Przygotowanie do druku
michelada - obrys
- rozgrupowanie lepsze
- sprawdzenie kolorów
- przy grawerze - samo wypełenienie, bez stroke ->select same - fill color i zaznaczy się, tylko przy grawerach jest fill
- stroke to path - żeby był grawer
- sama linia – jak wycięte
żeby rozbić na 2 ścieżki (np z kółka, po stroke to path) -> path -> break apart
- doc. properties -> resize to content (po zaznaczeniu projektu/warstaw) ; scale:1 (zazwyczaj) -> zapisz jako inkscape svg / plain/ compress etc
- wejście na stronę www (dostępna tylko wewnętrznie) -> przejście do strony trotec (z drukiem): ustawiamy materiał (jeśli są wyblakłe materiały, to oznacza, że coś jest nie tak)
Każda maszyna tnąca (laserowa etc) - posiada KERF, który opowiada ile dana maszyna zabiera materiału w procesie cięcia.
Przy cięciu w metalu:
Laser= 0,025
wodny = 0,035
oxyfuel=0,045
plasma=0,150
a na laserze od 0,15 do 0,3
- wypukła do góry soczewka najbardziej skupia laser, jest delikatnie wklęsła od dołu
Materiały do druku laserowego:
- sklejka suchotrwała - pod laser
wykorzystanie: bending pattern - pod abażury
- płyta MDF
- Derlin (POM) - "polimerowe aluminium) - b.wytrzymały materiał
- Stamp Rubber (producenci pieczątek i ) i Trotec, Epilog, Universal) w PL najwięcej chińskich
- na kamieniu
- na telefonie - przez pastę na której się graweruje
- papier -> bardziej dioda niż tubowy laser
- FOAMS: poliester, polietylen, poliuretan, neopren -> pianka Ewa najlepsza :D
- skóra
- szkło
- felt
czego nie powinno się ciąć:
- ABS, FR4, epoxy like materials (żywico podobne materiały), teflon, Poliuretan
QR kod można tworzyć w inkscape
- manage extension w inkscape - można tworzyć QR
wiki.robisz.to - obsluga lasera
Obsługa lasera:
1. https://desktop-enhvbkr.local:2402/app/manage - Q400 - duży laser
- Projekt to projekt, a zadania to przygotowanie do cięcia. W projekcie nie ma profili -> Projekt -> ustawiam w odpowiednim miejscu -> play i przechodzę do zadania
- W projekcie dodaję plik -> pojawia mi się z lewej strony
- nie rysujcie w CAMach (bo nie zapiszemy tego i stracimy projekt ; nie ma tu dokładności)
- ikona - dopasuj do projektu / resize to contur - tu można ustawiać marginesy jeśli chcemy obok siebie wypalać
- skalowanie konturu - ikona
- po prawej szerokosc i wysokosc całego dokumnetu, a ponizej
- jesli wszystko się zgadza to klikamy "utwórz zadanie"
- żeby wprowadzić zmiany na etapie zadadania (cofnąć się do projektu) - klikam w projekt i na ołówek
- Tu ustawiamy materiał, sprawdzamy wielkość projektu
- na dużym laserze - sklejka 3 mm
- mały laser - wood play - Aby "Dodać do kolejki" musimy być pewni, że zgadza się materiał i inne ustawienia, nie klikamy dopóki nie podłączymy się do lasera.
