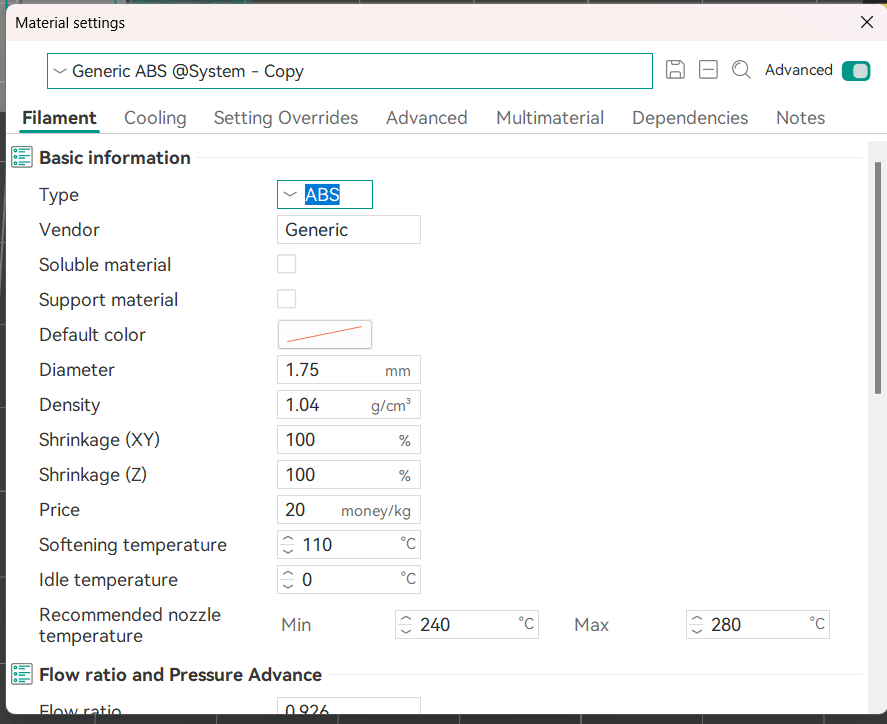
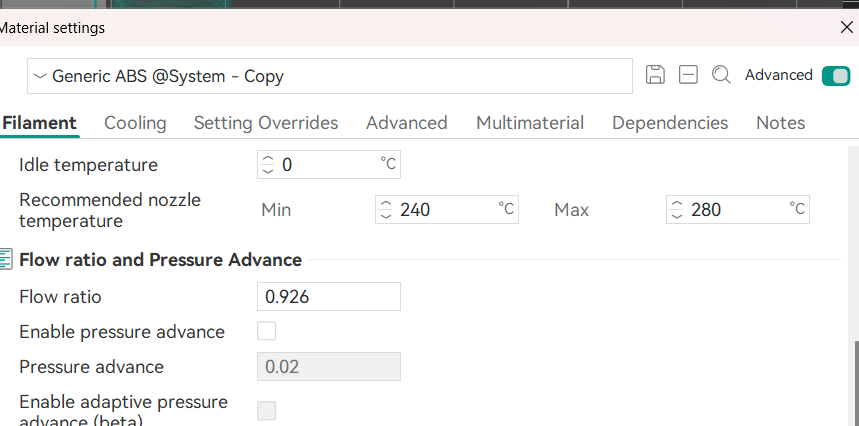
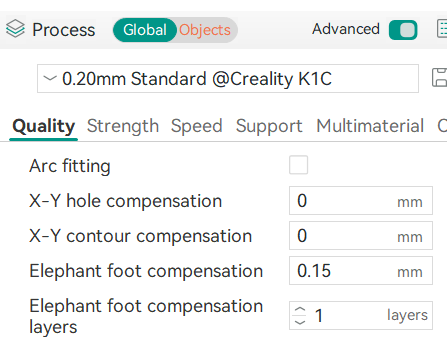
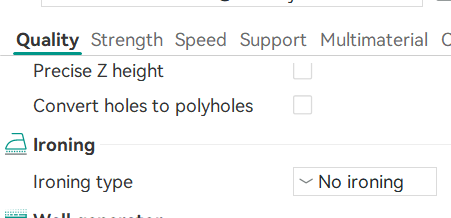
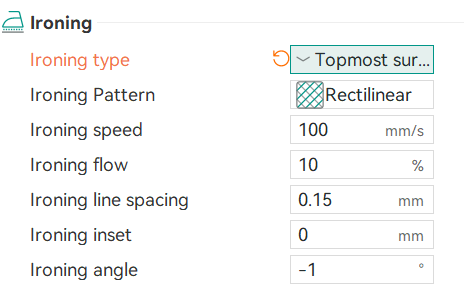
