MadaM 15.11.2024

filament wodo-rozpuszczalny PVA (jest biodegradowalny, na maxa drogi)
DRUK ŻYWICZNY
DRUK 3D SLA&mSLA
SLA stereolitografia
wykorzystywało się lasery! potem rzutniki
mSLA maskowana stereolitografia
wyświetlacz lcd
po wydruku trzeba go umyć z żywicy w IPA, potem dokładnie pod wodą, osuszamy, potem naświetlamy UV żeby go utwardzić
- długość fali UV w info od producenta jest istotna - 365-405 nm jest optymalna
zużywa się żywica, folia FEP, ekran LCD, smarowanie prowadnic i śrub
ta folia jest istotna - jest naciągnięta na zbiornik z żywicą, rozciąga się
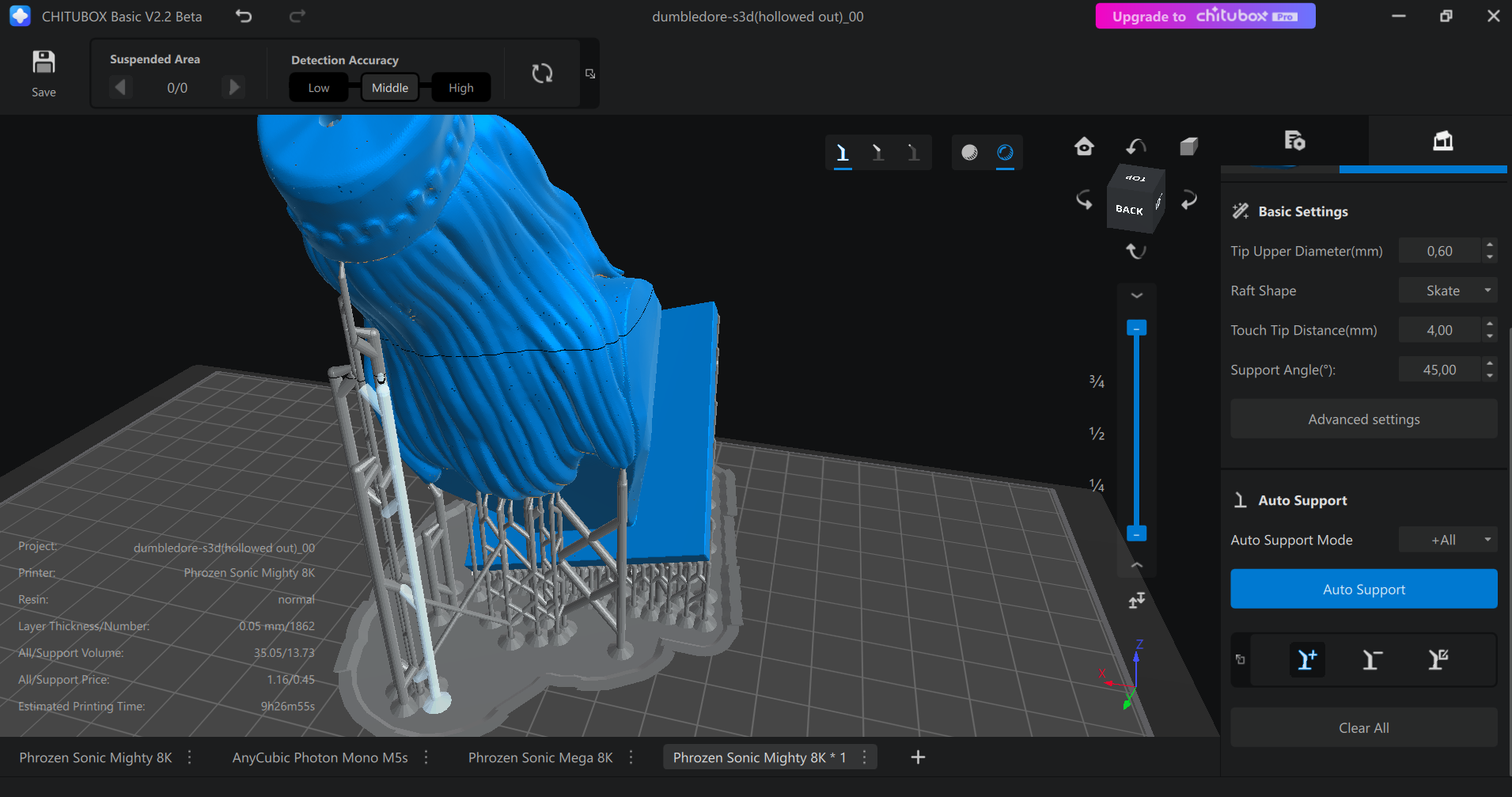
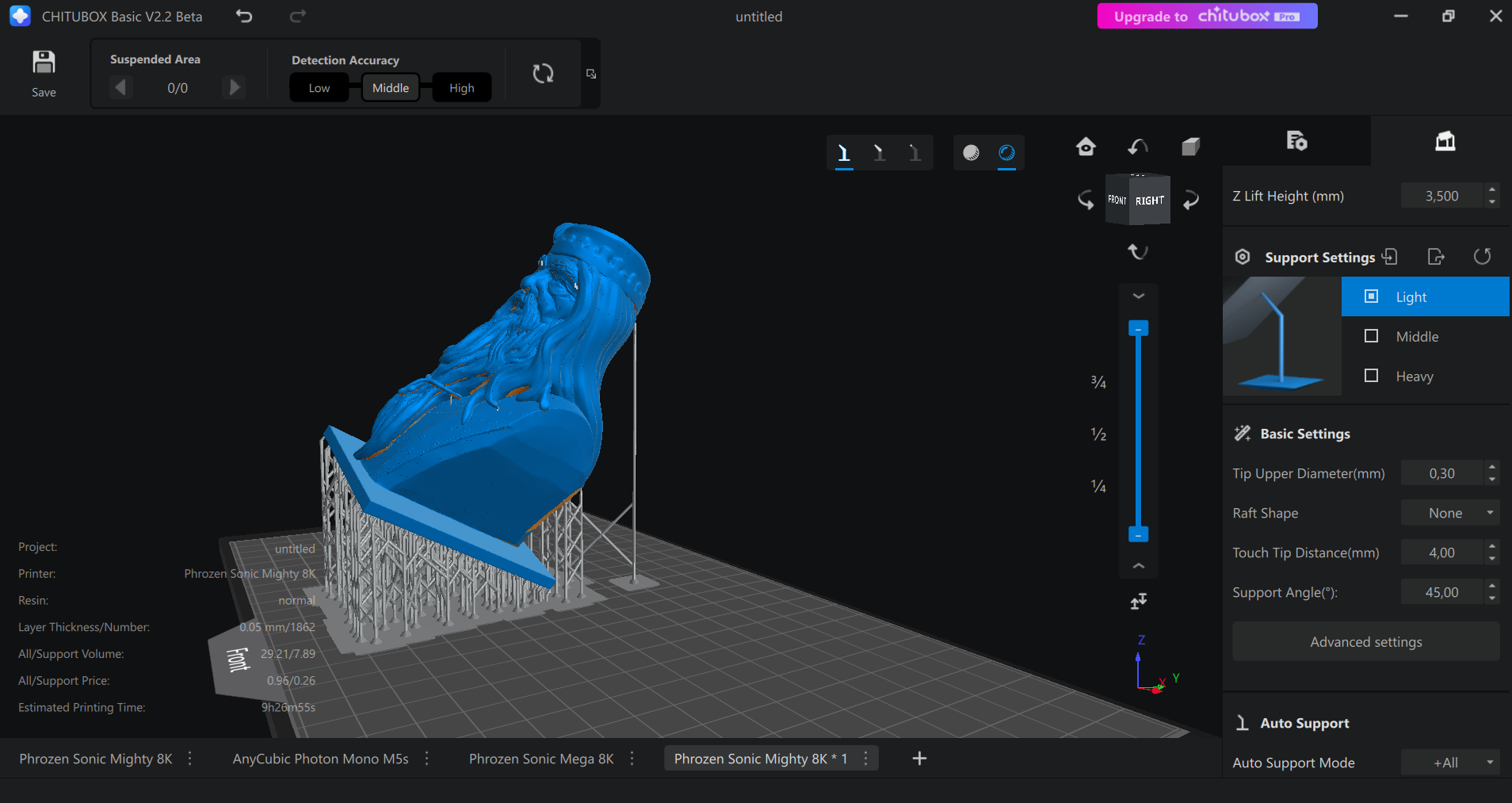
robi się z tego supporty, albo łączenia supportów only
może się zdarzyć curling i sagging
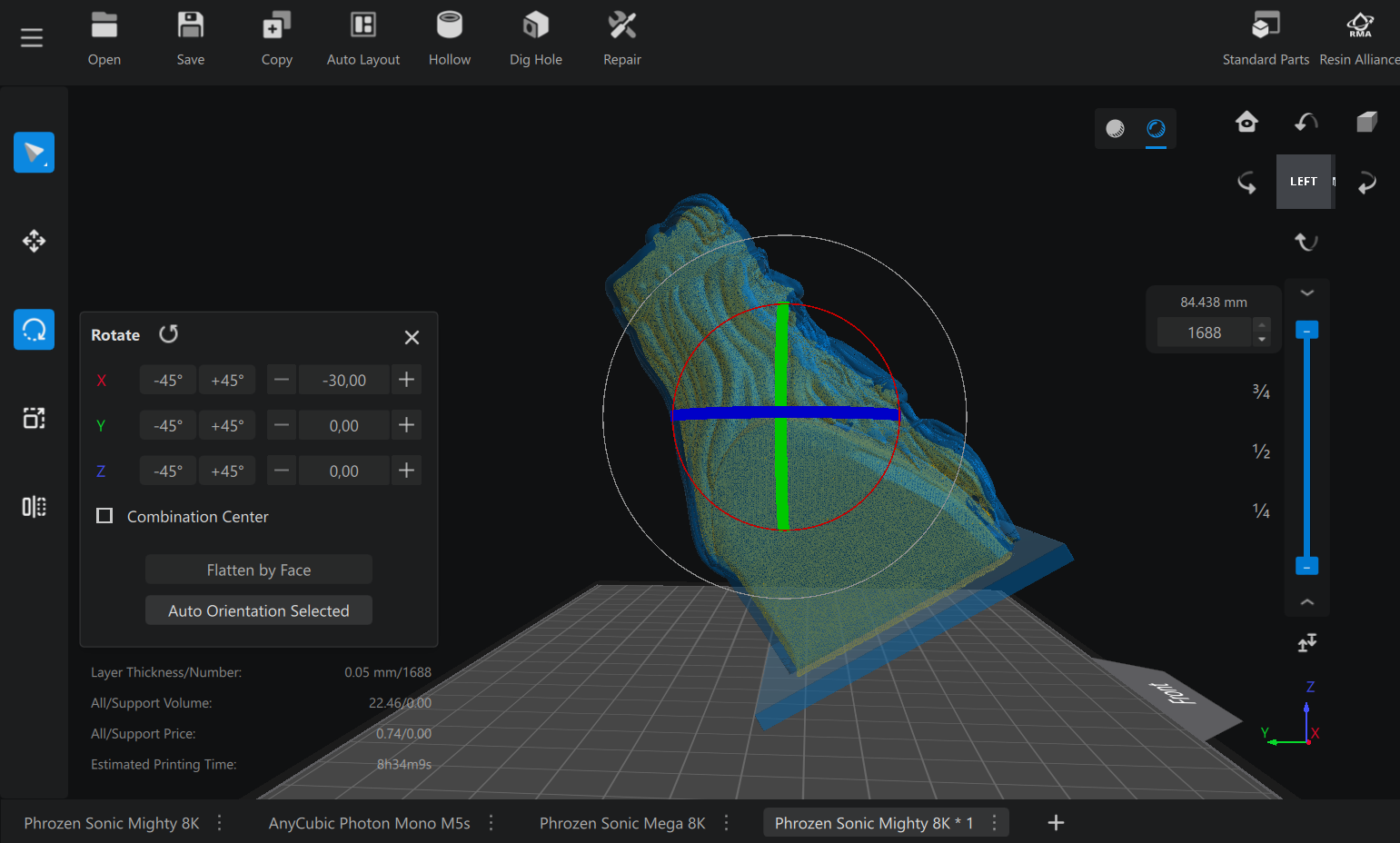
