przy ustawianiu materiałów itd. bardzo istotna jest precyzja - suwmiarka!! - trzeba podawać wymiary do części dziesiątych mm! - tak jak przy ustawieniach frezarki
pamiętać o grubości frezu!projektując pamiętać, że wewnątrz frez nie ma gdzie się schować, więc zaokrągli - trzeba wtedy zrobić dogbone
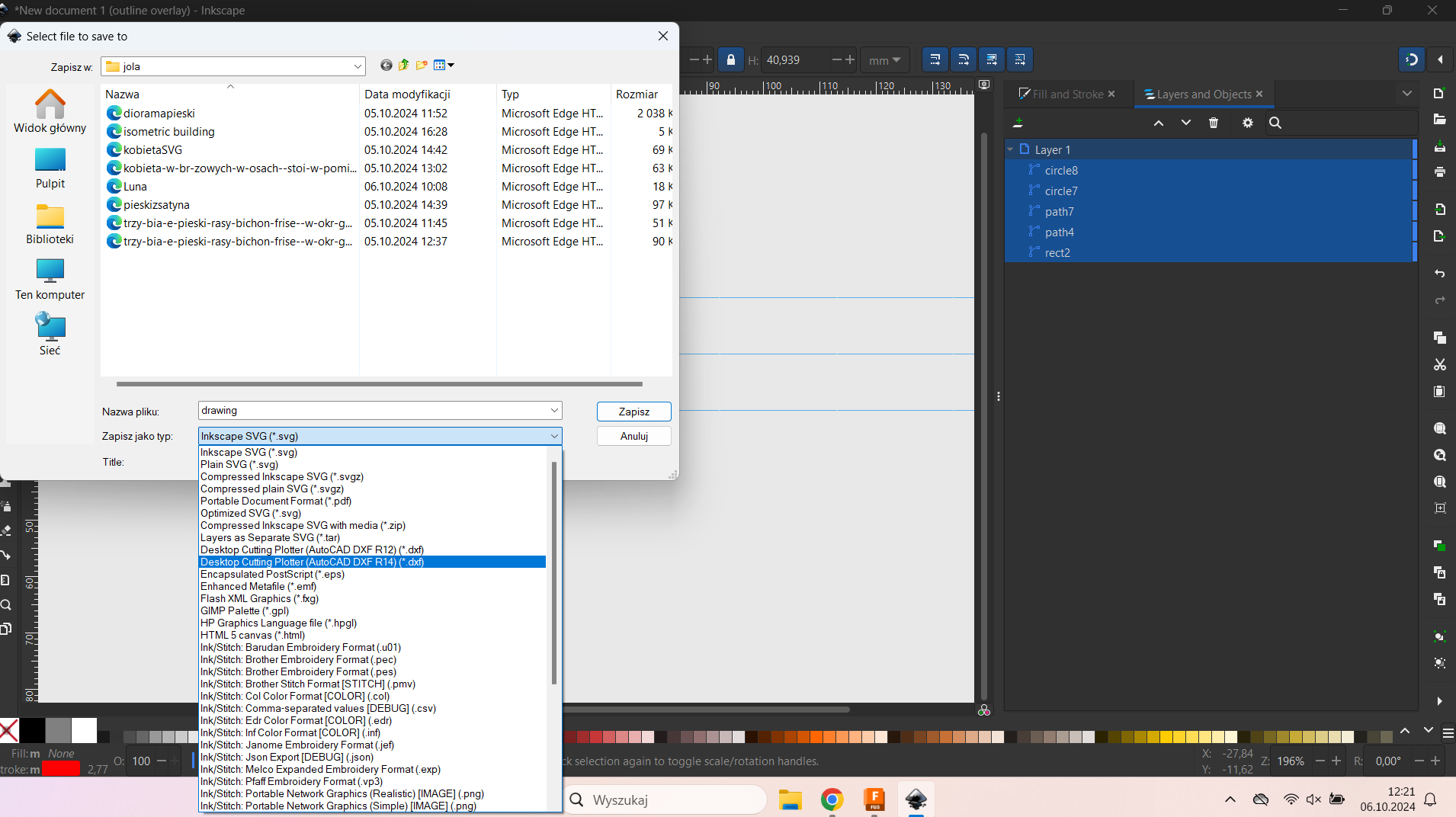