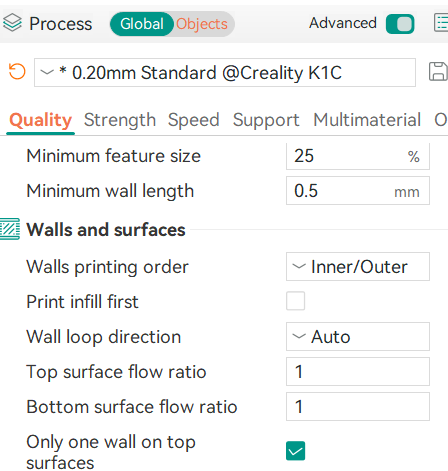
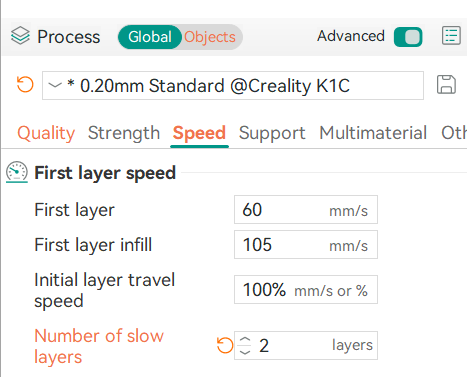
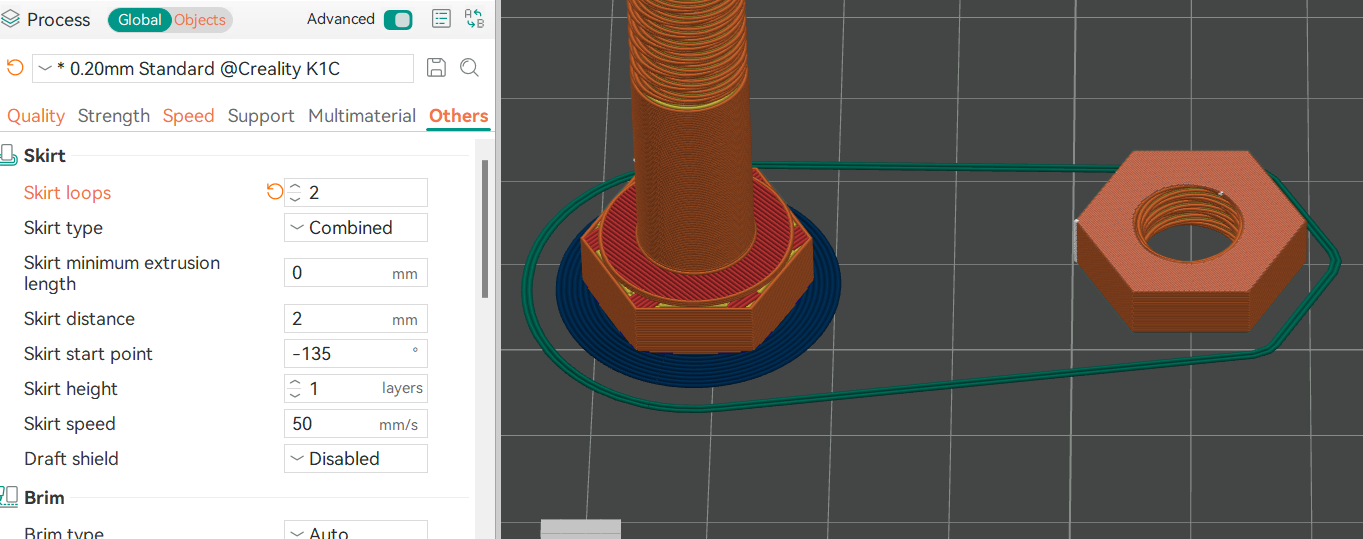
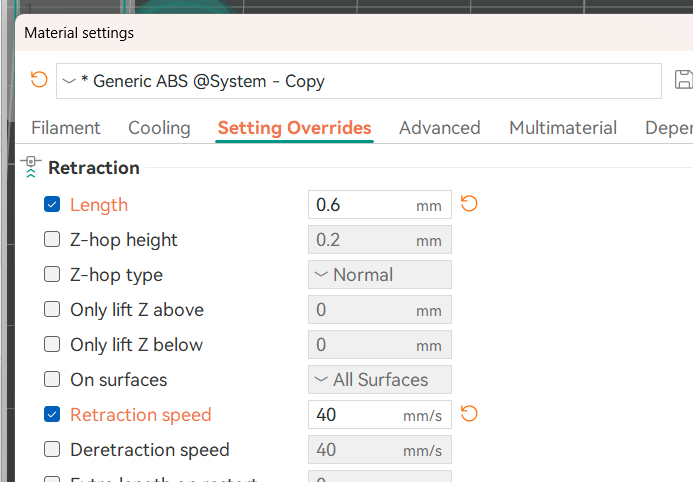