!!! początkowa część modelu o jak najmniejszej powierzchni styku !!!
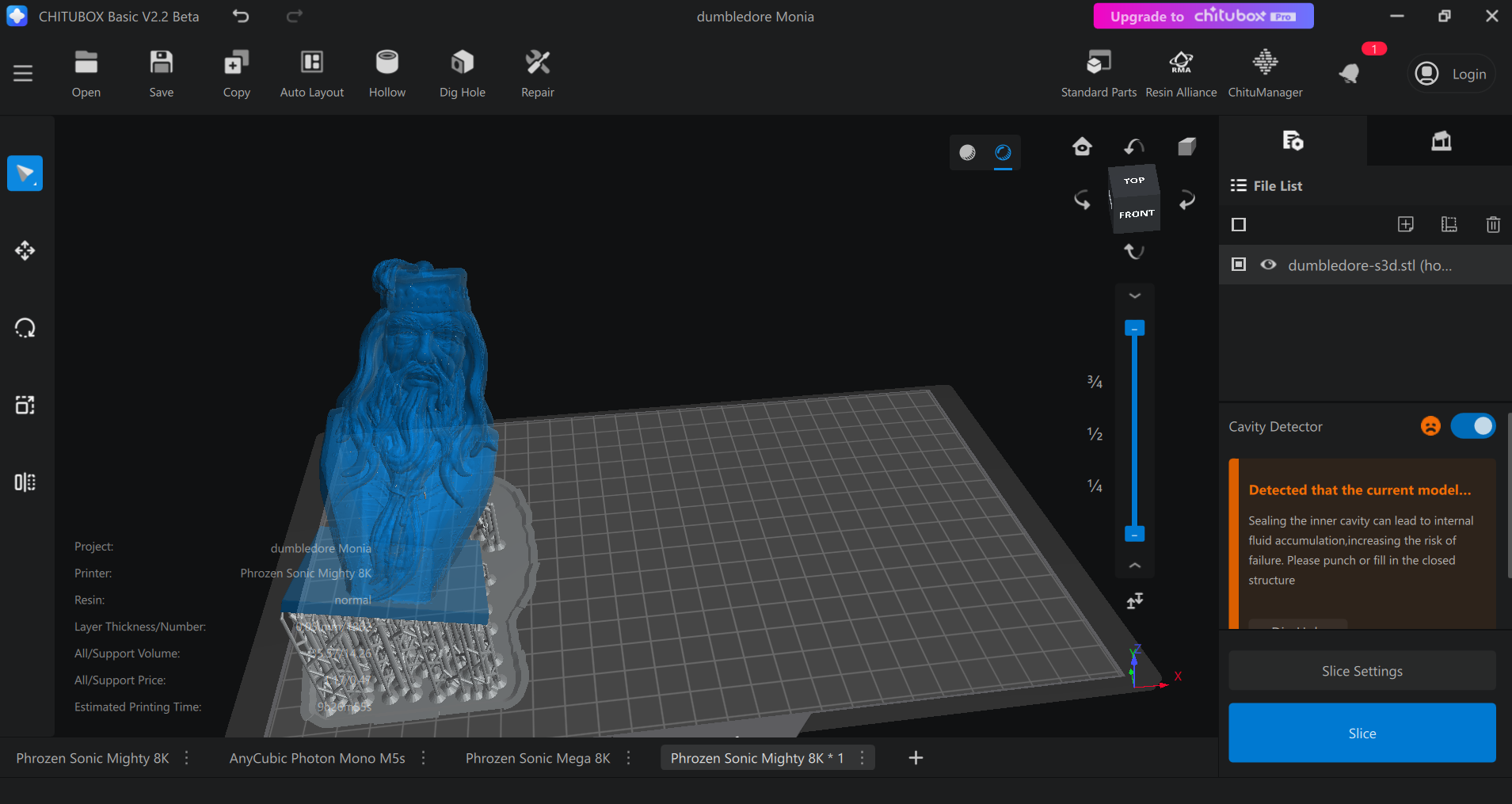
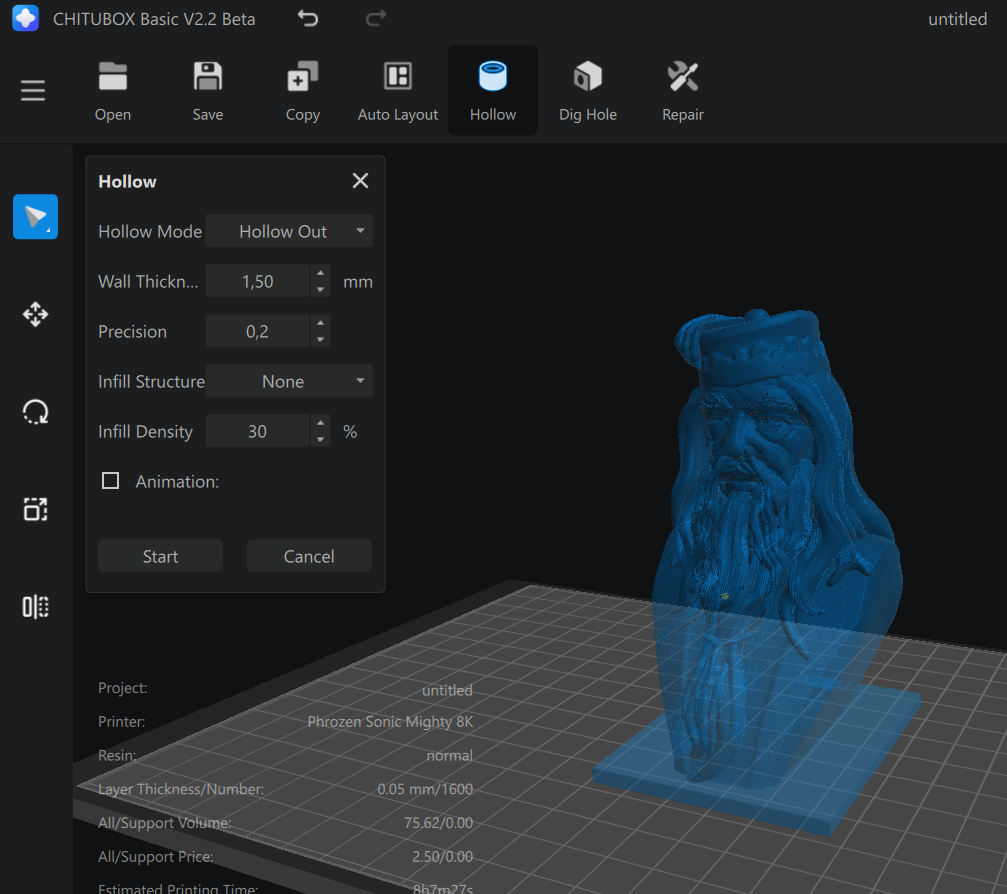
wnętrza puste
chituBOX (taki slicer) program do