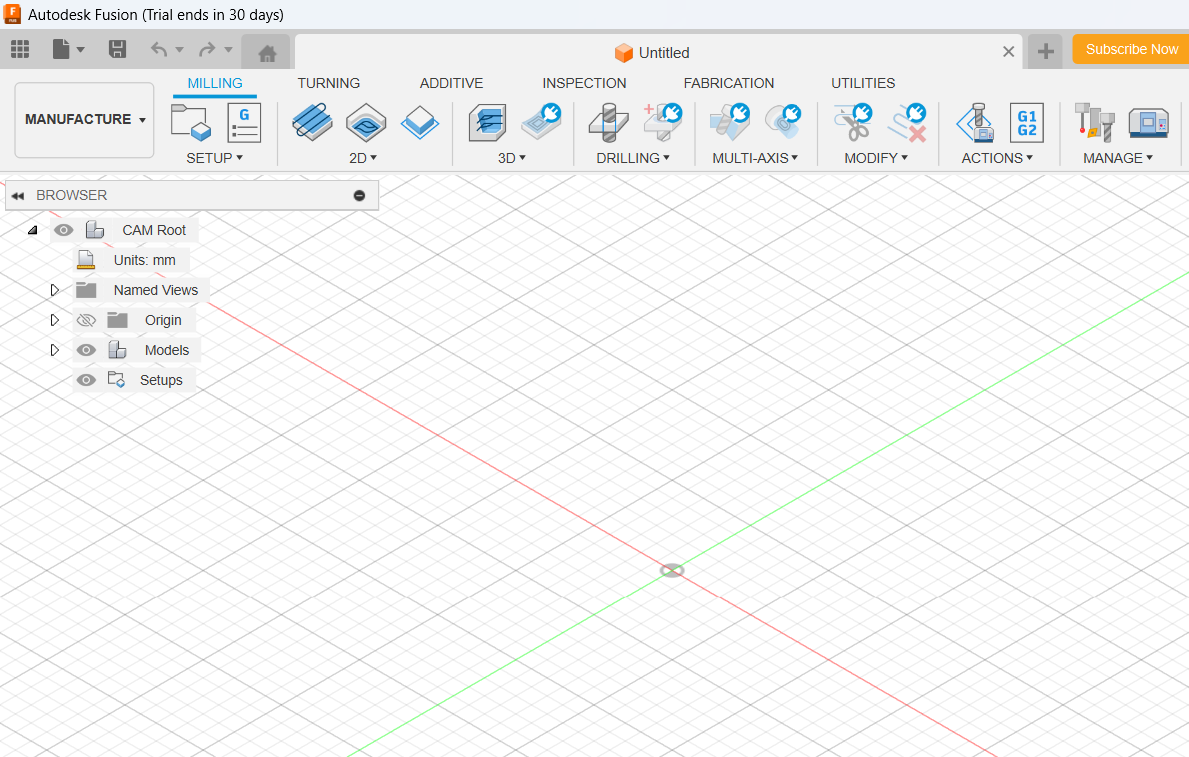
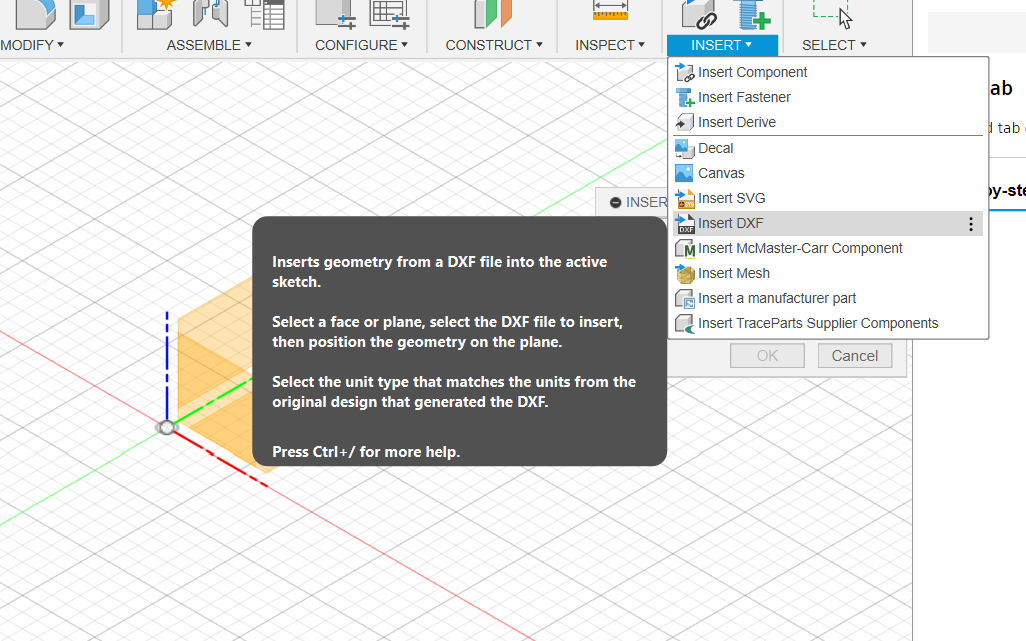
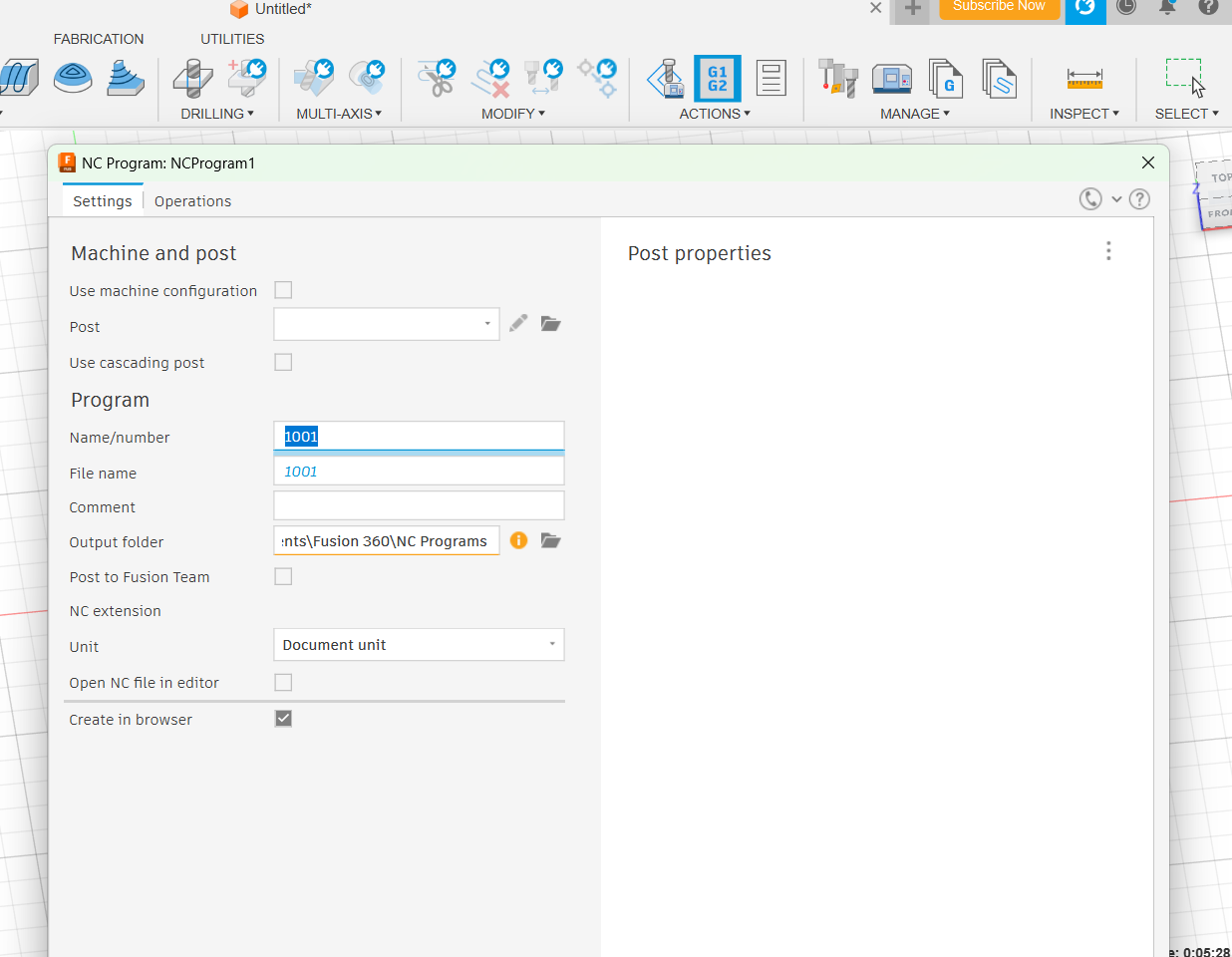
na autodesku - jedziemy od lewej do prawej, od góry do dołu + 30 dni z fusiom
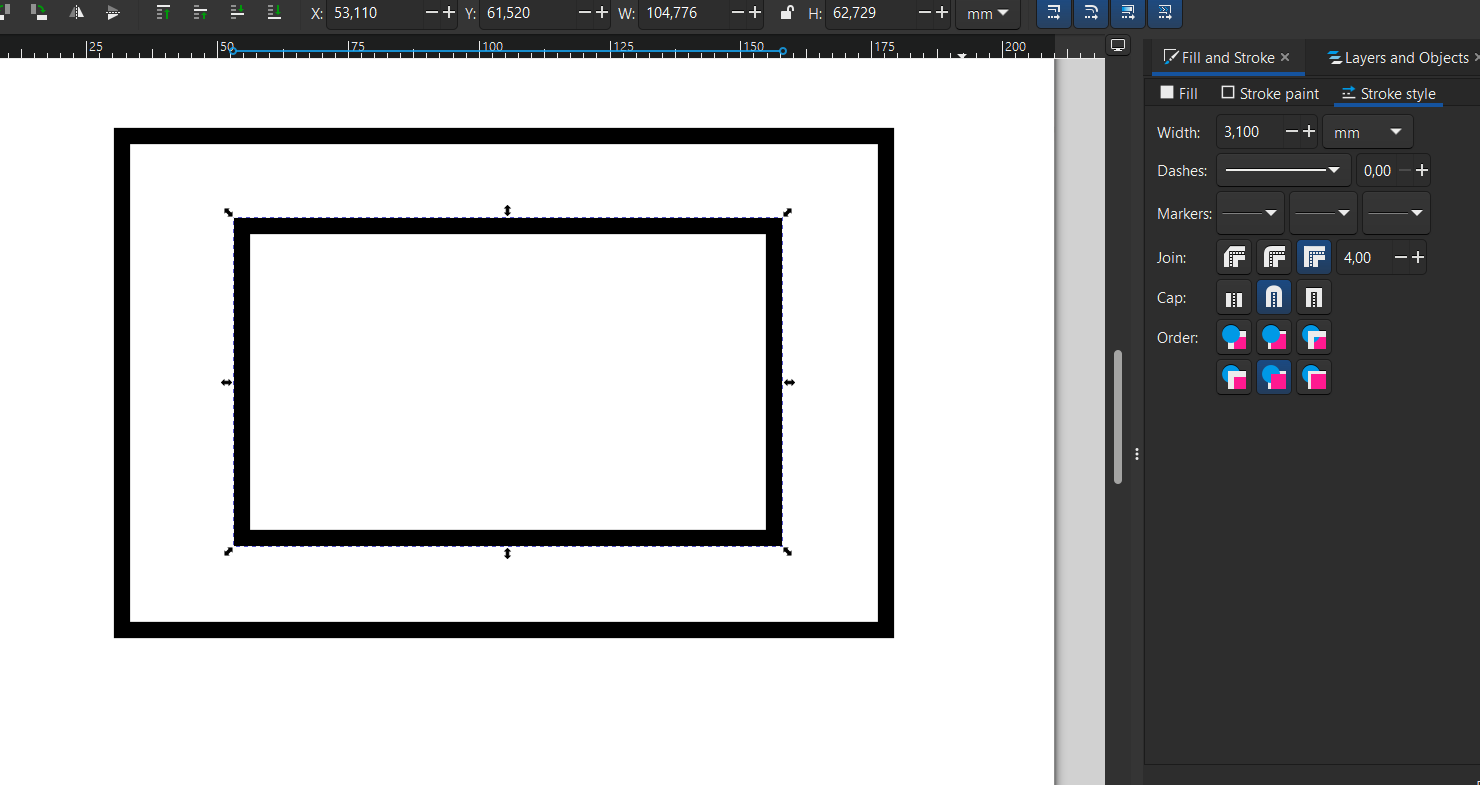
UWAGA wielkość prostokąta zmieniamy przez prostokąt, chwytak do wielkości dolicz jeszcze grubość konturu!!!
