4 - frezarki i fryzjerzy
Jak zawsze - ważne, żeby sprawdzić grubość materiału.
Poruszają się w 3 osiach - głowica w XY, stół w Z, dlatego nie jest to zbyt sztywna konstrukcja.
W Z - elektrowrzeciono, podobne do wiertarki
wiertarki a frezy - frezy bardziej skrawa, wiertarka wierci w osi Z (góra-dół). Choć istnieją frezy, które moga tez wiercić.
Materiały: można na dobrą sprawę frezować wszystko, co jest miękksze od wiertła, kwestia doboru prędkości i głebokości (np. pleksi za szybko wiercona się stopi).
Frez musi być ostry. Koszt zuzycia frezu powinien być wliczony w cenę wykonania.
PRECYZJA JEST BARDZO WAŻNA.
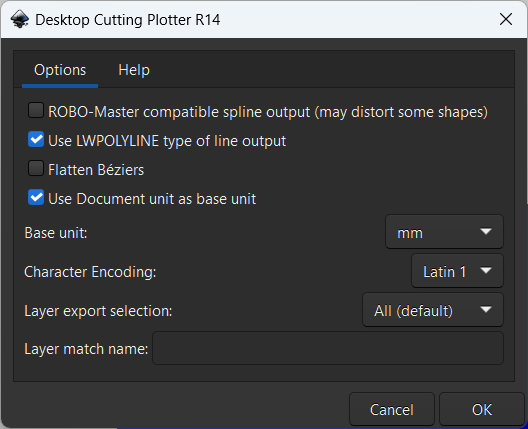
Jak zapisać to w Inkscapie (typ: desktop cutting ploter R14):
Fusion: bardzo zaawansowana.. przeglądarka internetowa. Żeby oszczędzić miejsca.
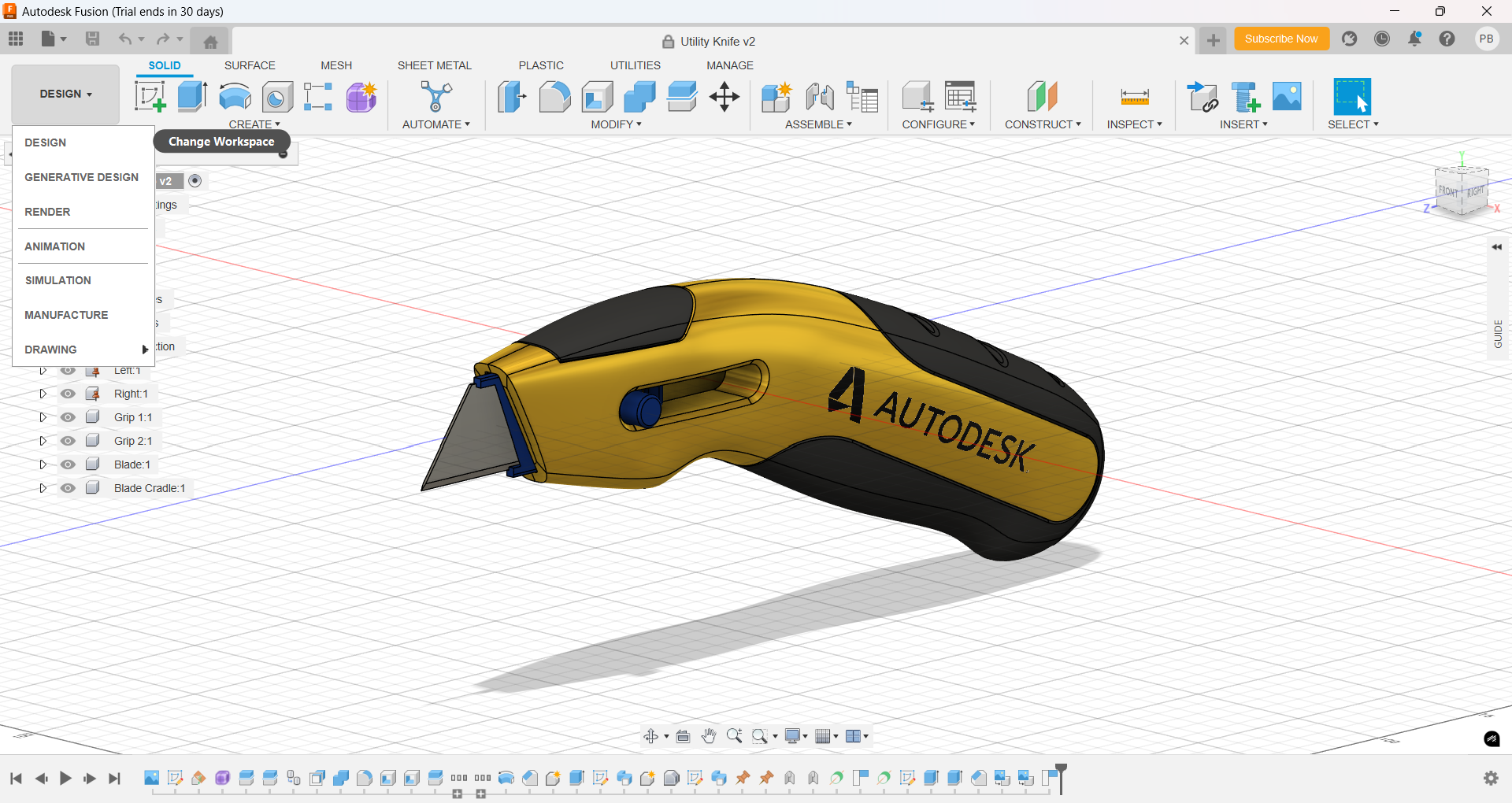
Nas będzie ciekawić design i manufacture.