krojenia modeli - rozszerzenie .ctb
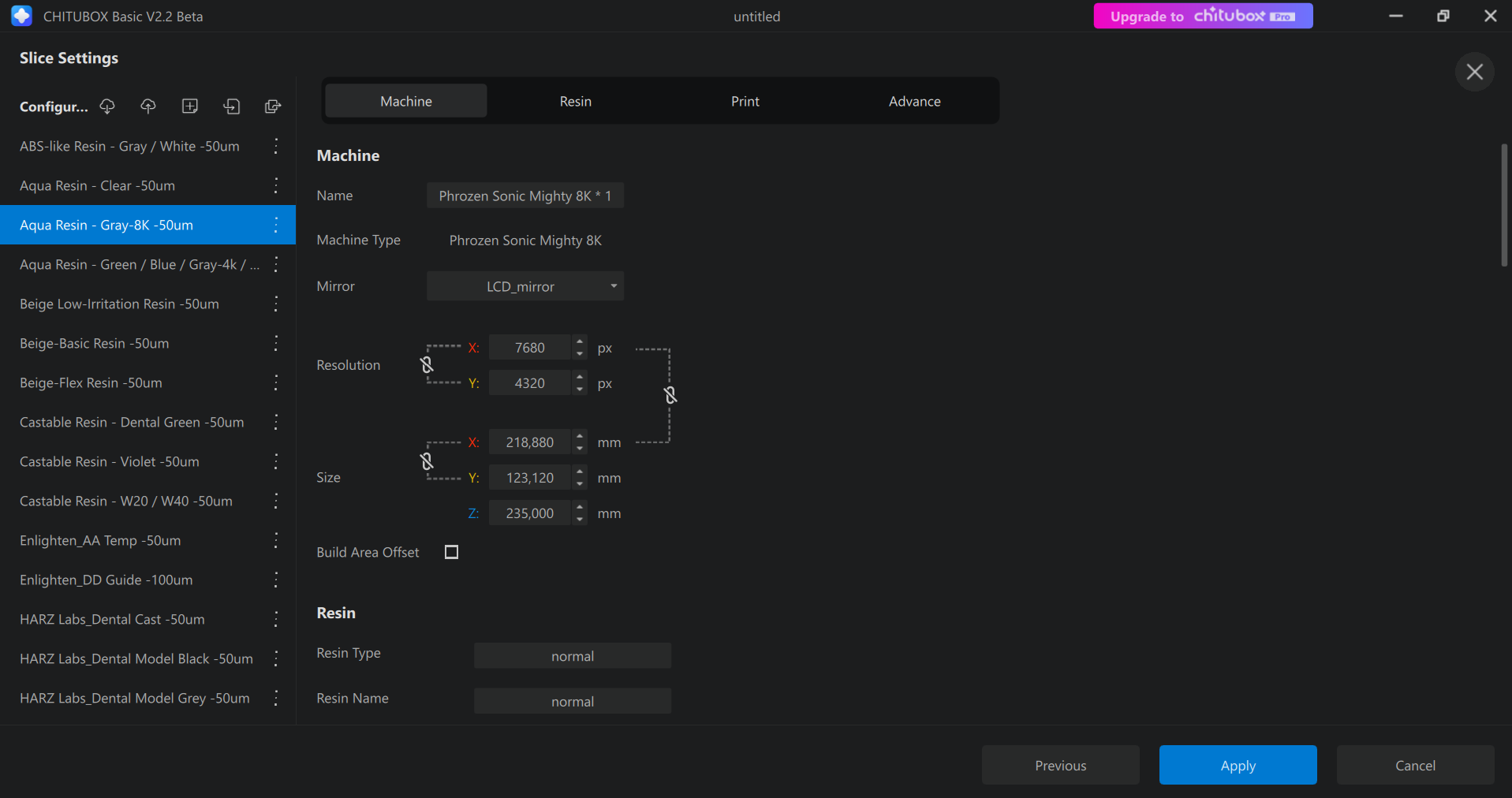
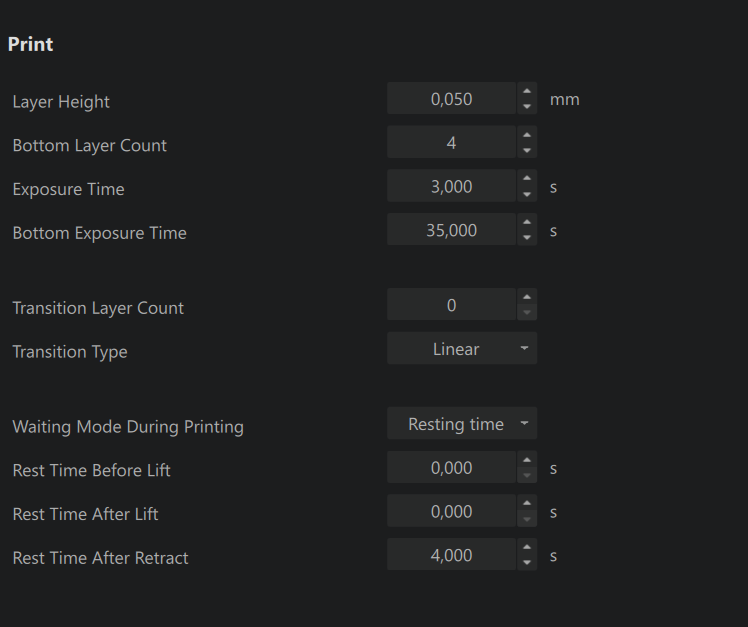
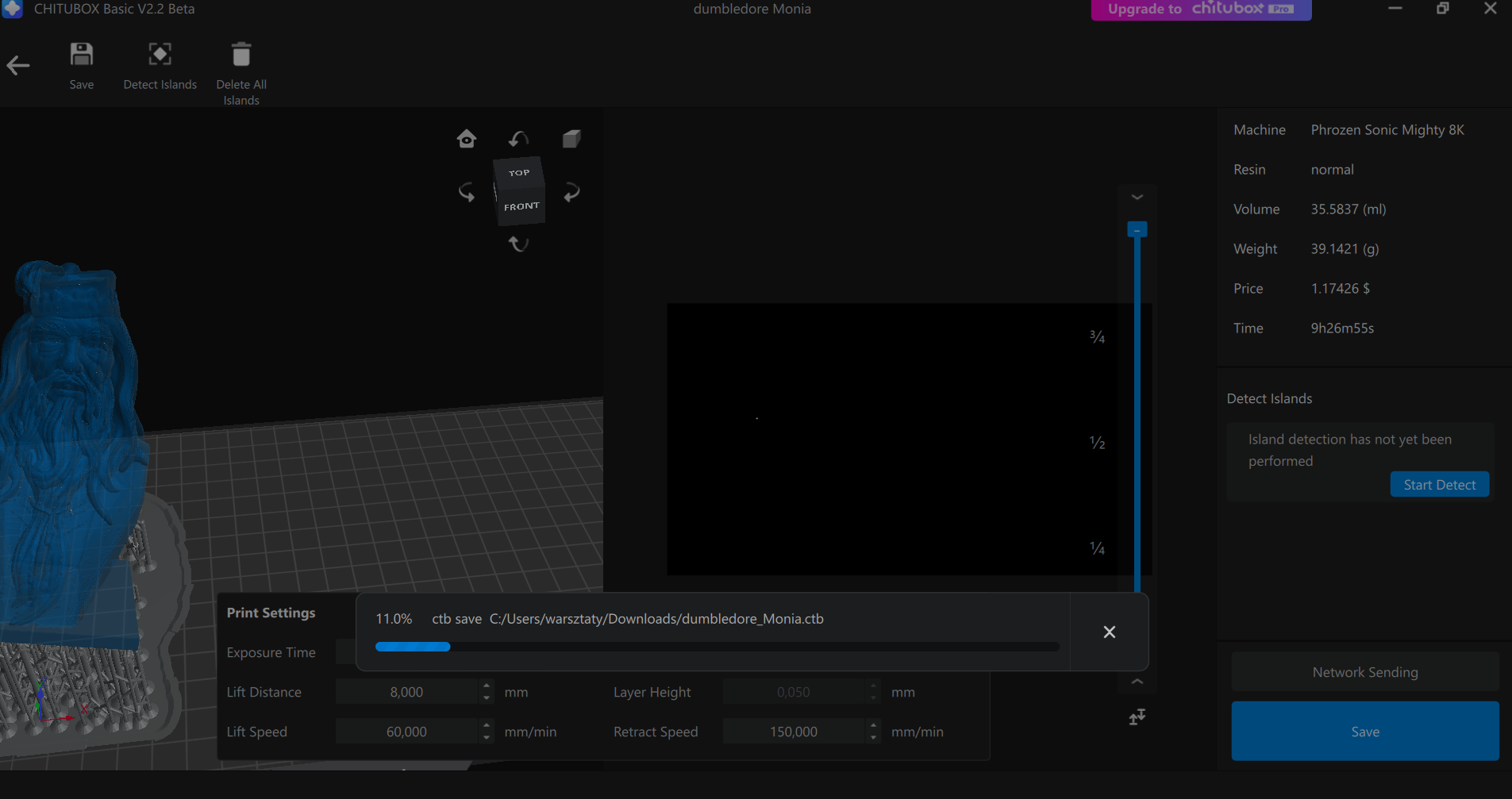
NAJWAŻNIEJSZE PARAMETRY
- wys warstwy: 0,05 mm