Zaawansowane ustawienia Ruby - z lewej strony "materiały"
- ctrl+shift+r - dopasuj do projektu / resize to content
- 4 kwadraciki -> można ustawić ilość druków w jendym zadaniu i odstępy pomiędzy, żeby zmultiplikować (ustawienie nazywa się matrix/ macierz / lectangural pattern w różnych laserach)
- Optymalizujemy druk -> czyli laser liczy sobie najkrótszą ścieżkę pomiędzy
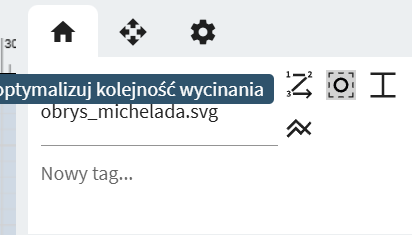
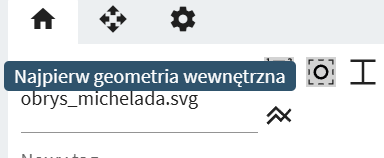
najpierw geometria wewnętrzna - czyli jeśli wycinamy środek, to nie przesunie się nam zewnętrzne

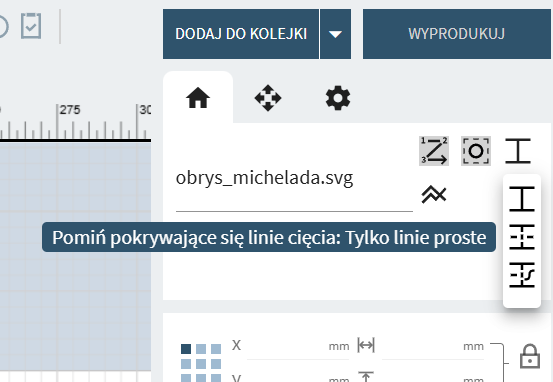
- pomiń pokrywające się linie cięcia: wł -> np dwa prostokąty, które stykają się ramą z jednej strony (tylko do linii prostych)to przetnie je raz