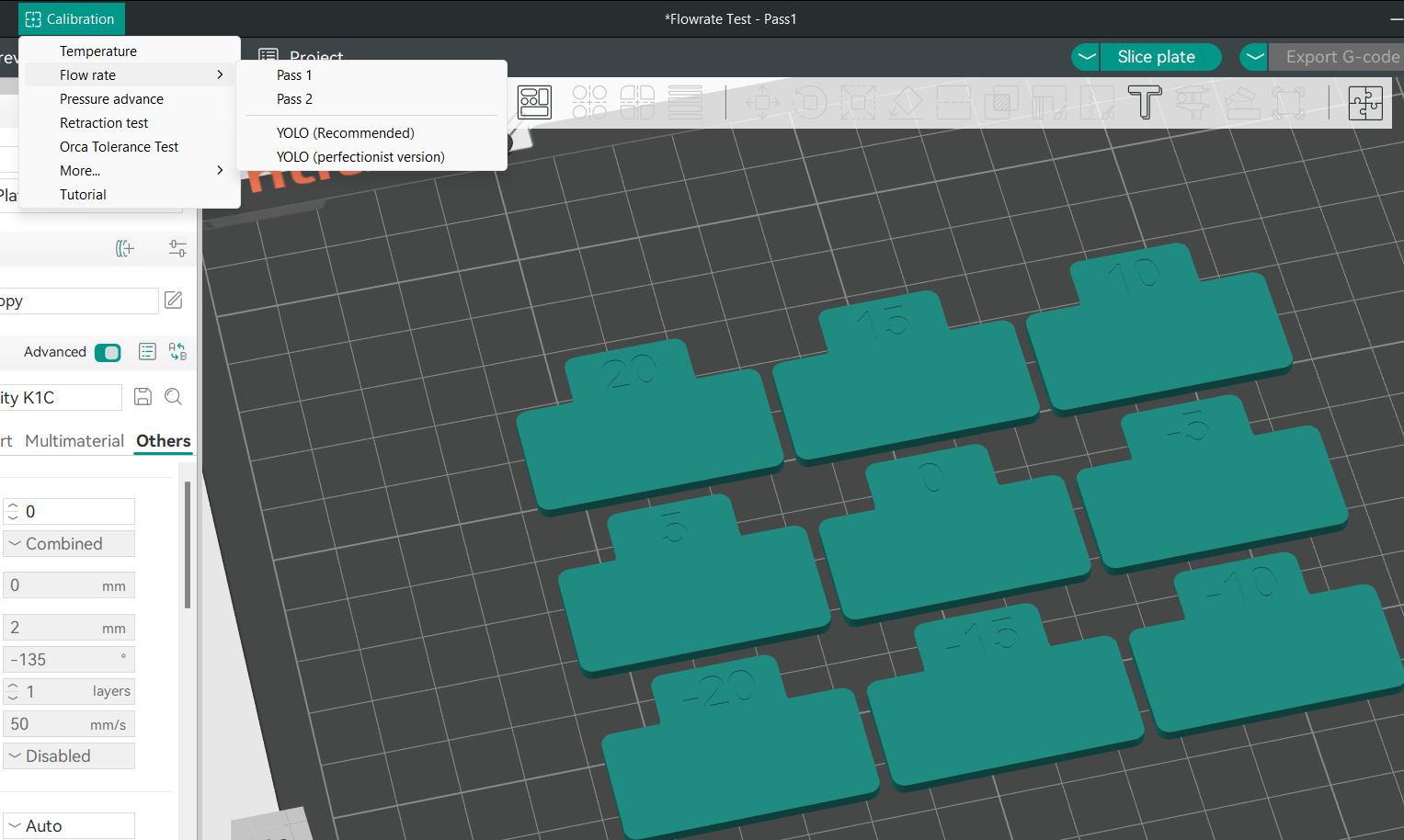
ORCA - ustawienia zaawansowane
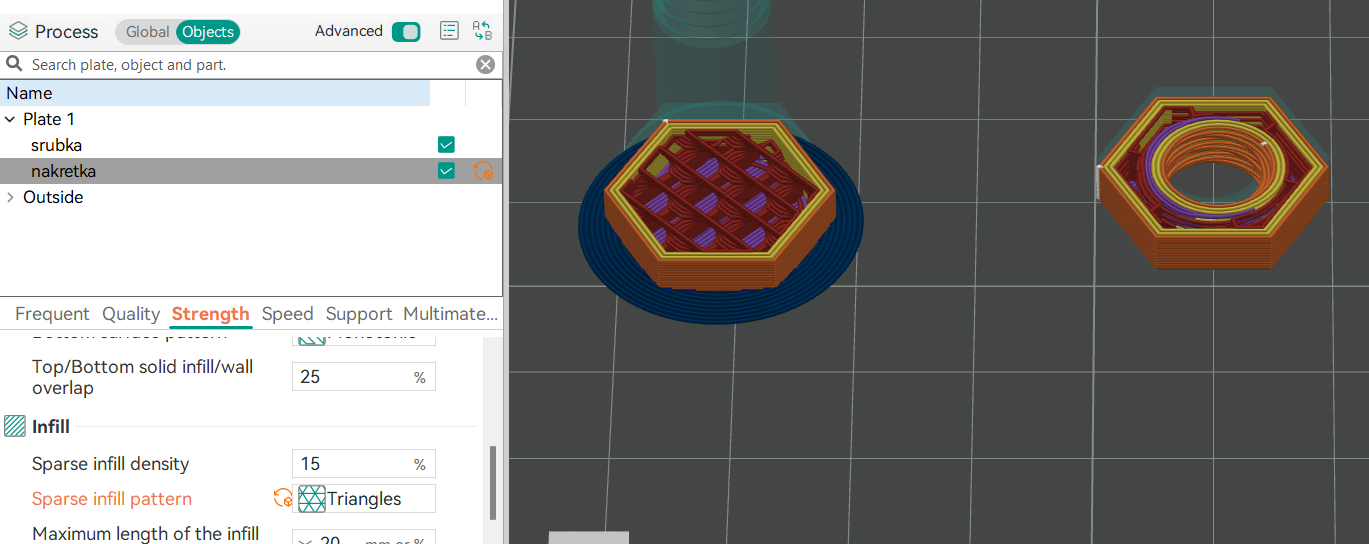

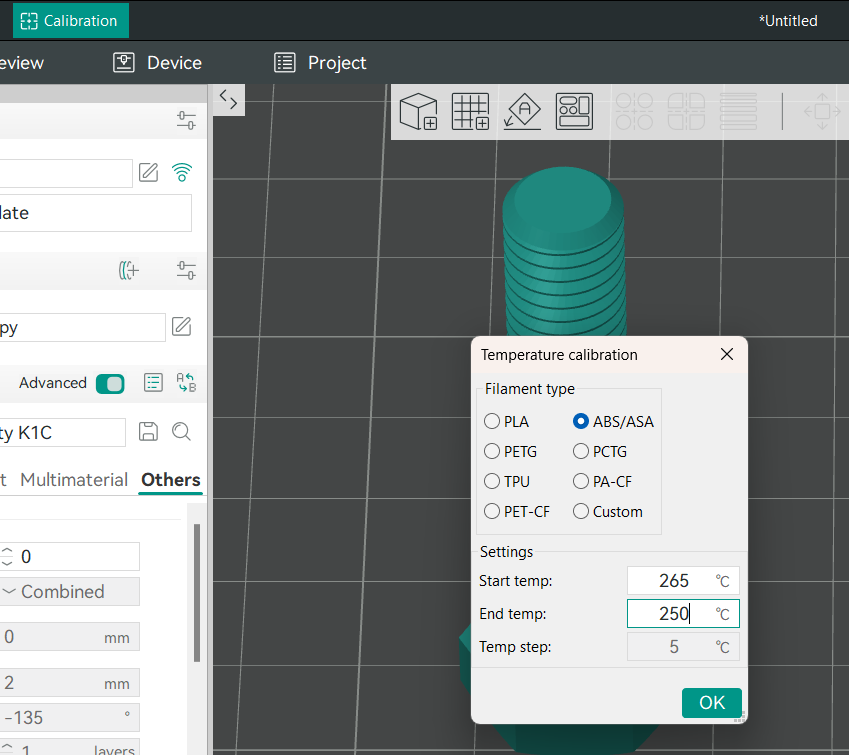
KALIBRACJA W ORCA - testy tolerancji
ŚRODKI ZWIĘKSZAJĄCE ADHEZJĘ - nie stosować
dimafix - ale nie stosować, bo wystarczy dobrze wyczyszczona płyta IPĄ lub wymyć pod wodą z szarym mydłem lub płynem
SMAR teflonowy lub litowy do smarowania prowadnic