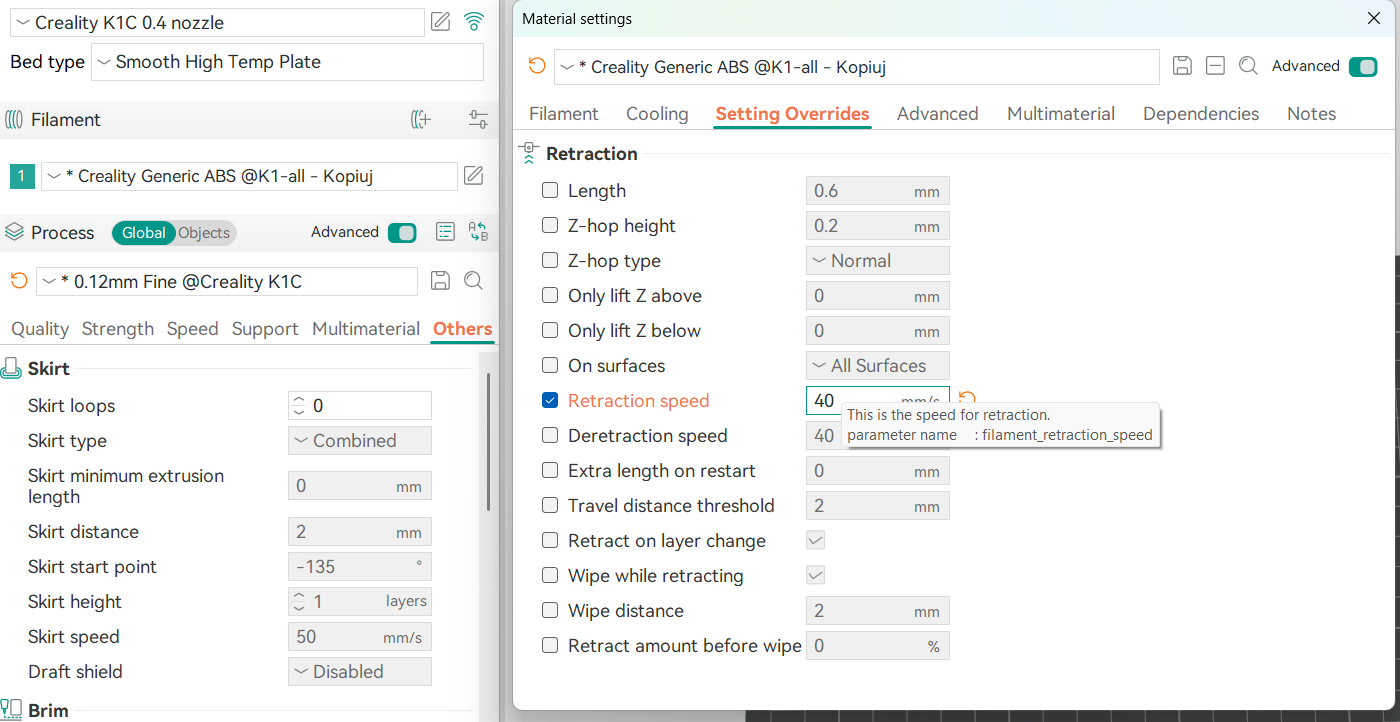
edycja prędkości
SHRINKAGE - sprawdzamy na drukowanej kostce, sprawdzamy suwmiarką - wpisujemy wymiar w procentacgh, a Orca przelicza dalej
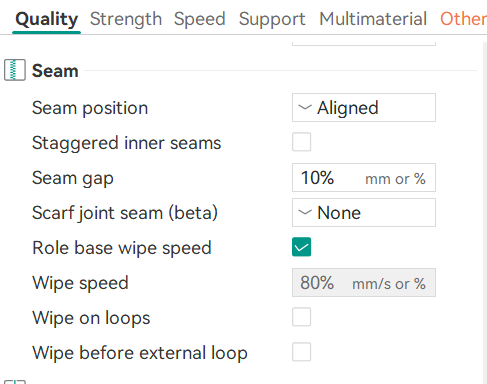
SEAM / szew
miejsce gdzie drukarka kończy/zaczyna warstwę - pomaga opcja RANDOM
STOPA SŁONIA
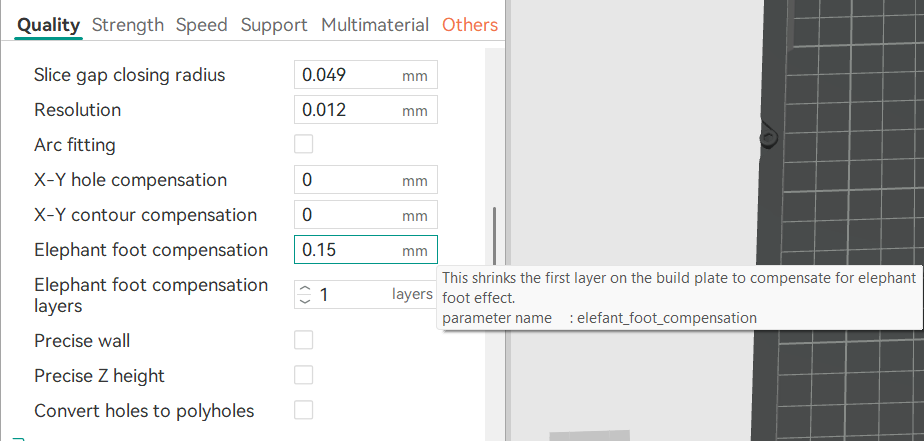
mierzymy na kostce - poprawiamy na ustawieniach (podzielone na pół)
IRONING
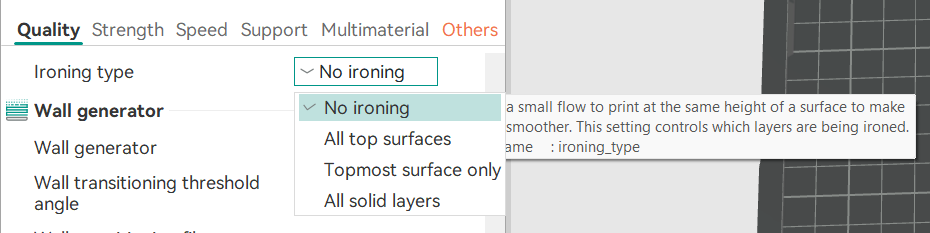
wypełnienie np. górnych warstw = gładkość wykończenia / wybieramy w zależności od modelu
STRENGHT / walls
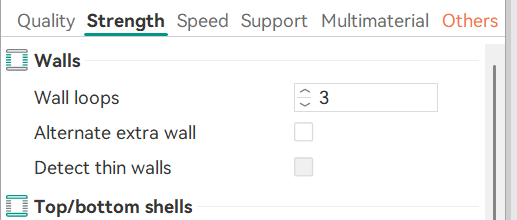
ilość warstw ściany zanim zacznie sie drukowanie INFILL
tak samo dla TOP/BOTTOM SHELLS
SPEED
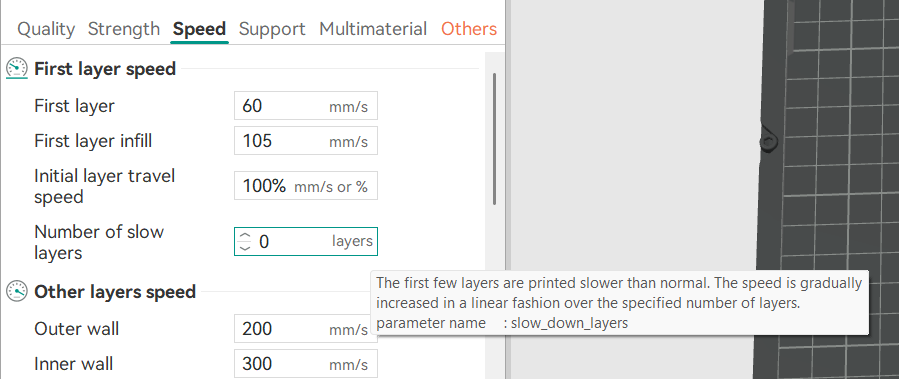
można dla małych obiektów zwolnić więcej warstw - najlepiej wszystkie tak samo