- np. w mandali - przt wlaczonej opcji sprawdzi czy obiekt nie zostal pominiety/
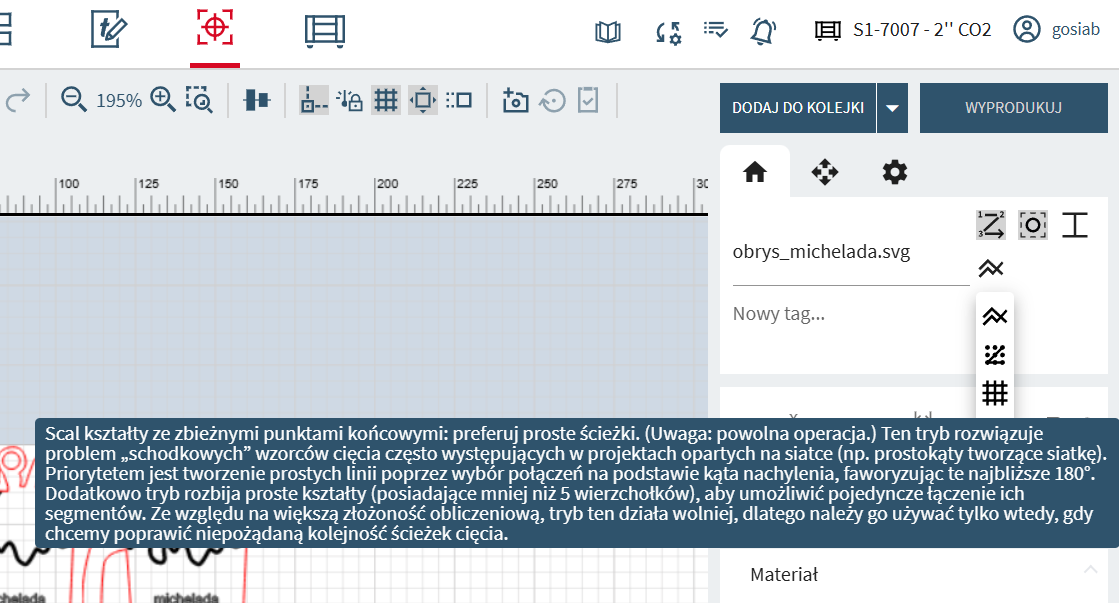
Najczesciej korzystamy ze srodkowego wyboru, czyli
Optymalizacja łączenia węzłów:

MATERIAŁY:
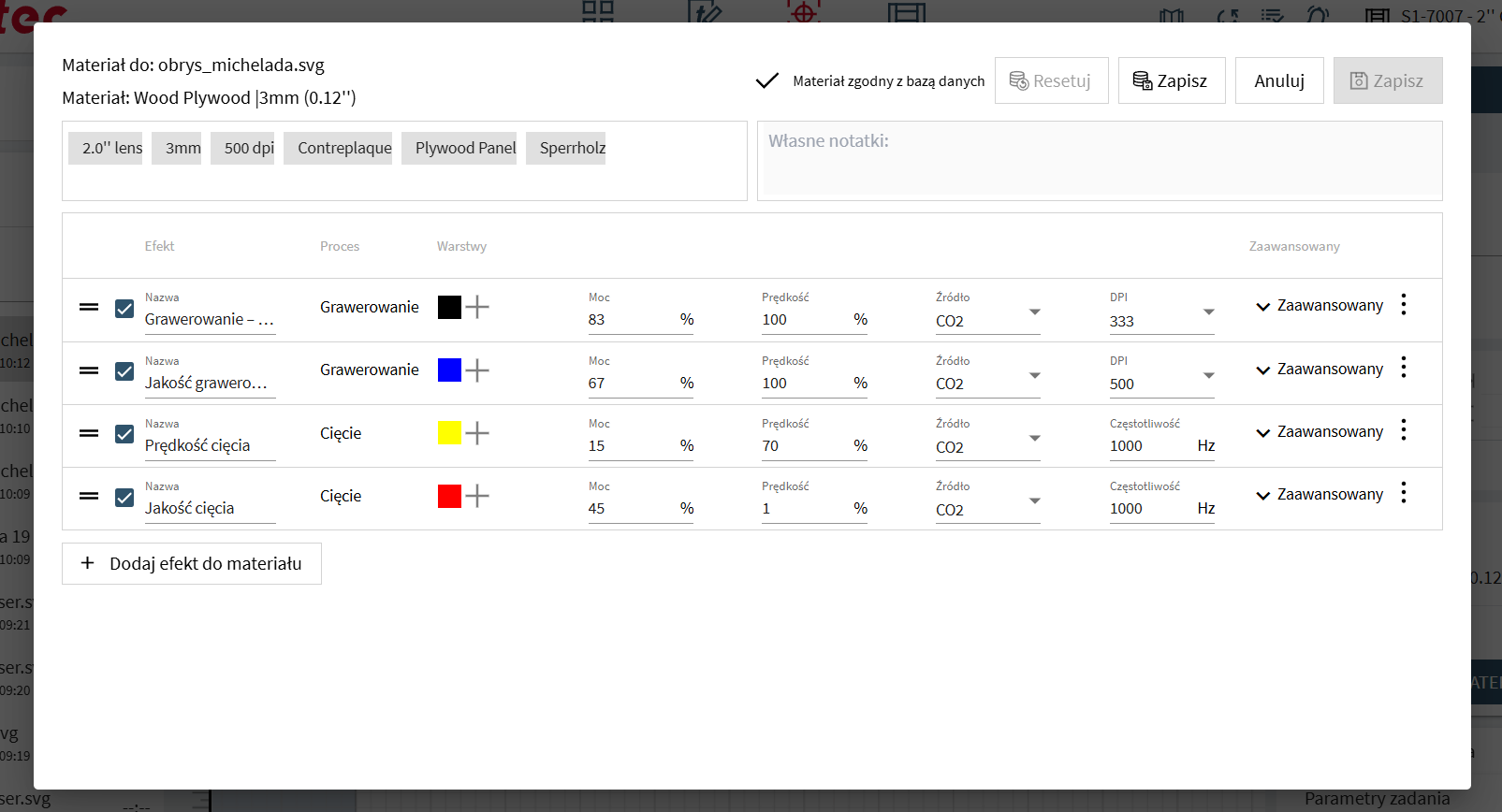
najbardziej optymalna kolejność^ żeby cięcie było na końcu / czasem single line (prędkość cięcia) na początek -> to nacięcie zamiast wycięcia na wskroś
na całym świecie przyjmuje się, że czerwone to cięcie, a czarne to grawer
- maksymalna moc cięcia miedzy 60% a 70% dla tub szklanych (czyli Q400)
jeśli nie wytnie nam dobrze, a nie możemy zmienić mocy, to możemy zmniejszyć prędkość, ten przeskok między prędkościami powinien być jak najmniejszy. Często problem moze być jakieś zabrudzenie etc.