postprocesor - zbiór info
shift+scroll obraca
na dole jest linia czasu - taka historia projektu
DESIGN
insert -> DXF file; można wybrać płaszczyznę. Warto patrzeć na kostkę w górnym prawym rogu, jej nazwy będą sotosowane.
inspect -> measure pozwala na weryfikację wymiarów (duh) - bo sama siatka bywa zwodnicza
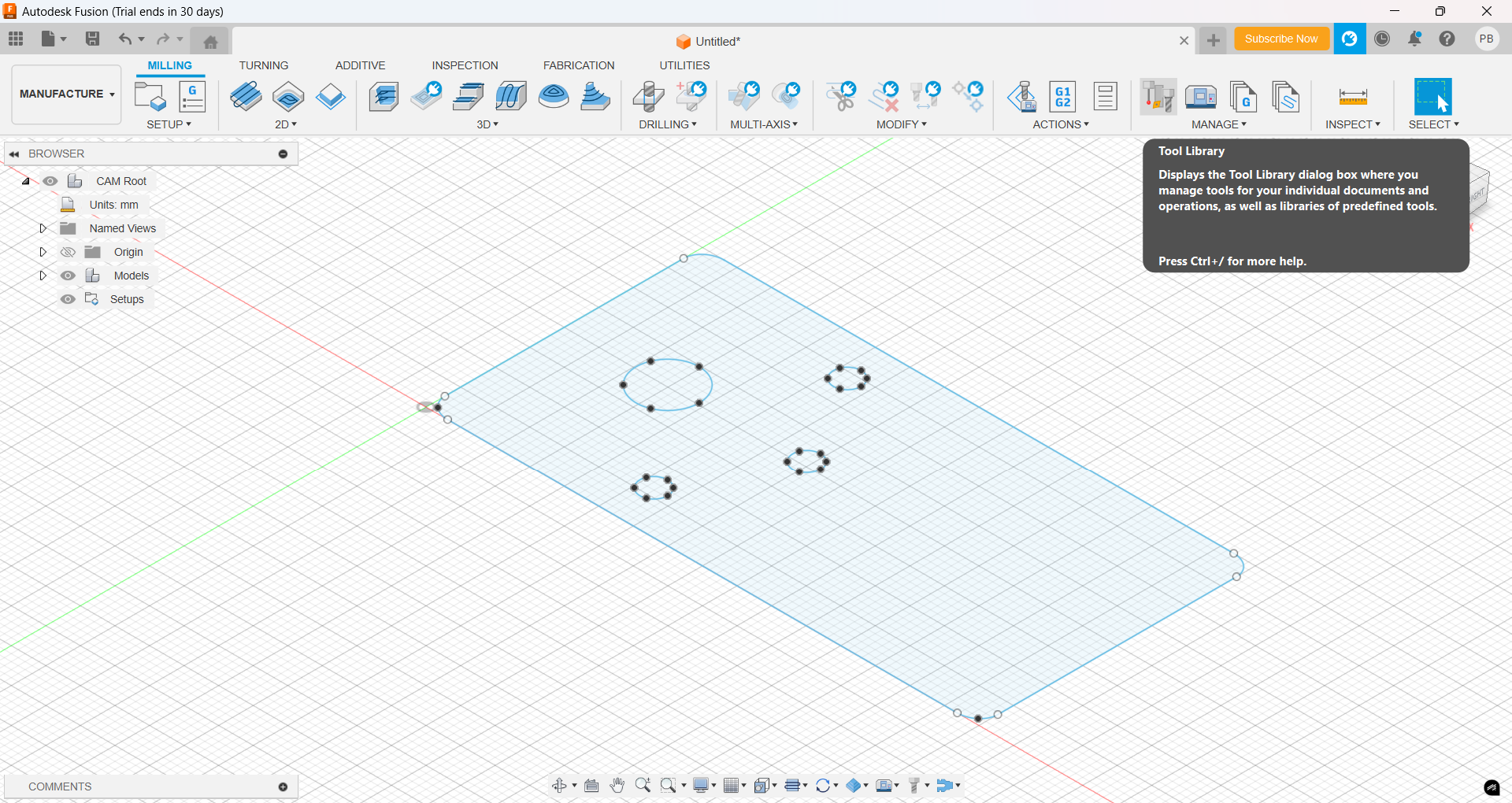
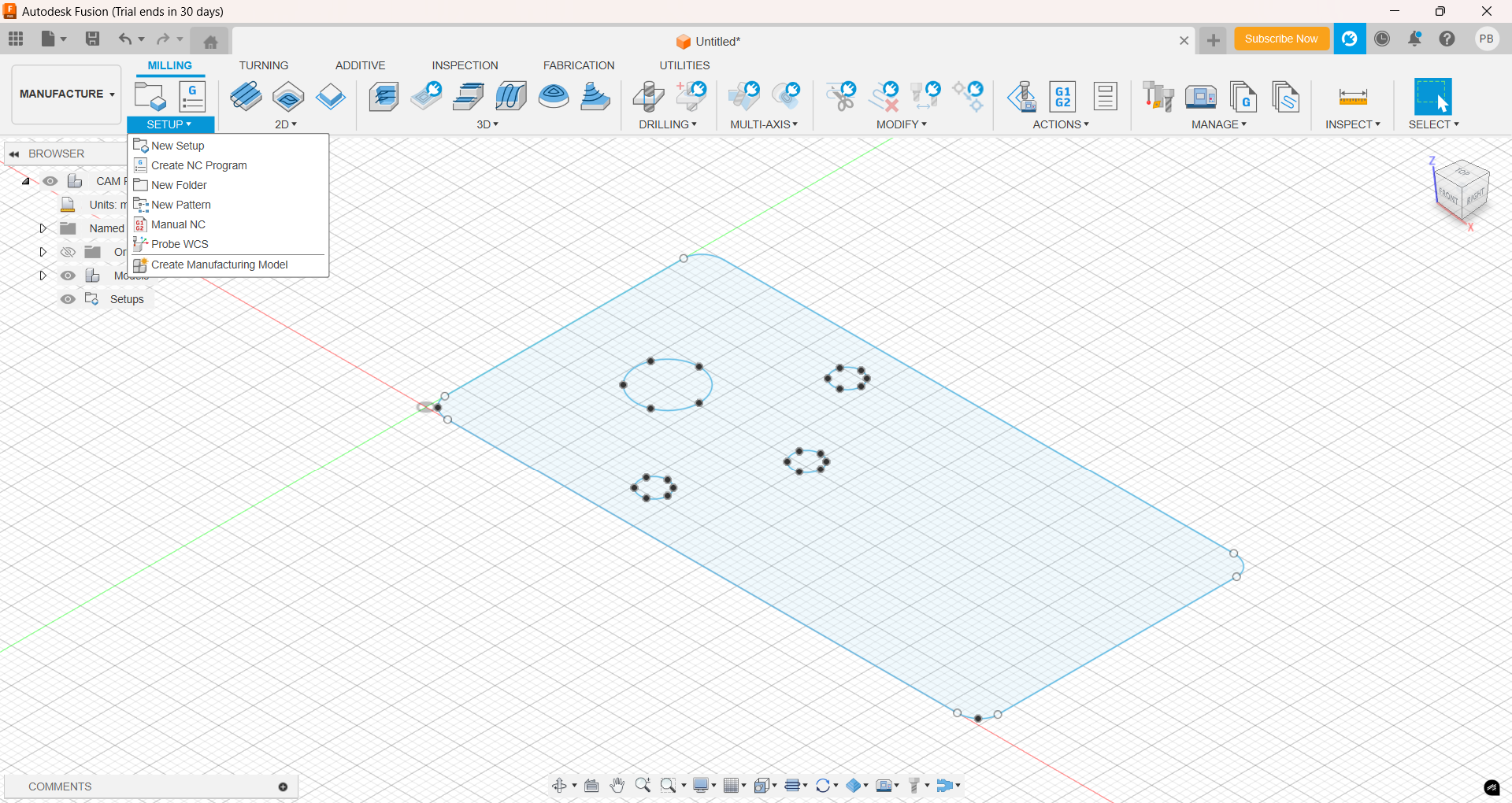
MANUFACTURE
gdzie znaleźc tool library:
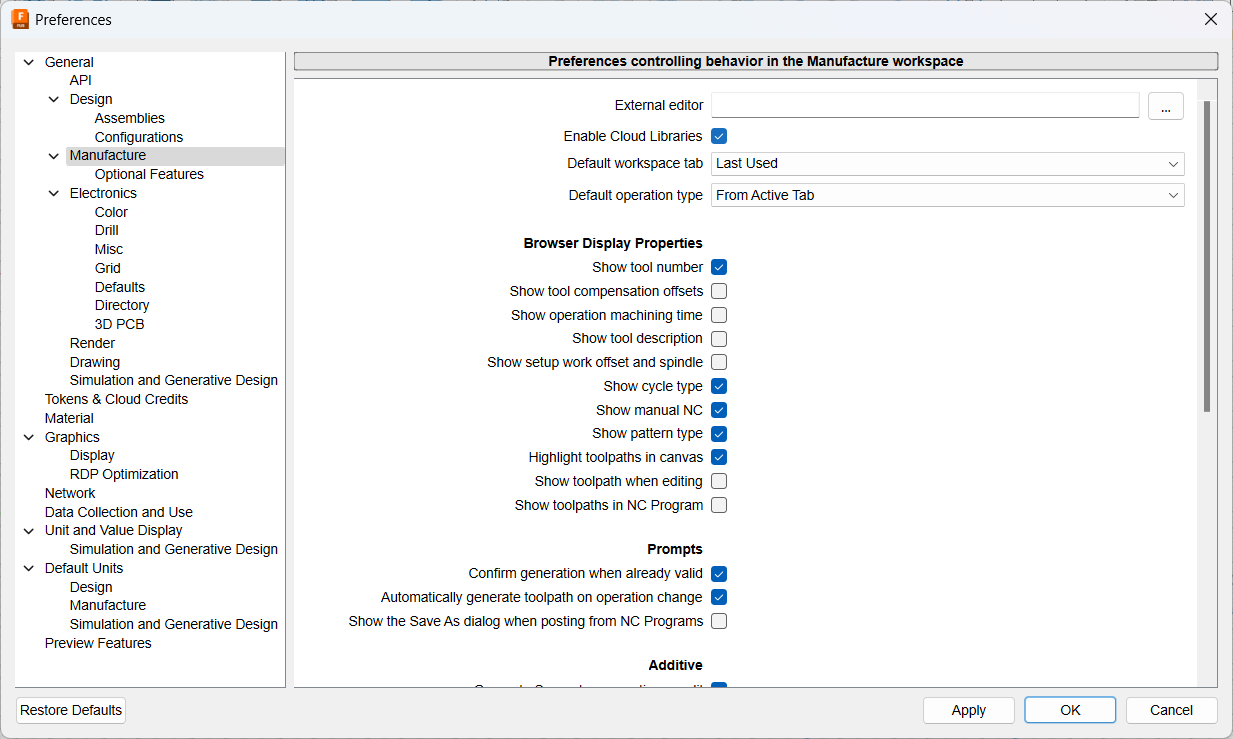
Jak właczyć toole z clouda: avatar -> preferences -> manufacture -> enable cloud libraries
Przy dodawaniu bibliotek i tooli warto unikać polskiego kodowania.
pióro = flute
cutting data bierze się z katalogu, te do drewna zwykle są uboższe
Setup!
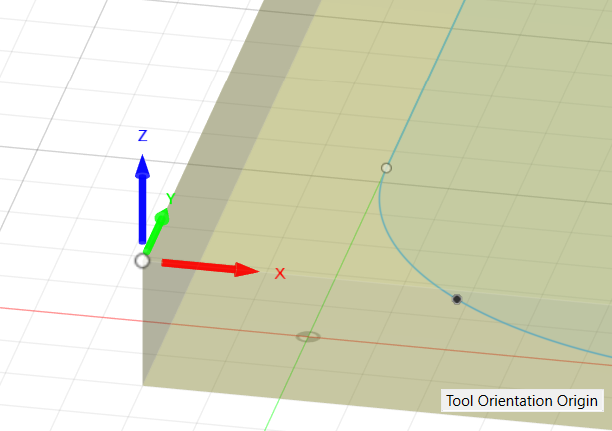
WCS - Work Coordinate System - do oreintacji, trzeba to ustalić - LEWY GÓRNY RÓG płaszczyzny
top offset - żeby zignorować nierówności topu.