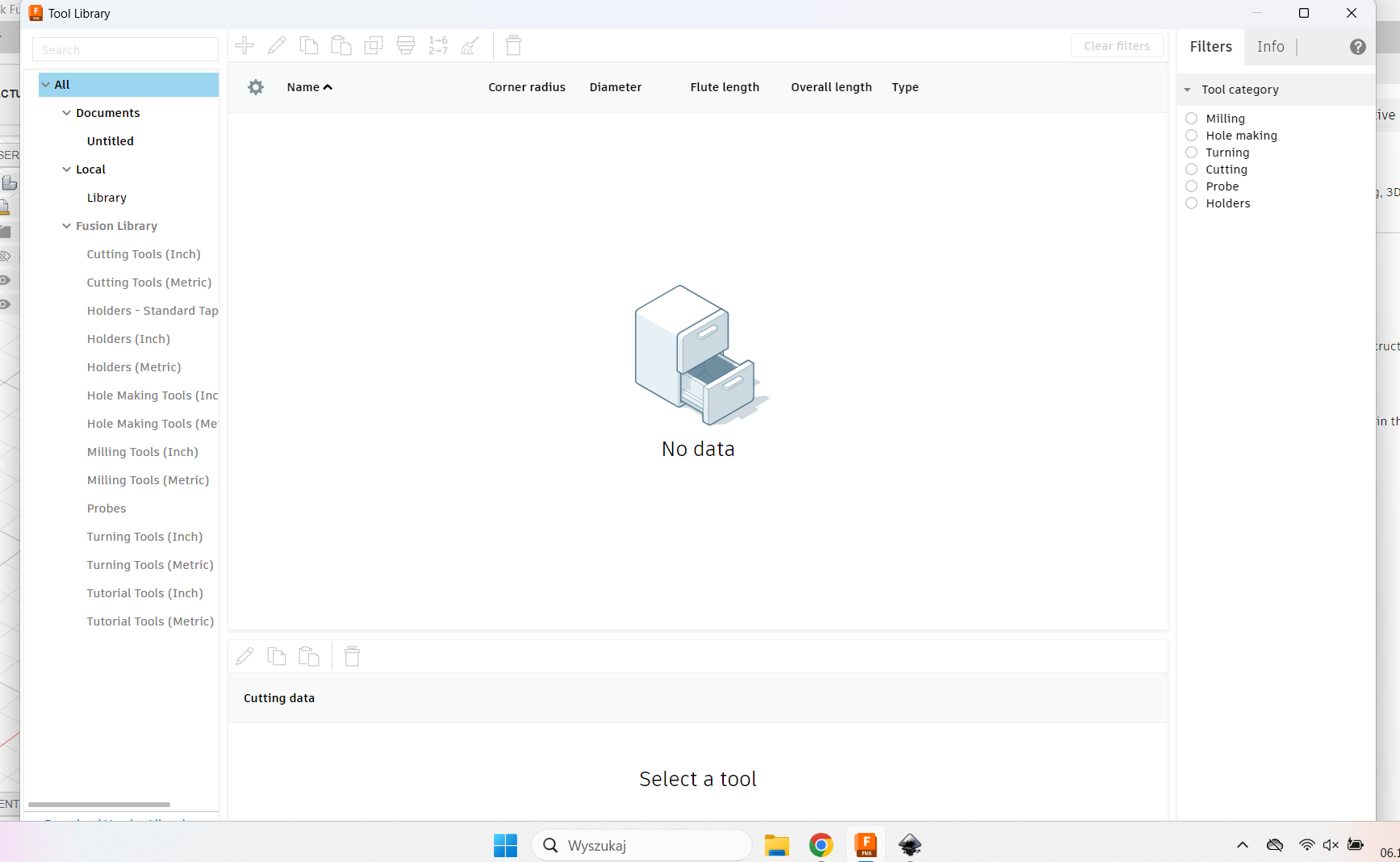
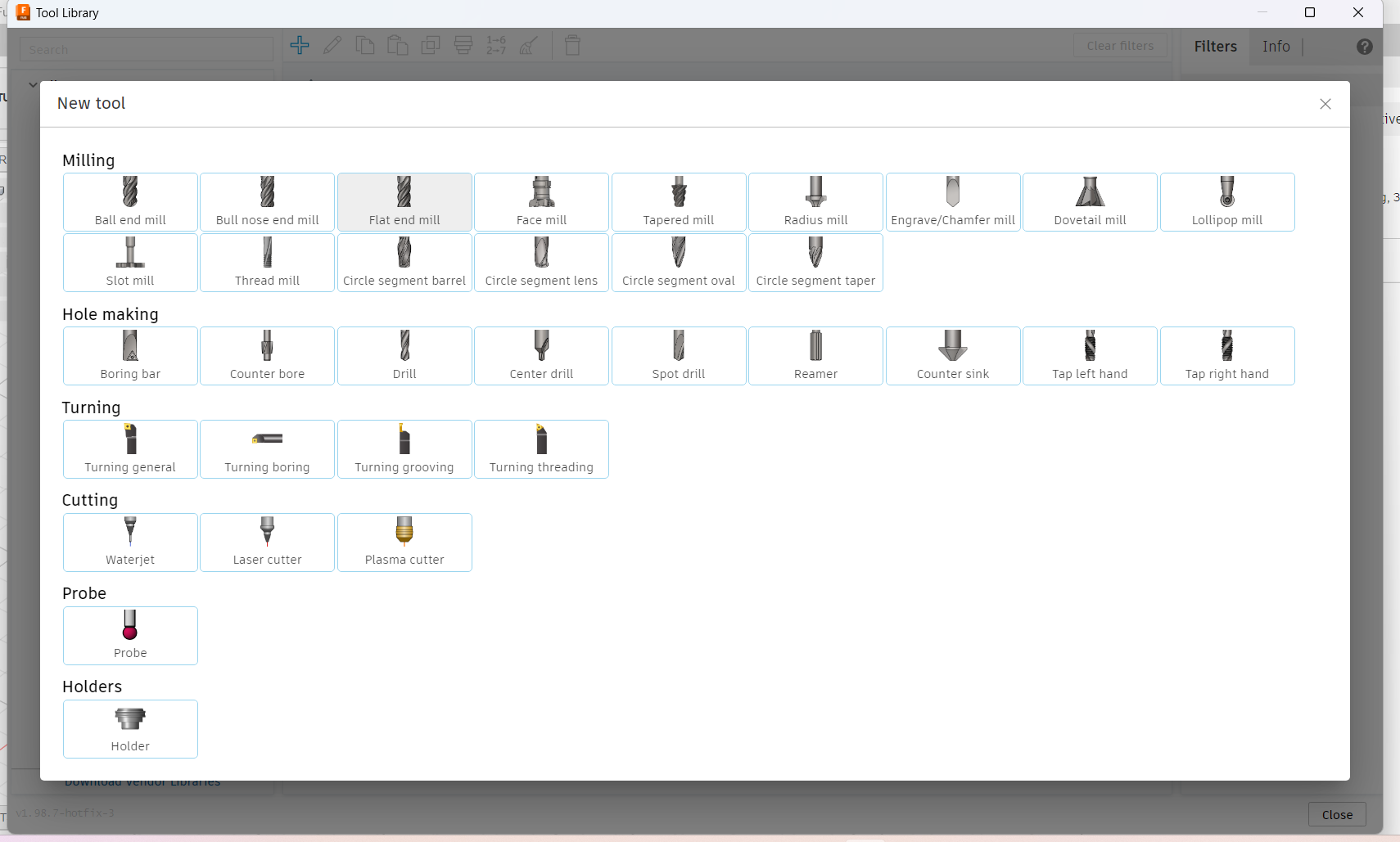
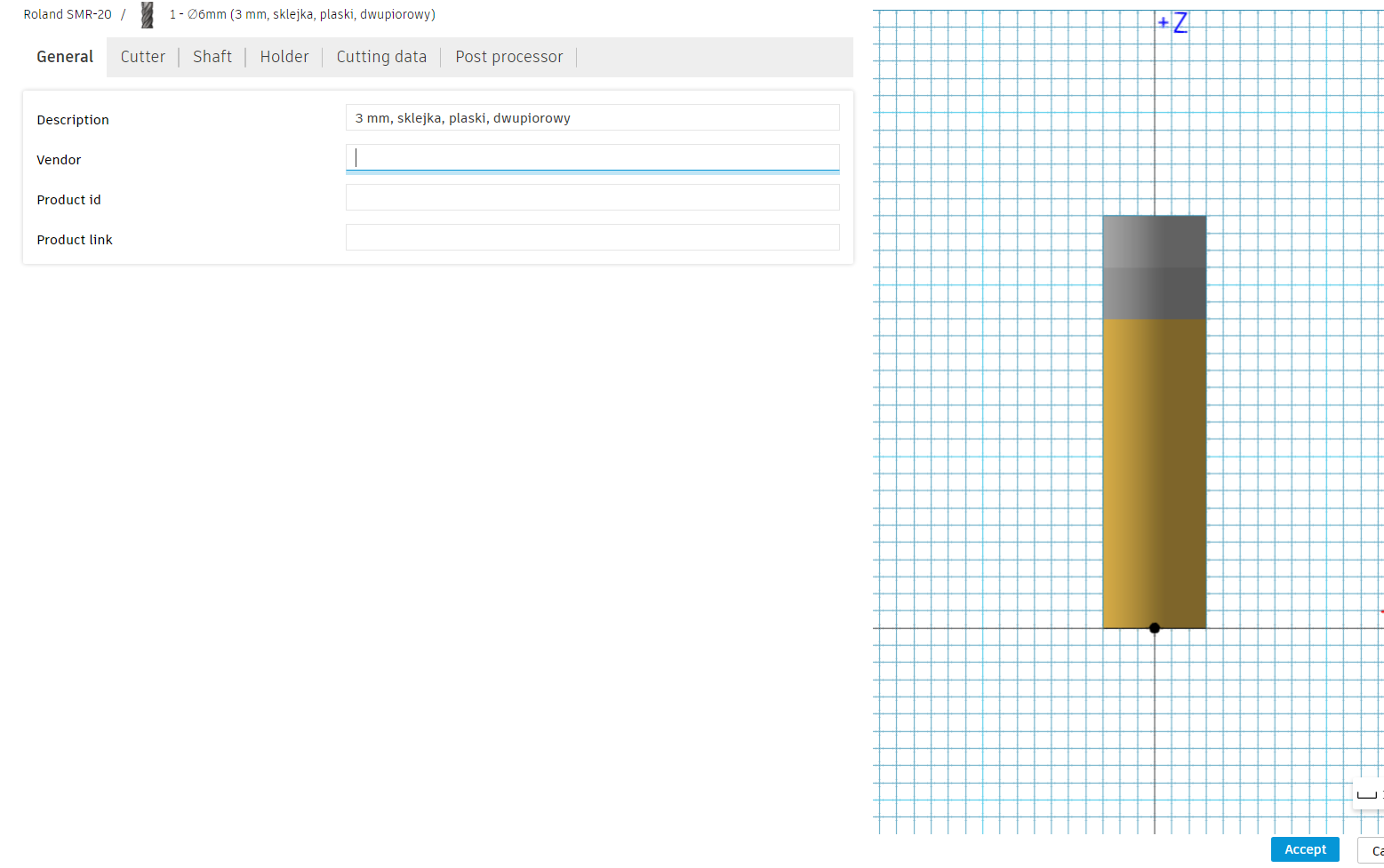
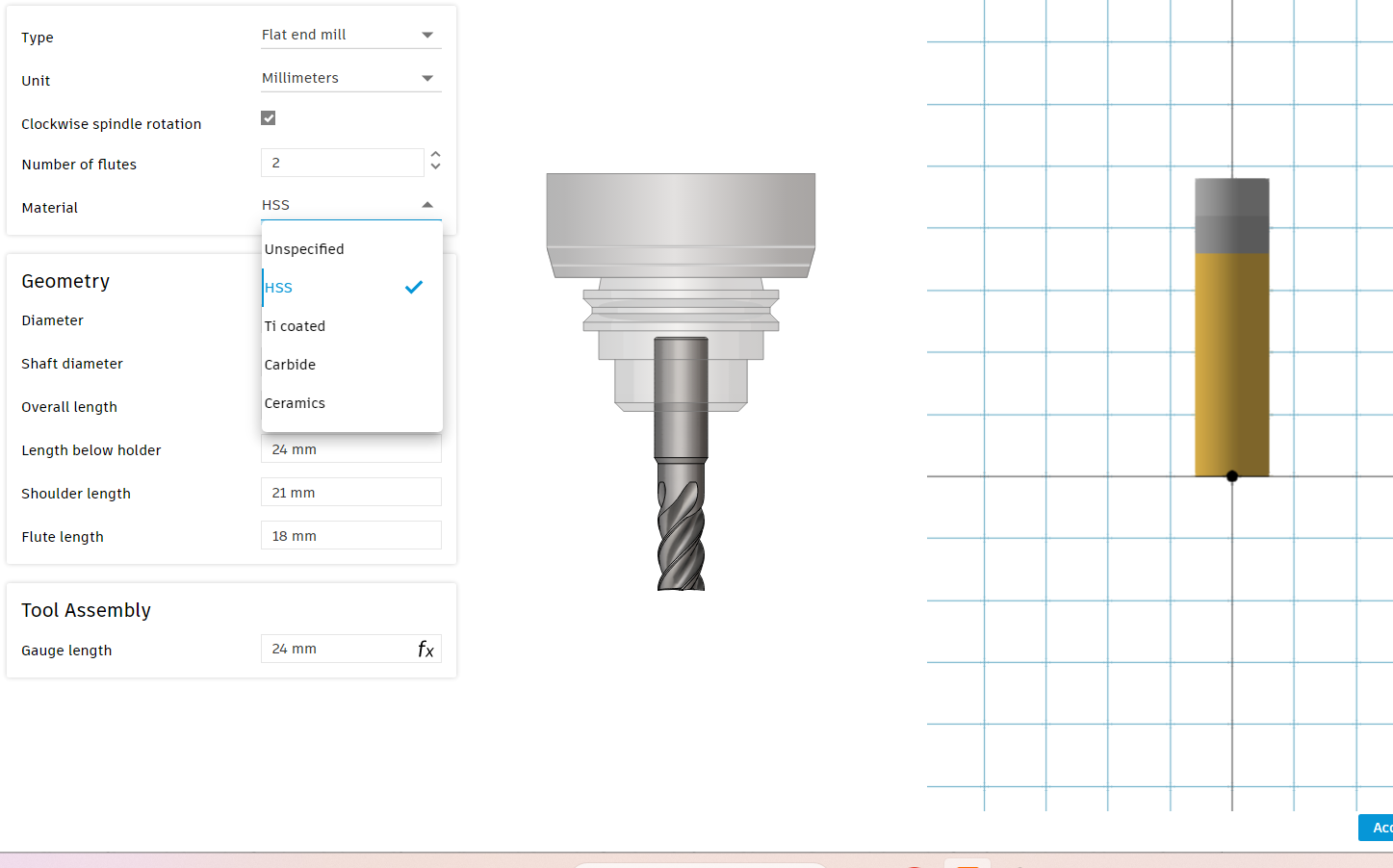
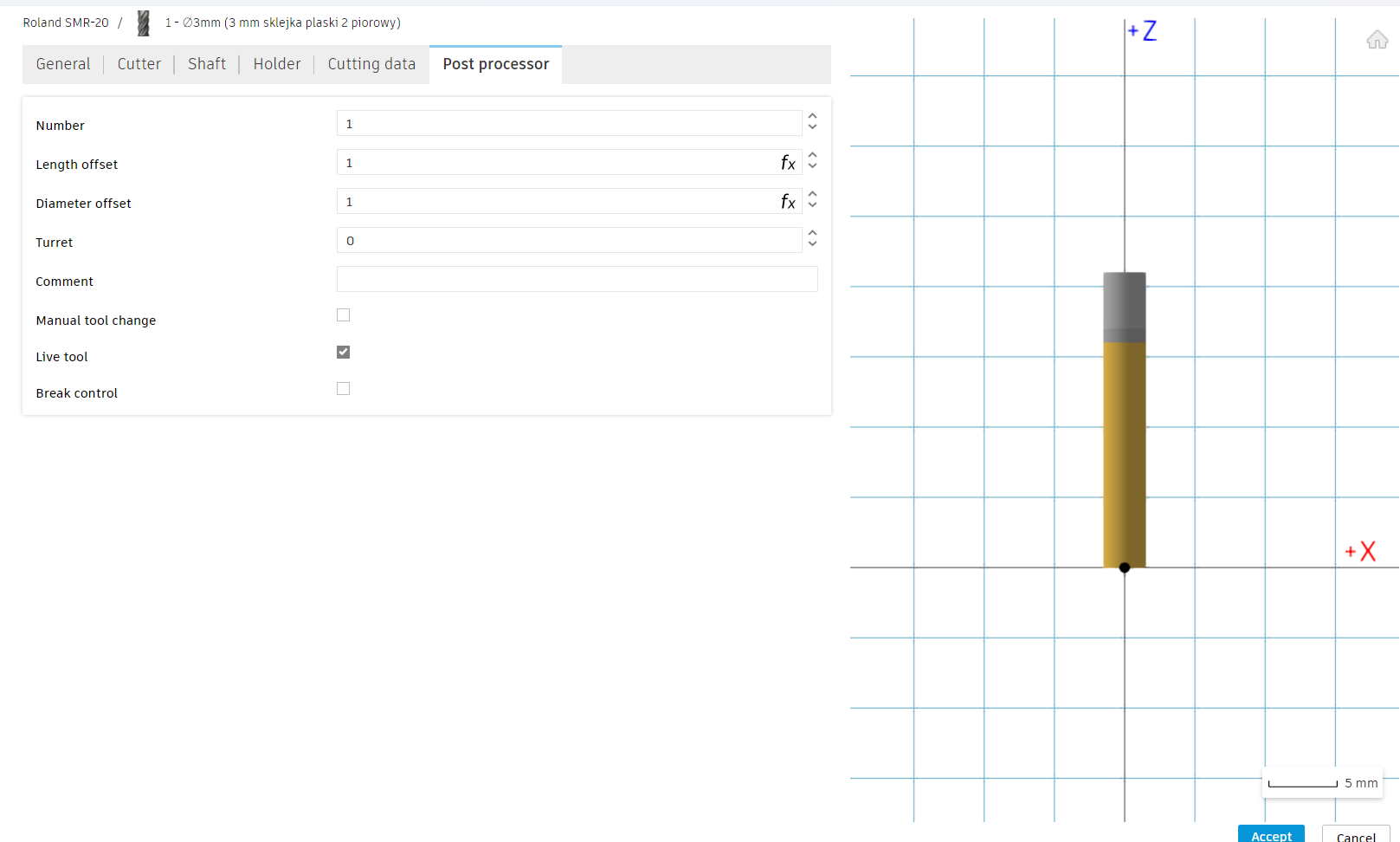
HSS - stal hartowanaindywidualna dla każdej rzeczyOdnośnik do narzędzia - przy frezarce z jednym narzędziem muszą być same 1
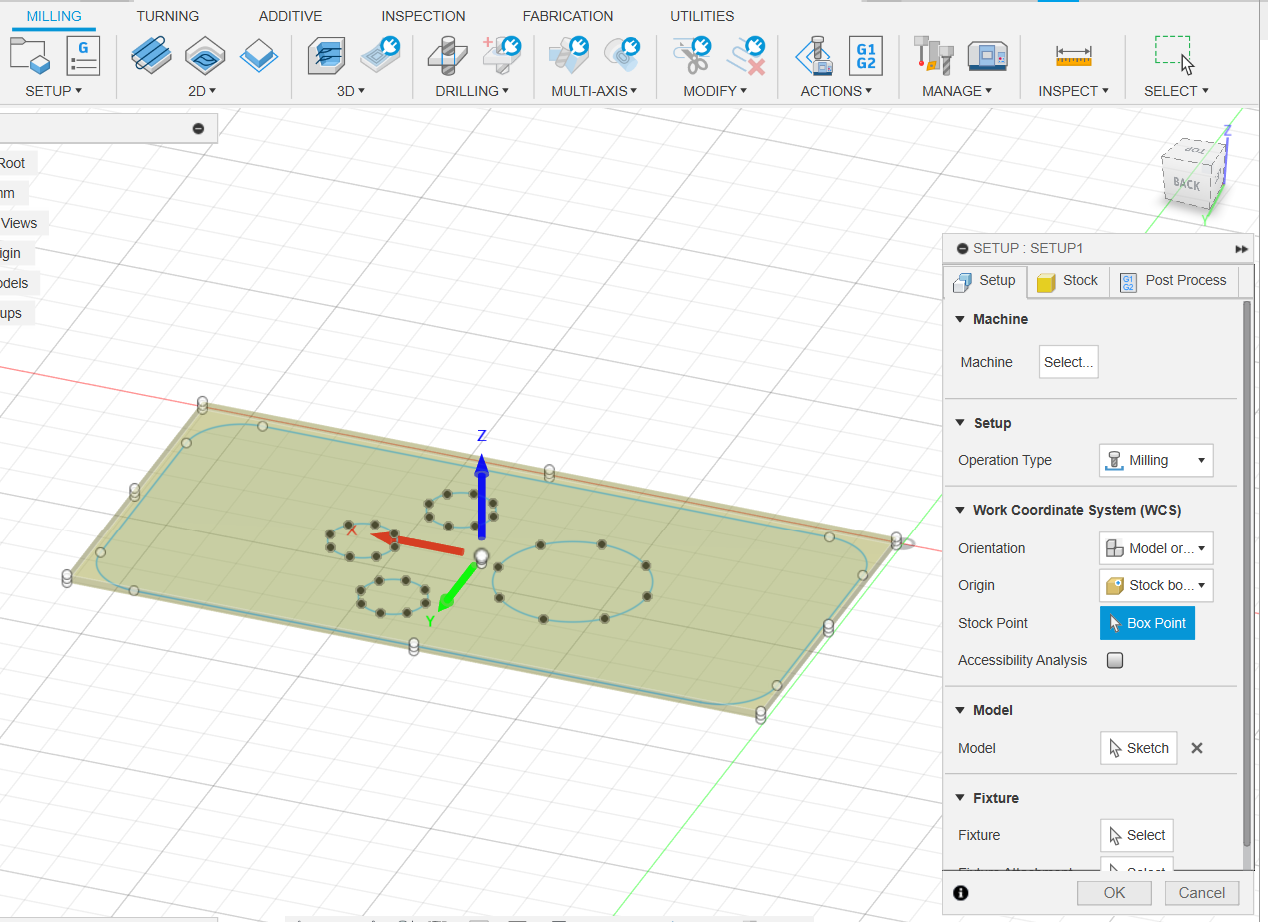
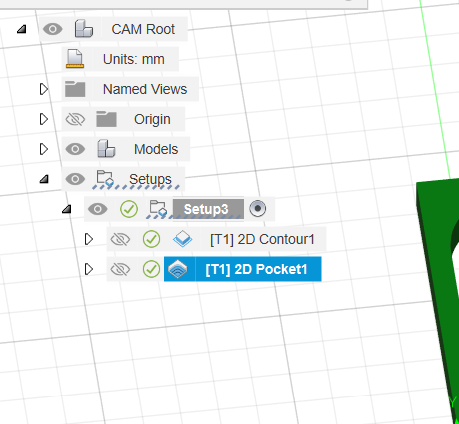