- single line - ustawiamy w zależności od tego, jak mocno chcemy wygrawerować coś ; to nie gravery / też pod nazwa line cut
- grawer-
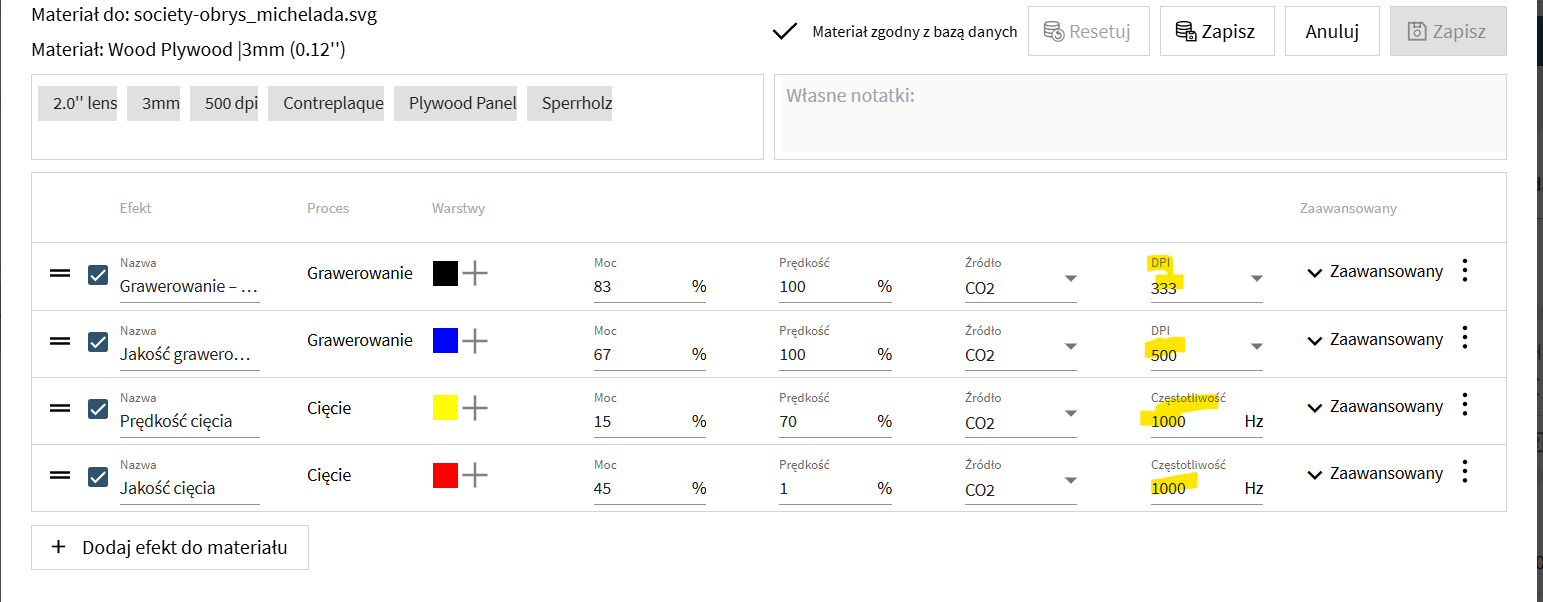
- mniejsze DPI - szybciej i mniej energii, a efekt końcowy zależy od efektów, jakich oczekujemy -> zwane też interwałem - odległośc między liniami (im rzadziej linie, tym jaśniejsze)
ZAAWANSOWANE UST.