Jak nadać grubość? Stock bottom offset.
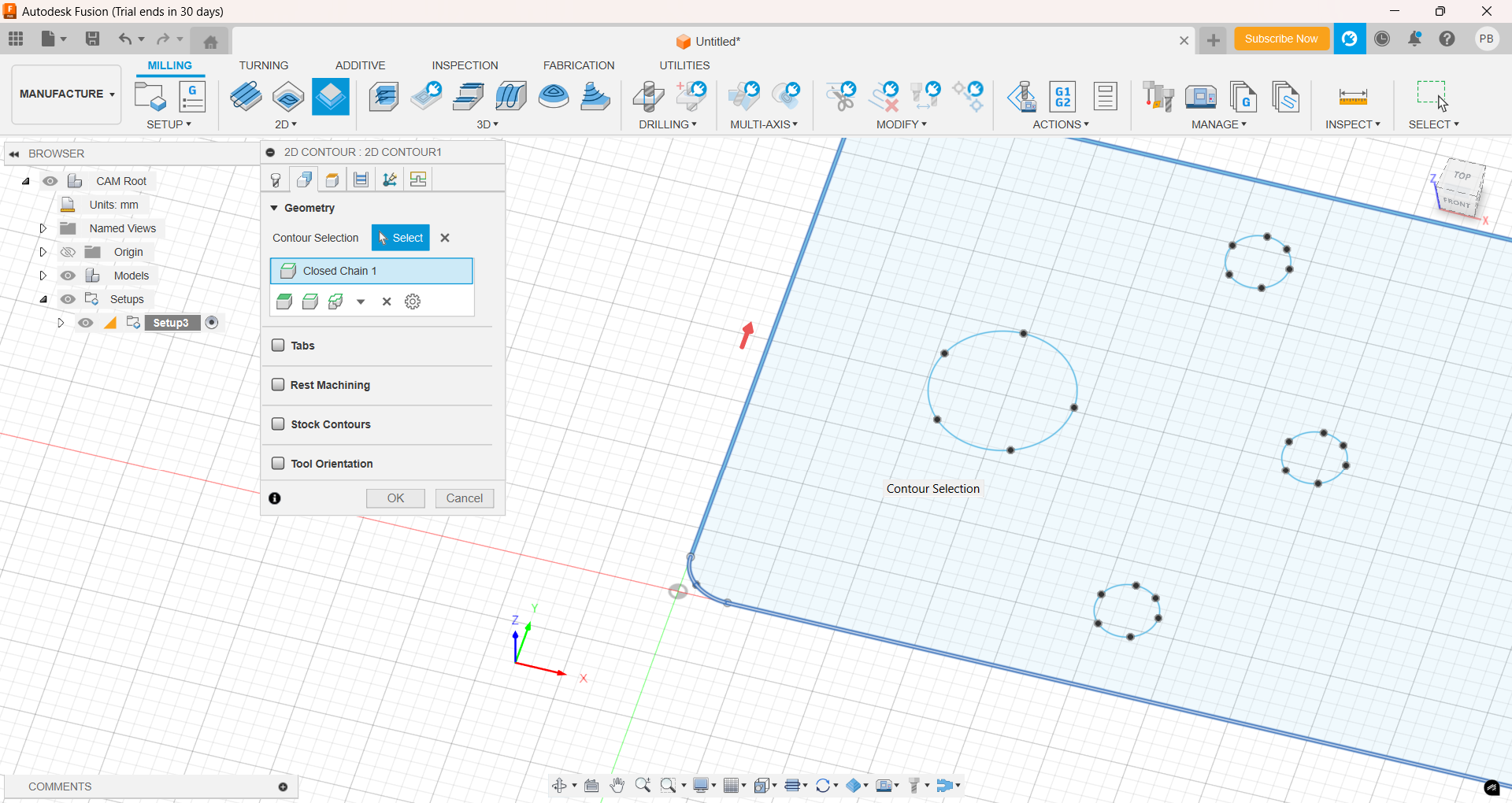
Geometry -> kontur. Strzałka pokazuje stronę cięcia - można od wewnątrz (dziury) lub zewnątrz.