max tempo przepływu materiału w ustawieniach filamentu
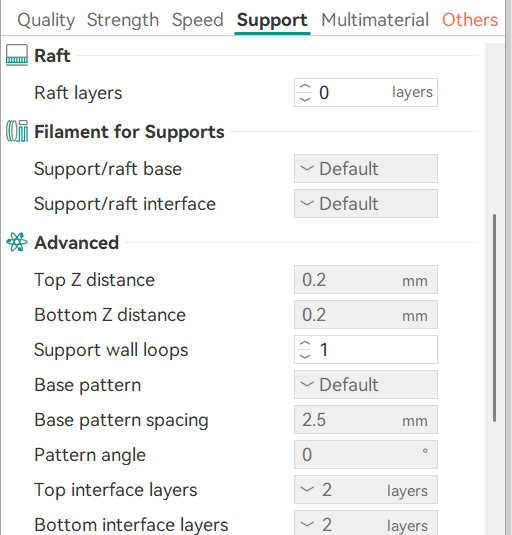
SUPPORT
Raft - kilka pierwszych warstw wydruku - podstawa/podniesienie
Lepsza przyczepność do stołu - stosowane rzadko
OTHERS - Skirt

Obwódka wydruku na płycie
PRZYKŁAD WAZON
wyłączamy wypełnienie / bez górnego zamknięcia
OTHERS - SPIRAT VASE - brak szwów / druk po spirali - szybki druk, prototypowanie - TYLKO JEDNA ŚCIANKA
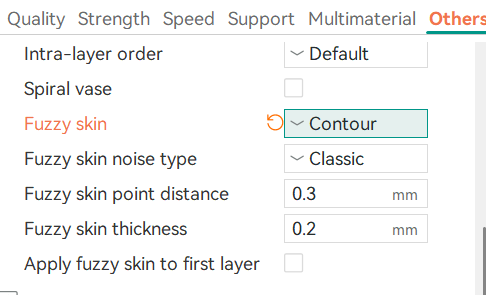
OTHERS - FUZZY SKIN = chropowata powierzchnia / inne wykończenie
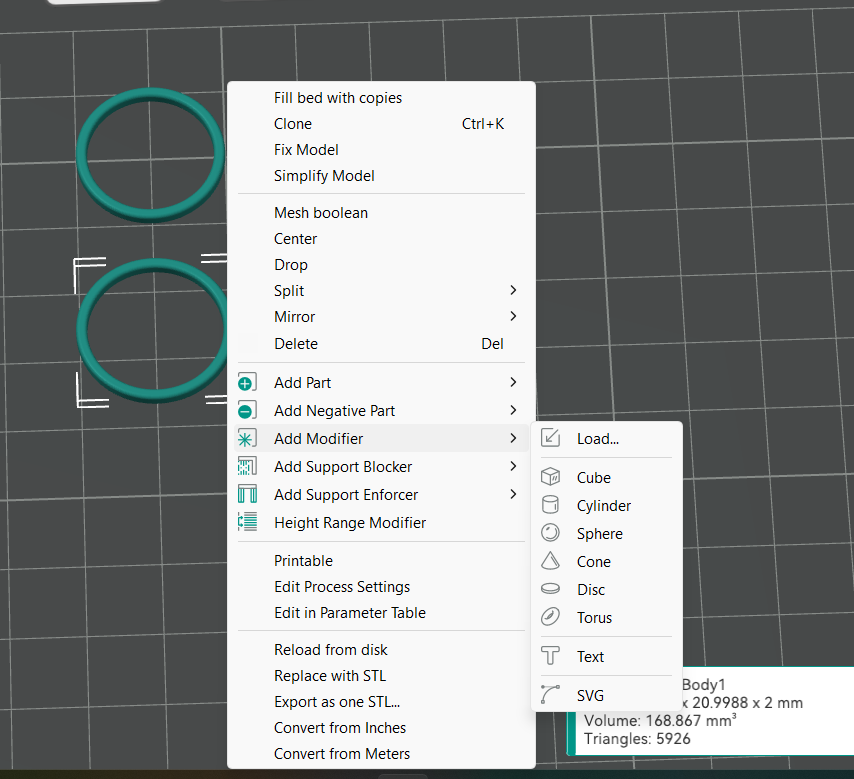
Dodawanie drugiego filamentu / jeśli wspierane przez drukarkę
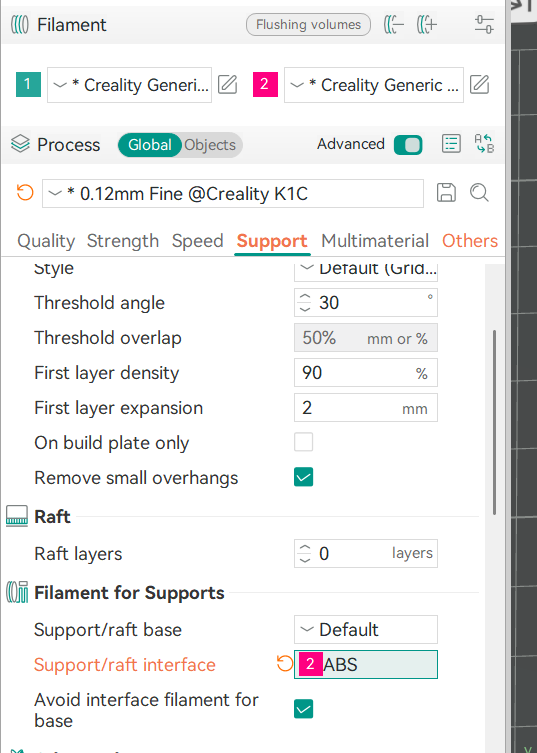
support może być drukowany w innym kolorze
pojawia się panel malowania