po stworzeniu narzędzia tworzym setup - jaki materiał będziemy obrabiać
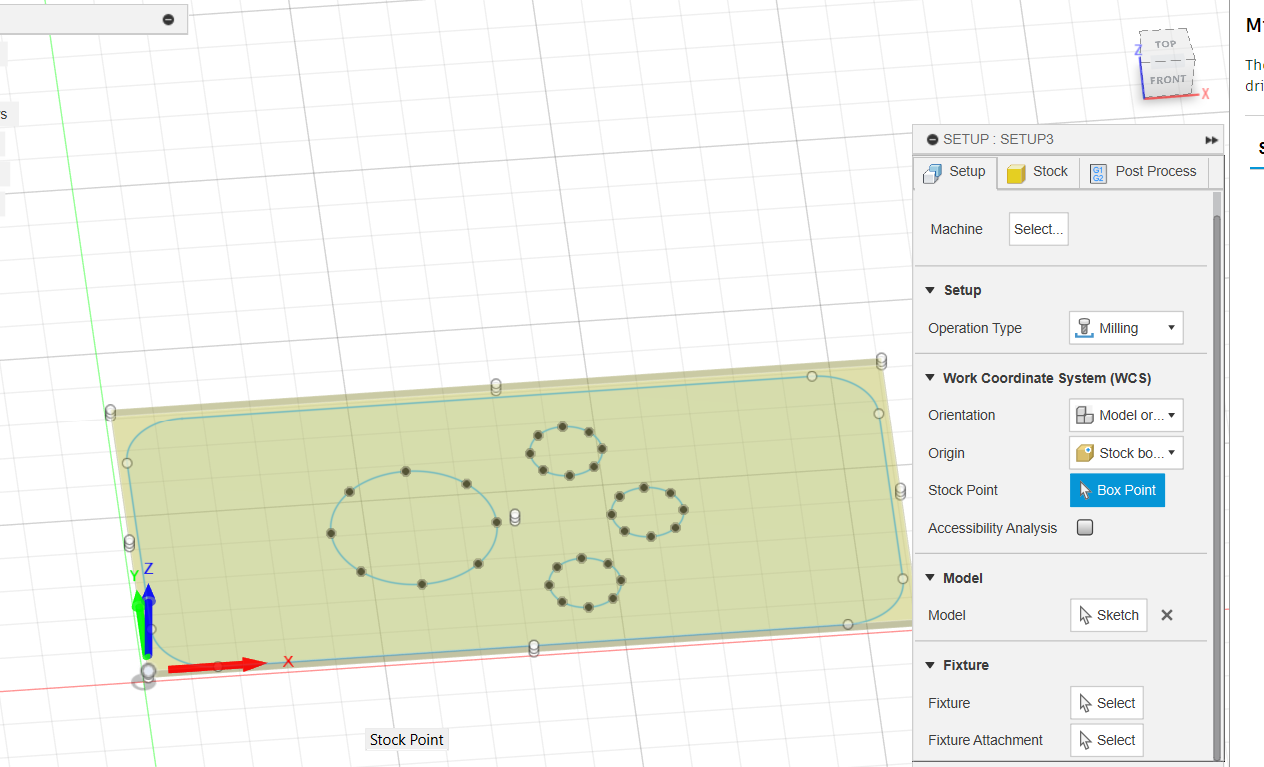
punkt startowy to lewy dolny góry materiału
TOP I FRONT
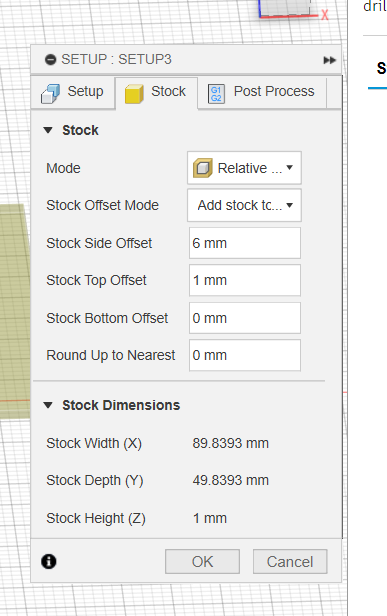
ustawienie krawędzi (ryzyko nierównego materiału), dla bezpieczeństwa 2x rozmiar frezu - siede offset
top offset - dla wyrównania materiału od góry (zawsze przy metalu)
stock bottom offset - grubość materiału