Tab - mostek technologiczny. Te takie przerwki, żeby trzymało się materiału. Trzeba je potem wypykać, żeby się oddzielił. Polecane tu: trójkątne.
Heights: lowest of selected (Bottom height: -4.6)/ bottom stock.
Ogólnie polecajka - 30 dni z Fusion, playlista jest na Discordzie.
(na dioramie mogę zrobić sakury jako pojedyncze elementy i pokleić i dopiero wtedy wymyślec czerwone cięcia - WAŻNE!!!)
Passes - ma być ciekawe. frezujemy right (przeciwbieżnie), bo będzie wybierać i szarpać krawędzie, ale przez to będzie mniejsze obciązenie. Współbieżnie zrobi ładniejsze krawędzie.
Multiple drepths = TRUE. Max to ok. 1.5 grubości frezu, ale że konstrukcja jest delikatna, max 1 mm naraz.
finishing stepdowns - finiszujące kroki: jaką wartośc będzie miało zagłebienie? Tu 0.
Wall taper angle - wycięcie formy pod kątem.
Use Even Stepdowns = true, czas ten sam, a zmęczenie frezu mniejsze.
Order by depth/ islands - my damy depth.
lead in/out - wejście/wyjście w materiał. my wylączamy, ale włączamy rampę na 20 stopni. Ustawienie całego ibiektu jako rampy oszczędza czas (bez tego leci rampa-wyrównanie-rampa-wyrównanie, z tym - rampa-rampa-rampa). max rampy = grubośc materiału.
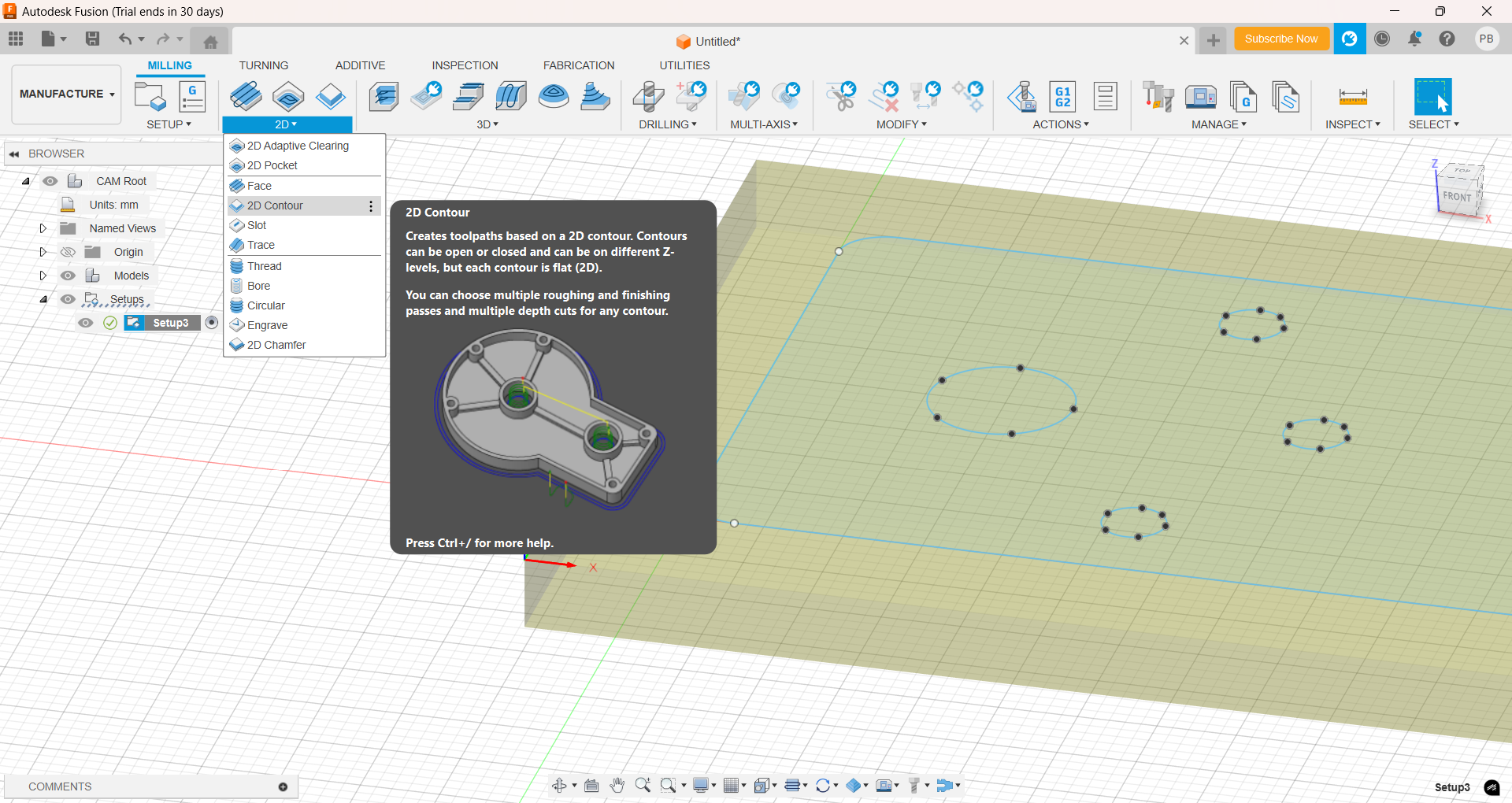
Dwa najważniejsze ficzery: wycinanie i robienie kieszonek/ dolinek/ ... - Contour i 2D pocket.