Możliwa jest zmiana koloru w trakcie drukowania - zmiana filamentu
np. dodawanie magnesu- slice - na suwaku klikamy "ADD PAUSE" pozwoli zatrzymac drukowanie na dodanie magnesu
TIP: otwory lepiej projektować jako hexagon a nie okrąg - lepsze wykończenie ścianek, łatwiej wsuwać magnes
MATERIAŁY
PLA jest biodegradowalny / kiedyś z mąki kukurydzianej
3D printed hairy lion - jako przykłąd do druku - grzywa kształtowana w 40stC suszarką do włosów
nie rozpuszcza si e w rozpuszczalnikach (tylko kwas siarkowy 6)
wersja SILK - może wyjśc nie świecąca przy nieodpowiedniej temperaturze / tempo chłodzenia matowi
ABS niepalny, bardziej wytrzymały - często na osłonach przewodów - w gorącym aucie sie nie rozpłynie (a PLA owszem)
Rozpuszcza się w acetonie - sok ABSowy - rozpuszczamy, używamy jako klej do ABSu / kąpiel acetonowa - wydruk gubi warstwy i szczegóły, ale robi się błyszczący (używamy oparów acetonu - waciki nasączone acetonem w pudełku - czas do obserwacji, ok 2h i pod koniec często kontrolować)

PET-G
dobrze klei się do stołu, temp podobna do ABS / można drukować w otwartej drukarce / bardziej elastyczny ale mniej wytrzymały na uderzenia
Nie rozpuszcza się
LINIE R zwykle recykling odpadów z produkcji a nie naprawdę z odzysku
PVA / BVOH wodorozpuszczalne - idealnie na podpory
HIPS ma wyższą odporność, rozpuszcza się w limonenie (np kwasek cytrynowy), ok na podpory
TPU materiały miękkie / z twardością w skali SHORE / drukują się trudno (nie dają rady przez bowden - tylko direct) - odległość szpula-ekstruder musi być jak najmniejsza, nadstawka na drukarkę do podawania materiału
np druk pieczątek / podeszwa etc.