w dół też trzeba robić zapasy - i to dużo, trzeba mieć więcej materiału niż mniej
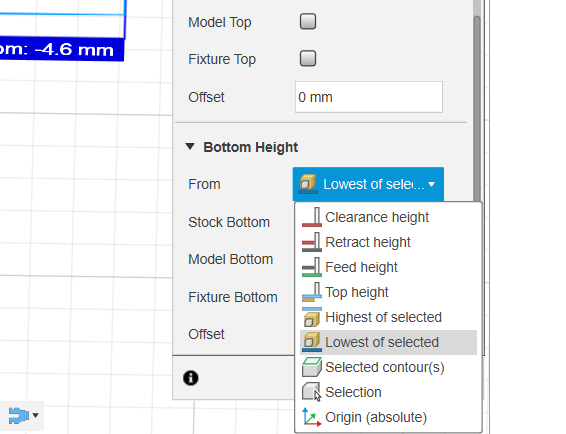
ustawienie dokąd maksymalnie może zjechać frez
w nowej wersji bottom stock na 0
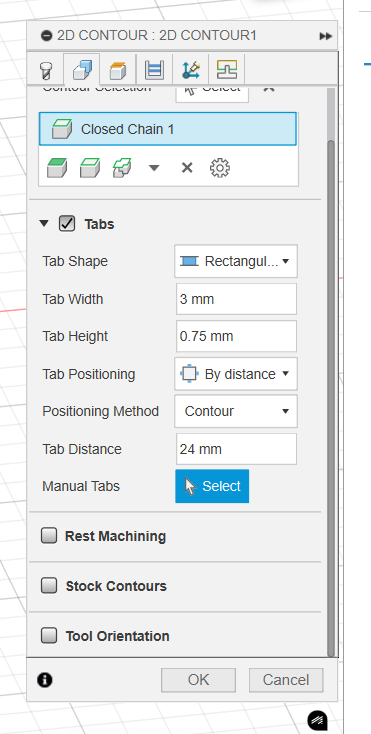
mostki technologiczne
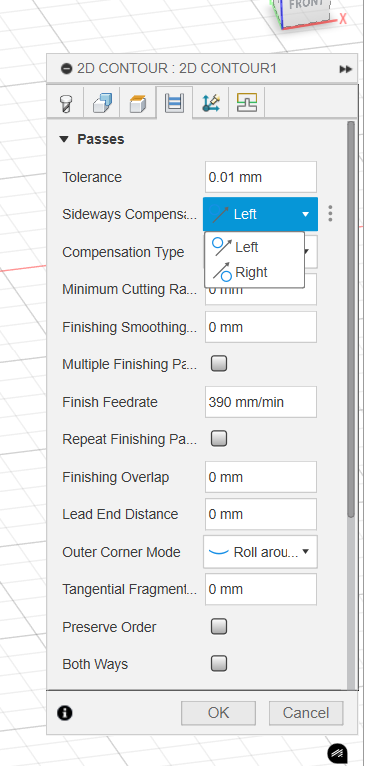
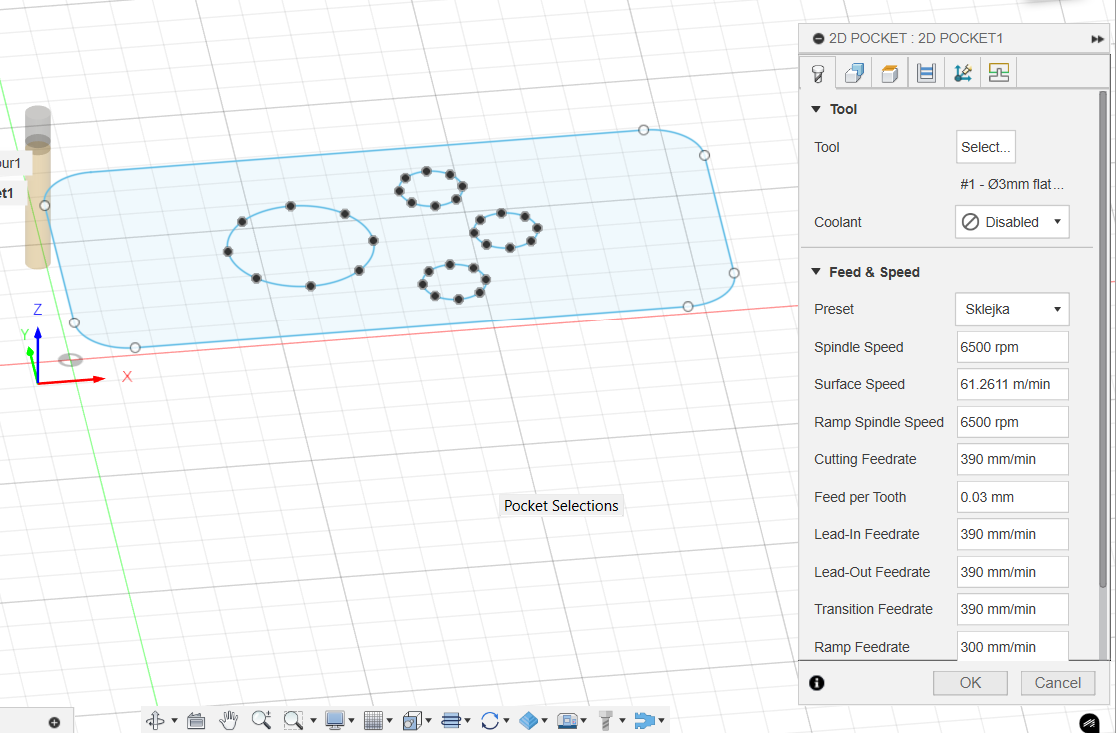
left robi ładniej, ale działa większa siła na frez, przez co trzeba zwolnić obroty - przy małych frezarka