chain selection - dobra rzecz, zwieksza szanse, że krzywe będą domknięte.
stock to leave off, step over - ile ma się zahaczyć o poprzednią warstwę
Simulate with machine
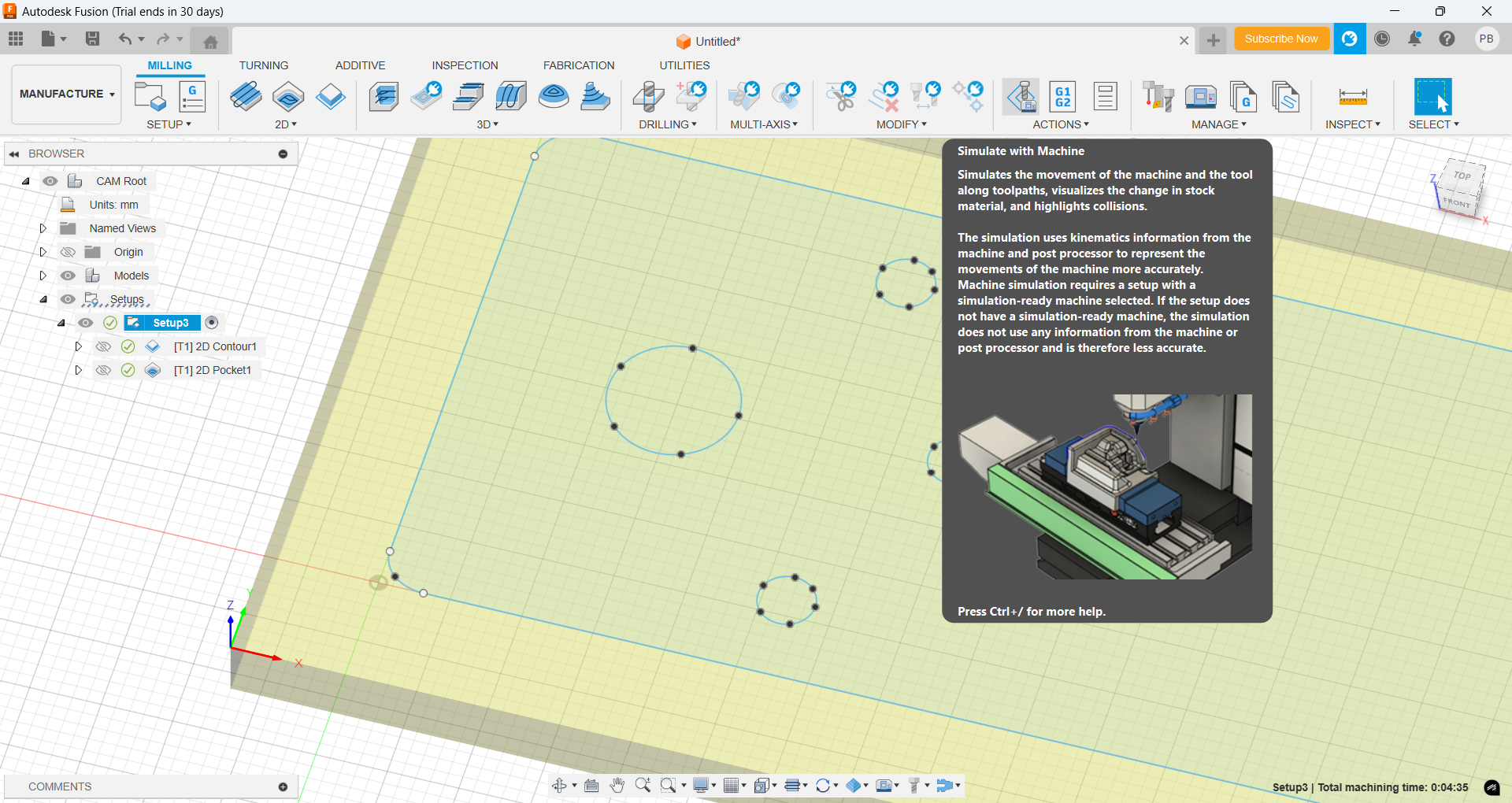
Warto sprawdzić czy koeljność jest poprawna - wolimy najpierw wyciąć pockety, a potem całość. Należy wyjść z symulacji i drag&drop w kolejności setupu.