PEI wysoka temp 300-360st / wykorzystywany do stołów roboczych
PRZECHOWYWANIE
wilgoć / kurz / nie trzymać wystawki w pracowni / zabezpieczać przed wilgocią
ZYWICE zwrócić uwagę na opis długości fali światła - musi się pokrywać z parametrami drukarki, twarde ale kruche
SLS / proszki - PA11 / TPU jest elastyczny
IZOTROPOWOŚĆ - rozciągliwość taka sama w każą stronę / ANIZOTROPOWOŚĆ - różna w różne strony
ROZPOZNAWANIE MATERIAŁU - zapach / palność materiału / rozpuszczanie w acetonie
ABS się nie pali
SPRAWDZANIE WILGOTNOŚCI wilgotny się kruszy przy łamaniu / świeży jest dość elastyczny
COMPONENTS
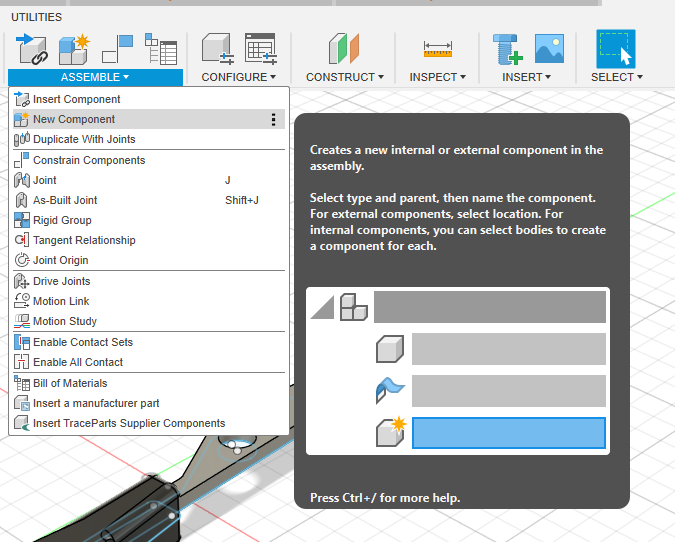
lub
z poziomu body na drzewku
Przesuwanie - lewy klawidsz myszy
Przywracanie pozycji

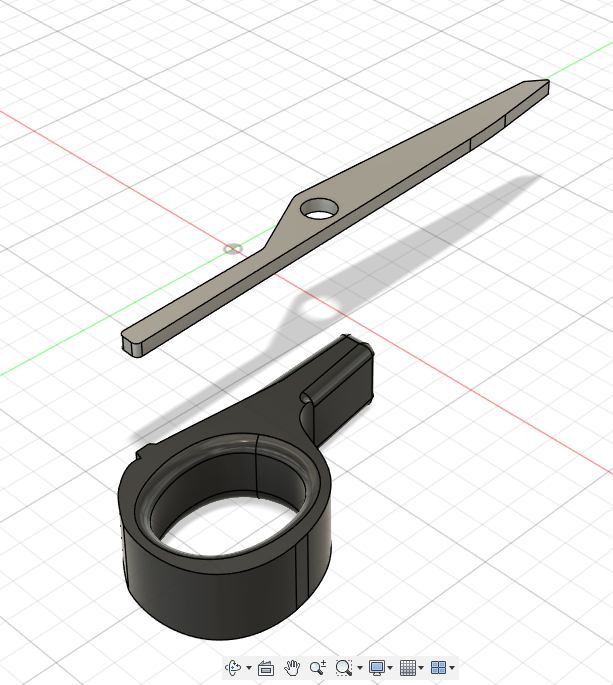