- liczba warstw dolnych: (warstwy naświetlane dłużej)
- czas ekspozycji:
- dolny czas ekspozycji:
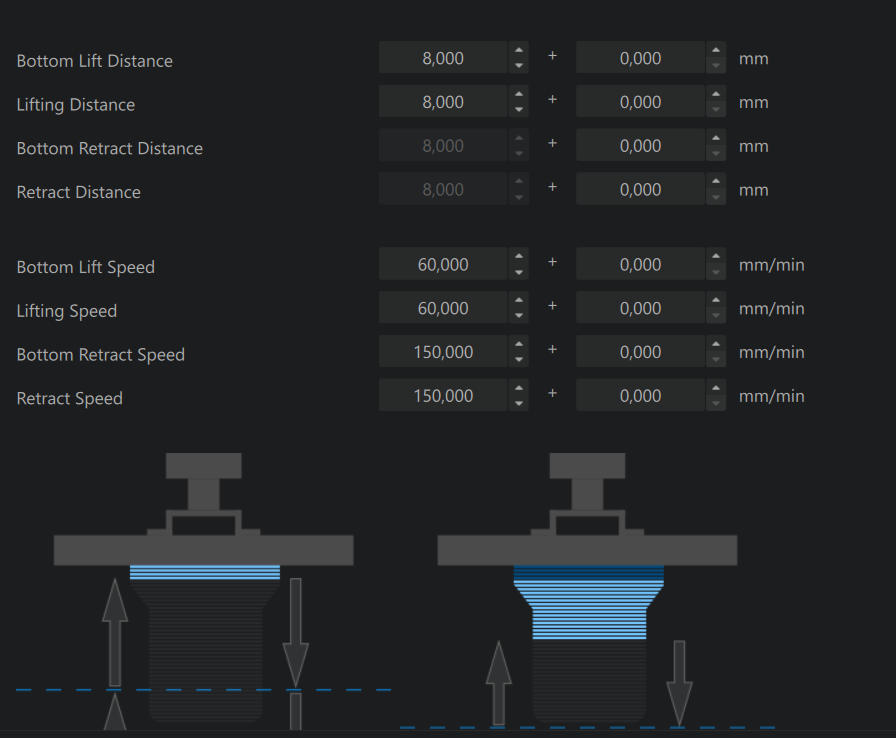
- odległość podnoszenia dolnego:
- odległość poodnoszenia:
Często są podane przez producenta
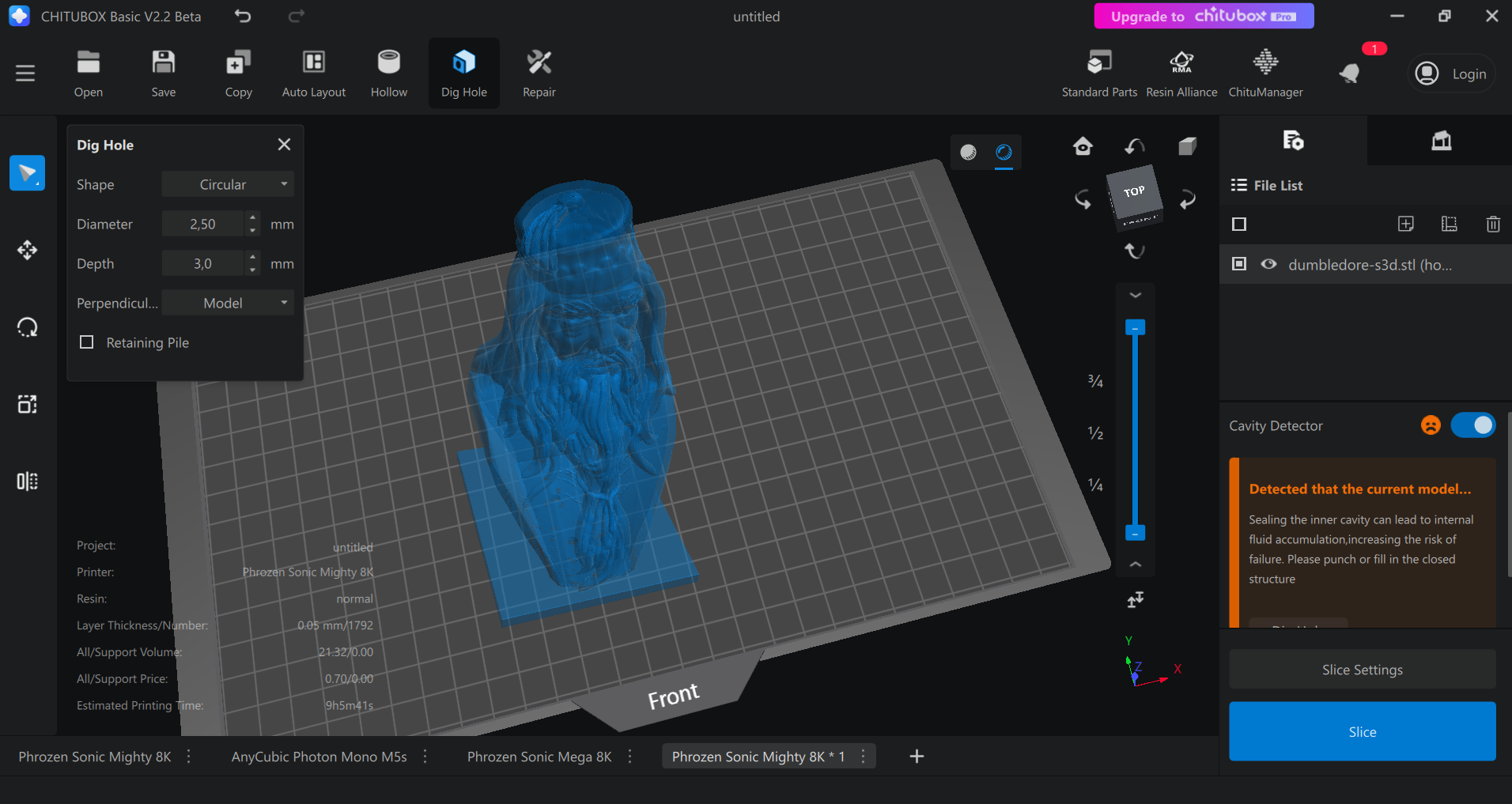
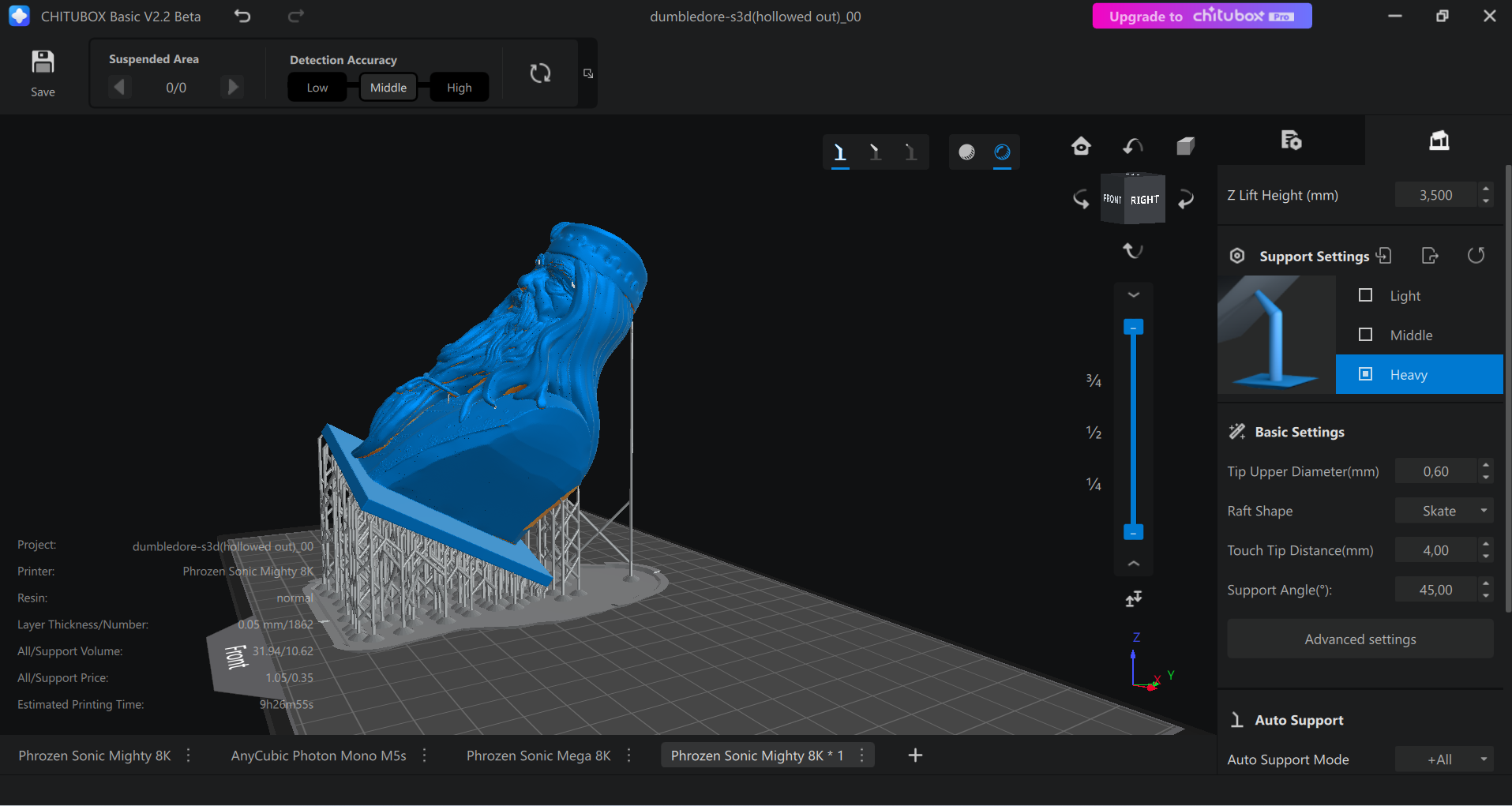
otwory też wokół dziur, które wcześniej robiliśmy, a na końcu podpory podpór