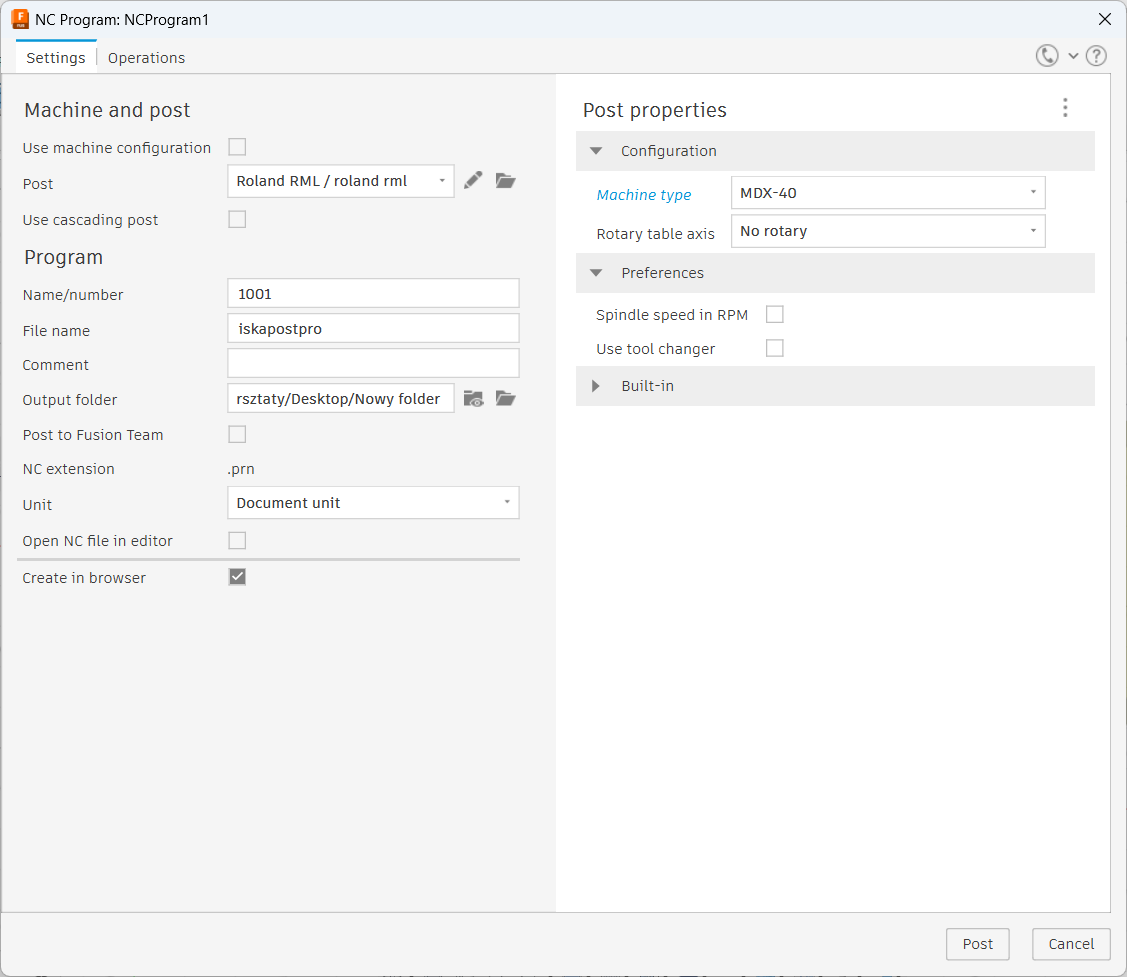
Dodajemy postprocesor: setup w drzewku -> actions -> post process
Do sterowania: vpanel for...
A teraz pliki:
{kind=link}
{kind=link}