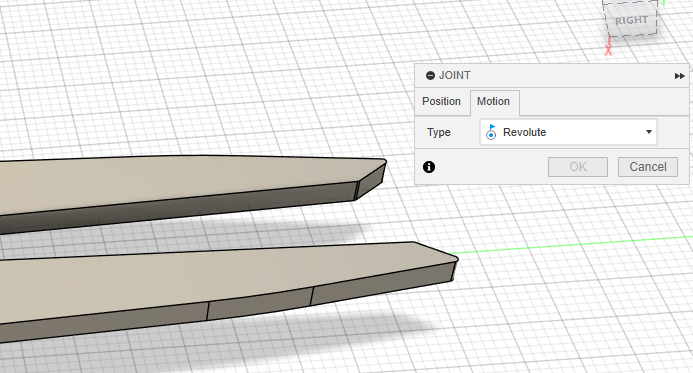
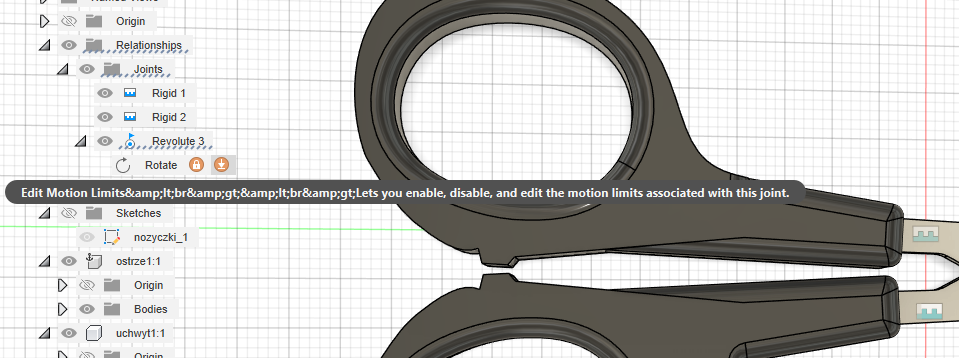
Zawias / joint
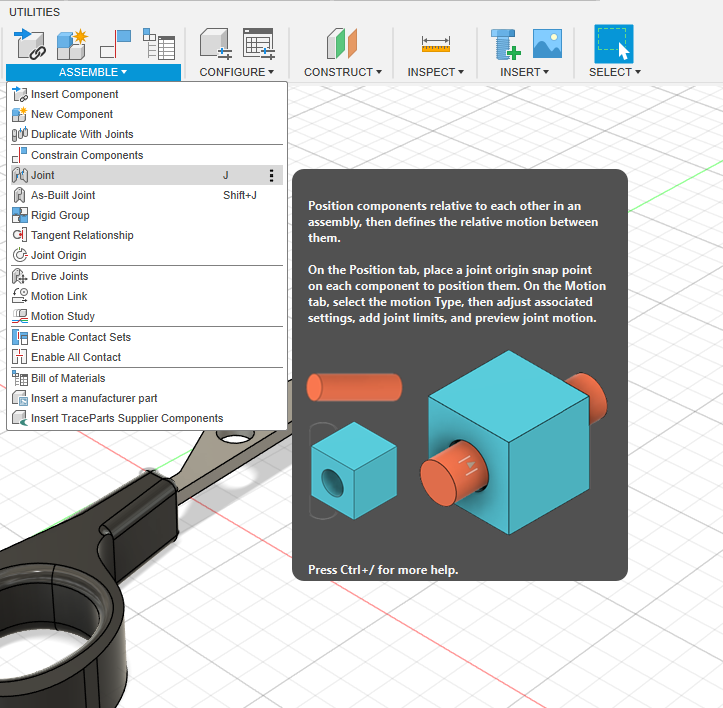
As built - zbudowane pod połączenie / w docelowych miejscach
Joint - kiedy elementy są projektowane osobno, jako elementy
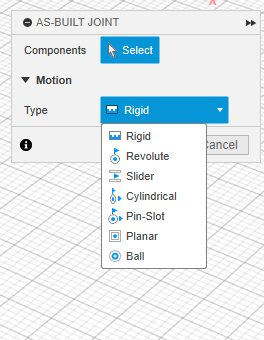
RIGID brak ruchu - połączenie na sztywno / nóż (uchwyt - ostrze)