bez chłodzenia może zacząć się węglić - temu right na tym sprzęcie
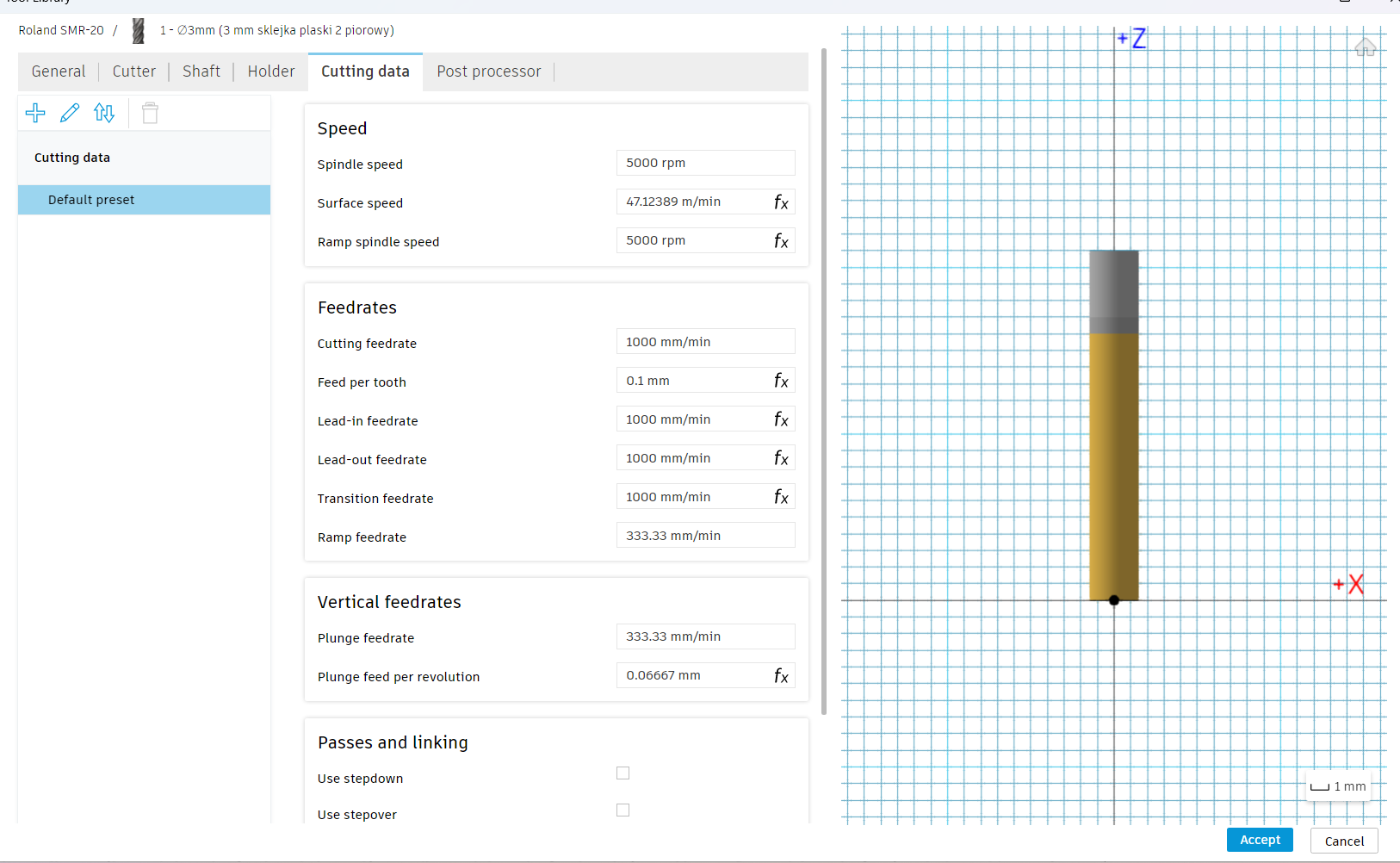
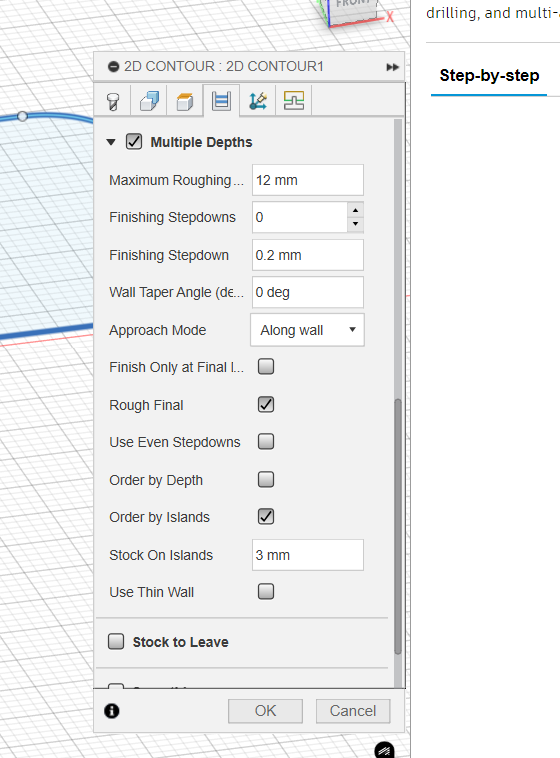
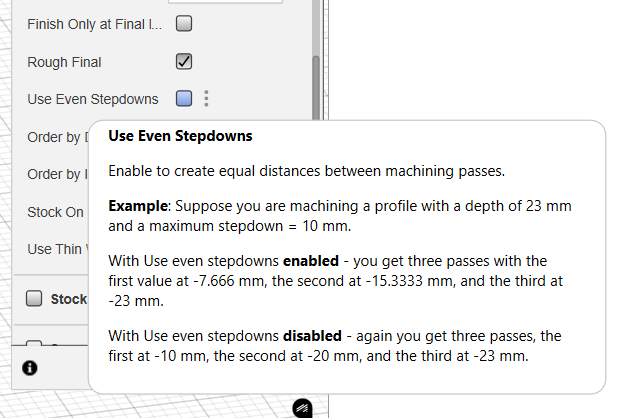
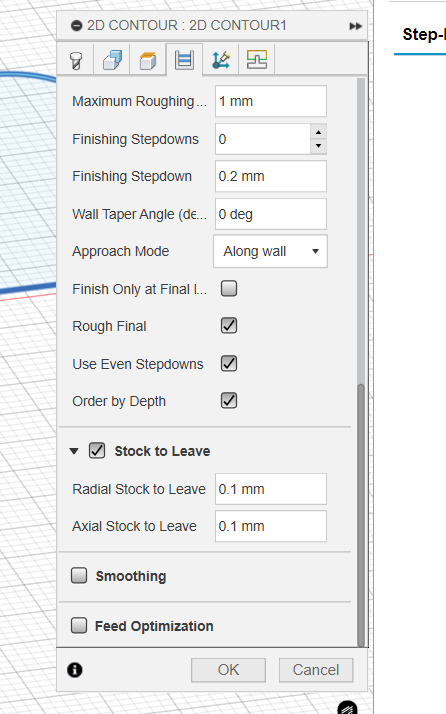
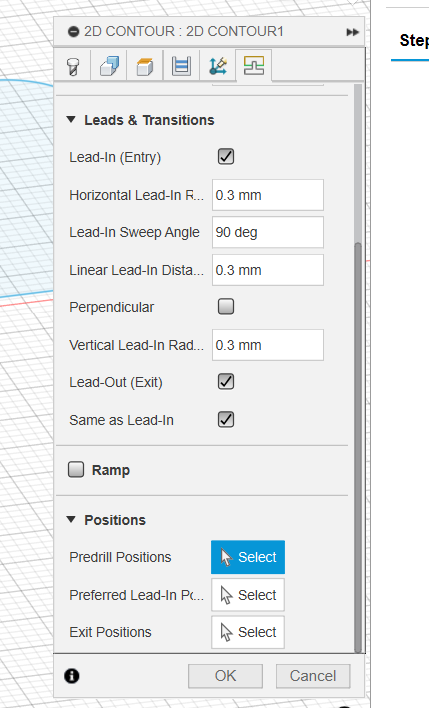
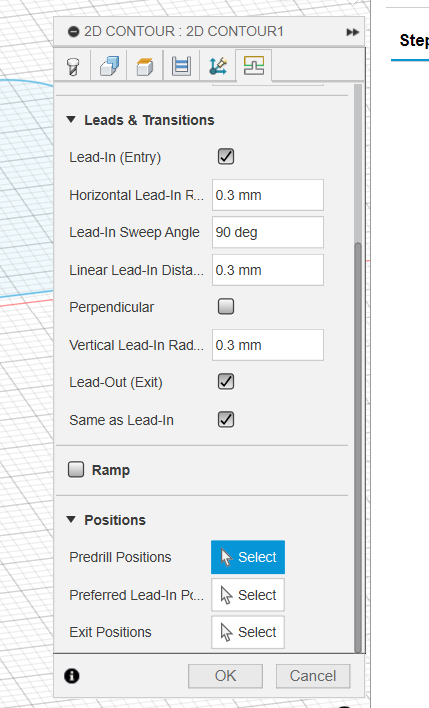
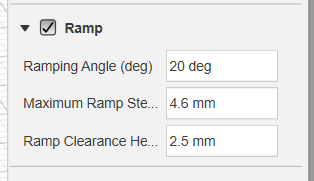
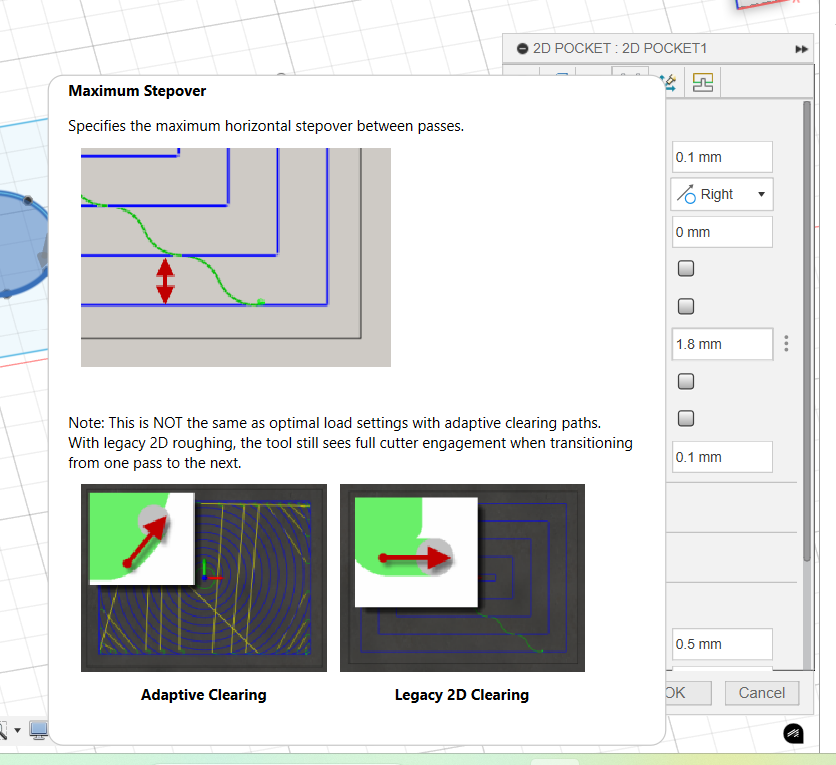
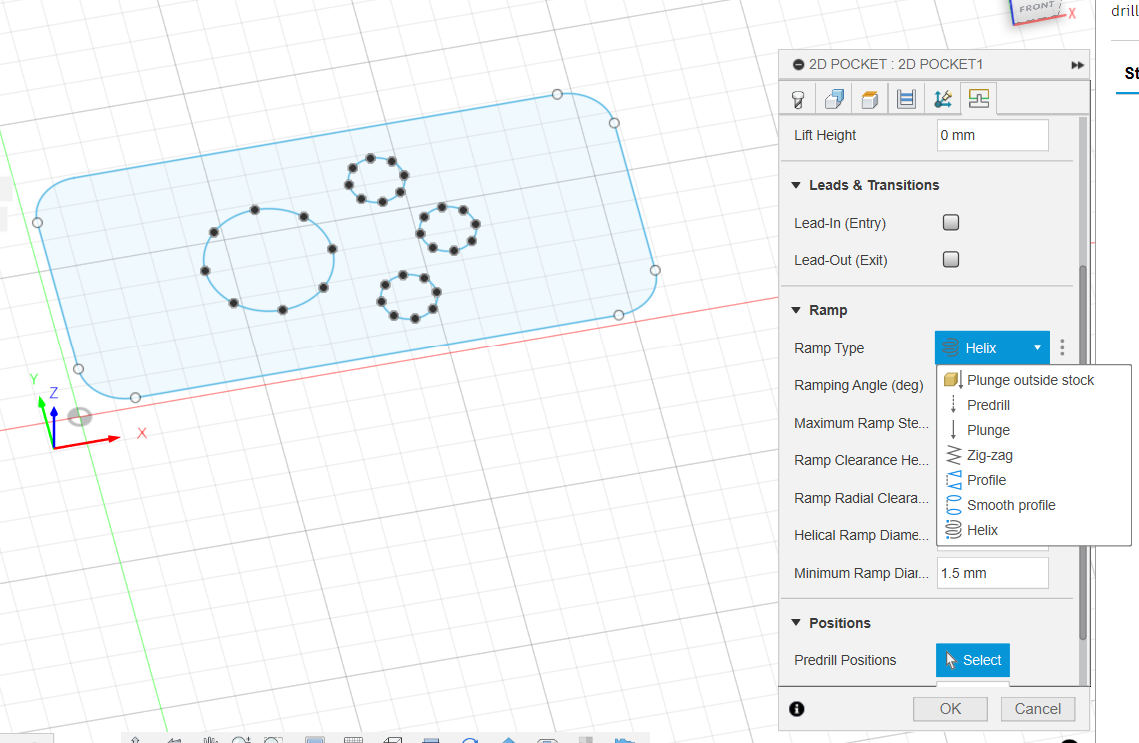
normalnie szerokość frezu x 1,5 stock = materiał (nie daliśmy) - stock to leave zostavia materiał do oszlifowania po zbieraniu materiałuodklikać lead in i lead out - głównie się tego wykorzystuje przy pracy z delikatnymi materiałami lub stalą - wejście w materiał bez naprężania (może przejechać po niefajnych miejscach, bo robi to automatycznie)rampa pozwala frezowi wjeżdżać po skosie - delikatne wchodzenie w materiał i schodzenie po rampie (20st)zamiast 1 mm w ramp ste... - długość materiału, żeby po każdym 1mm się nie zerował, tylko wyrównał się raz na sam koniec (w tym wypadku zamiast 5 objazdów byłoby ich 10)przeważnie się zakłada 1/3 wielkości frezuHelix jest najszybszy (w tej i tak długo) i się nie przegrzewa
Helixe na 30deg i głębokość jednego zejścia 1mm
przy edytowaniu klikać w to, bo inaczej się nowe potworzą
{kind=link}