REVOLUTE - obrót wokół osi / kierownica w aucie / wałek malarski / wskazówki zegara
SLIDER - połączenie ślizgowe, suwak - drzwi przesuwne / szuflada - ruch w jednej osi
PLANAR płaszczyznowy - karetka w drukarce / szlifowanie papierem ściernym
BALL - kulka w myszce / staw biordowy

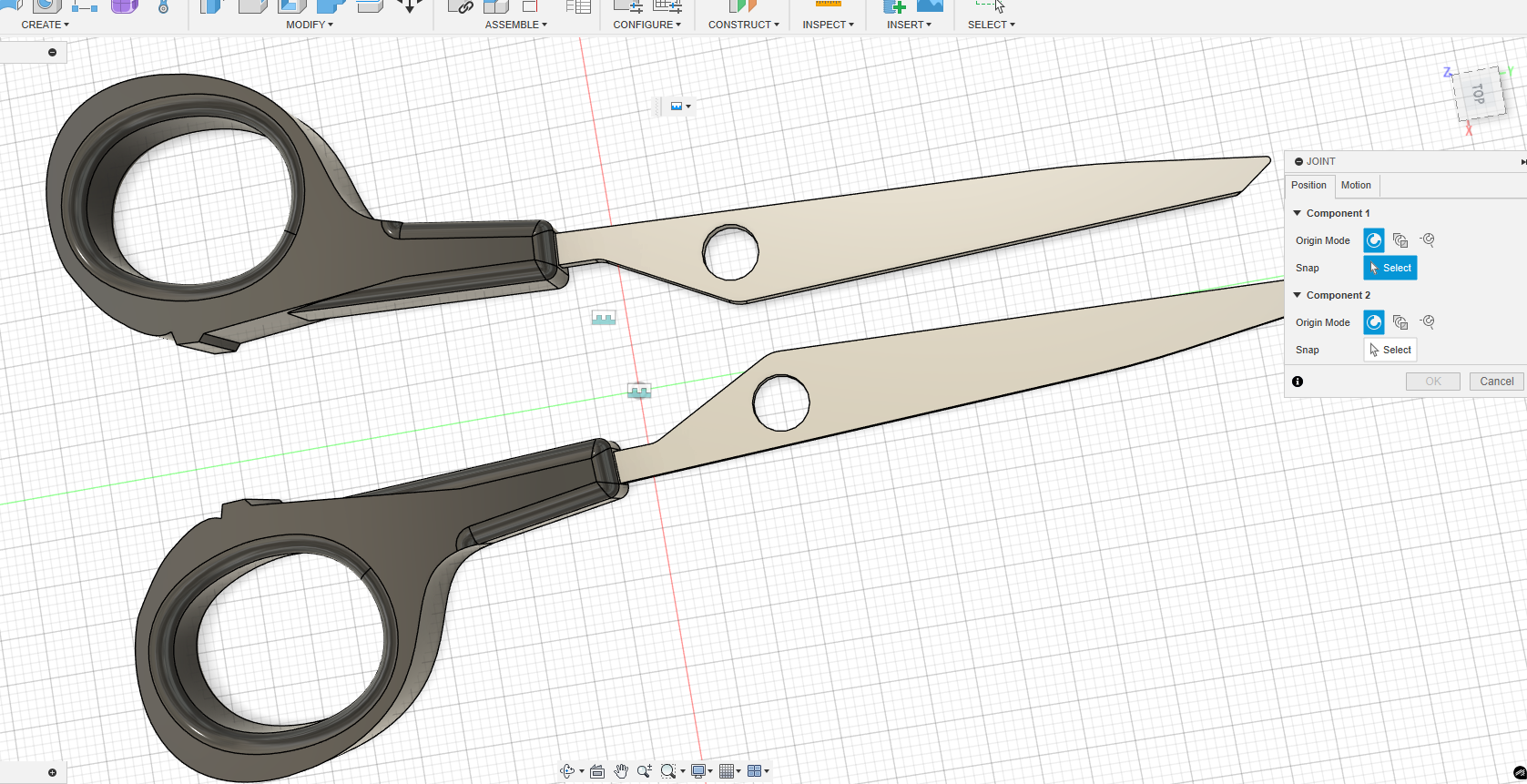
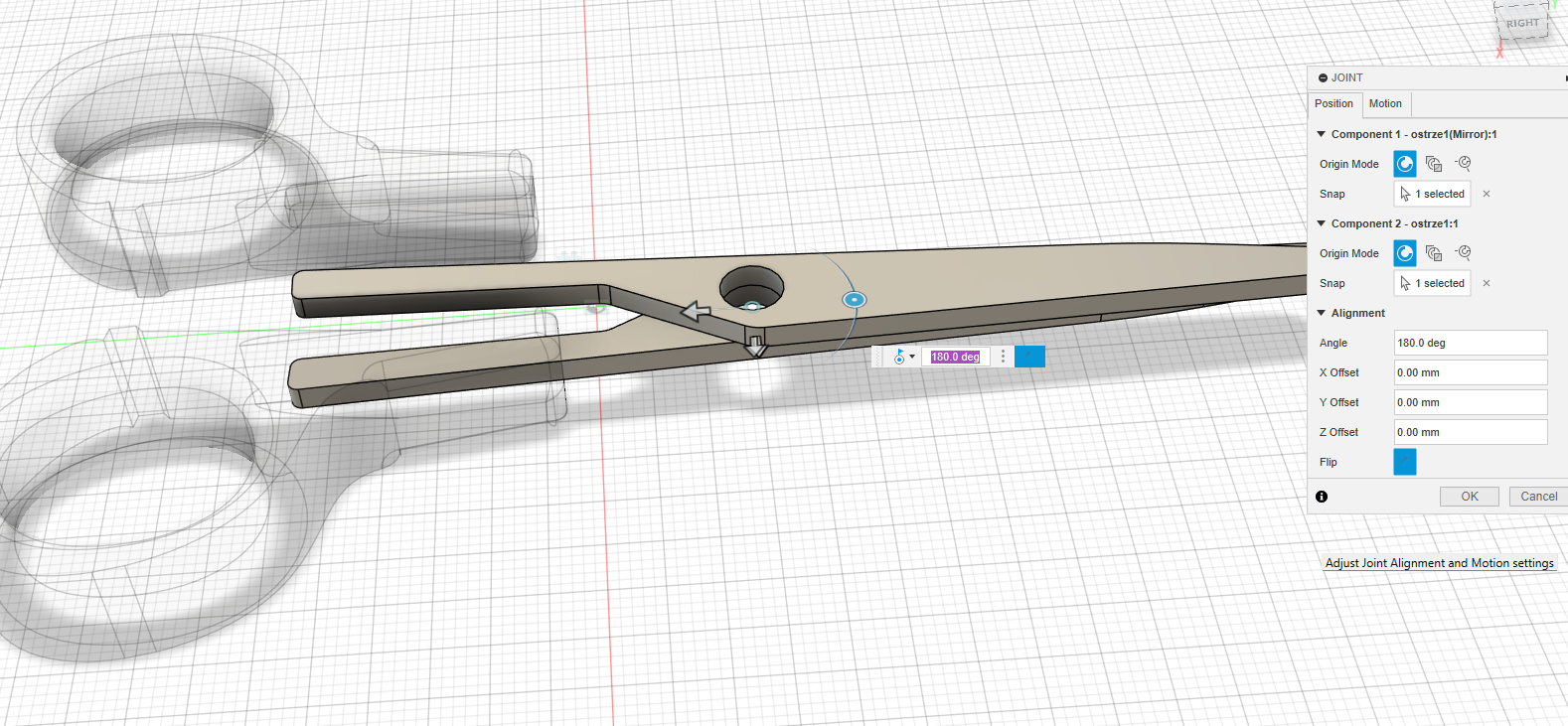
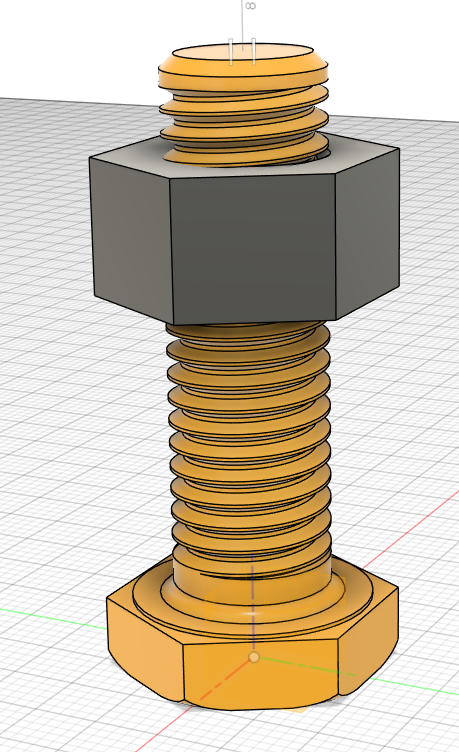
Joint as built na śrubie