- cięcie -> np. cięcie kartonu mała moc
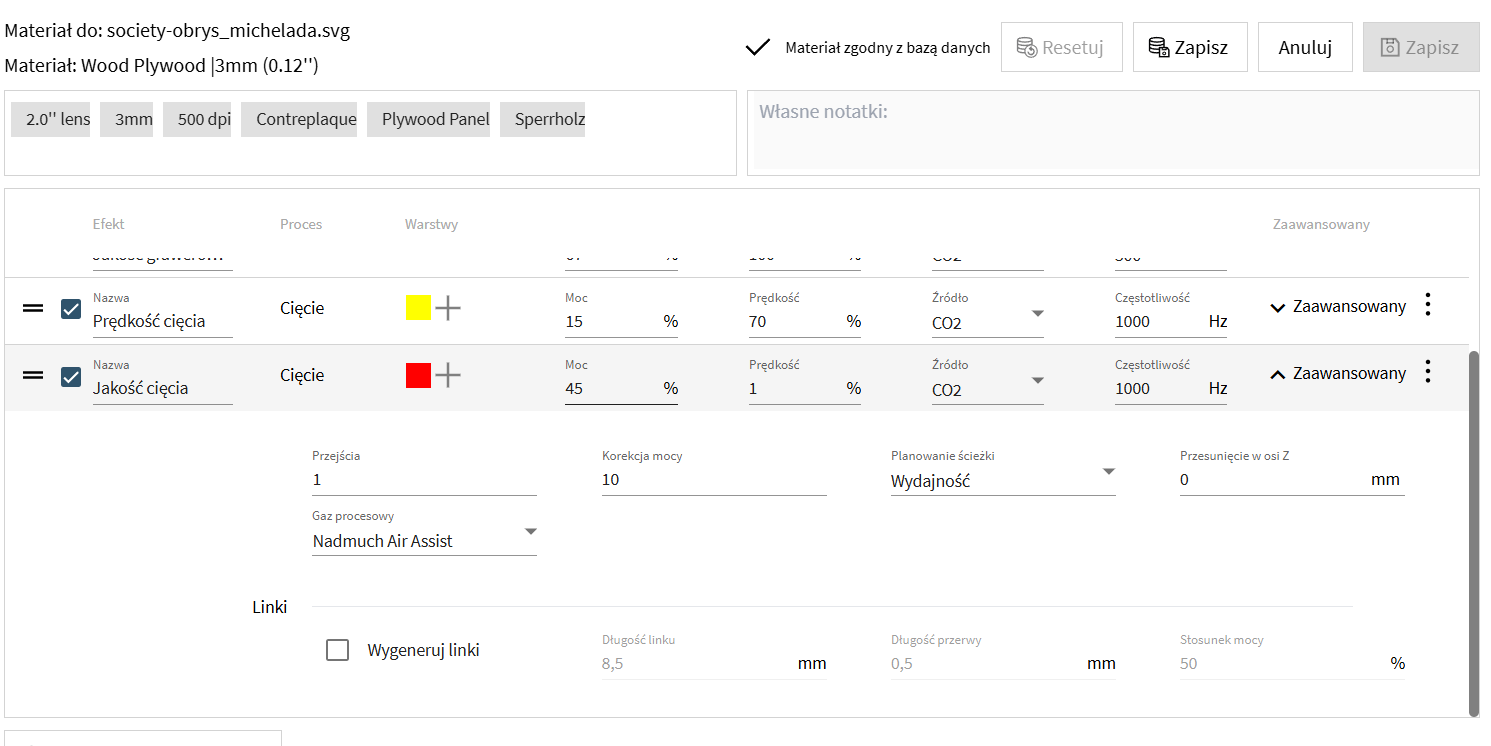
W grawerowaniu -> zaawansowane - przesuniecie w osi Z (na małym laserze) 6 / na dużym 3 -> te same wartości na grawerowanie niebieskie -> oś z to przesunięcie stołu w dół, czyli skupienie soczewki laseru jest na górze materiału
Każda soczewka jest opisana np, 2-calowe - czyli moment skupienia się po 2calach, co oznacza, że możemy obliczyć - gdzie soczewka jest natywnei przy cięciu i musimy sprwdzić, gdzie ta soczewka ma być, aby być na górze
- nadmuch air assist - zdmuchuje proszki z soczewki ; część laserów nie ma air assist i trzeba dokupić
- korekcja mocy - nie włącza jej w punkcie mocy ; jej ustawienie zależy od tego, co tniemy. jesli ma dużo wzorków to co tniemy to musimy zwiększyć moc, a jeśli mniej to najlepiej zmniejszyć.
- Funkcja linki (w planszówkach druki, które trzeba wypstrykać z planszy) = tab= mostek technologiczny
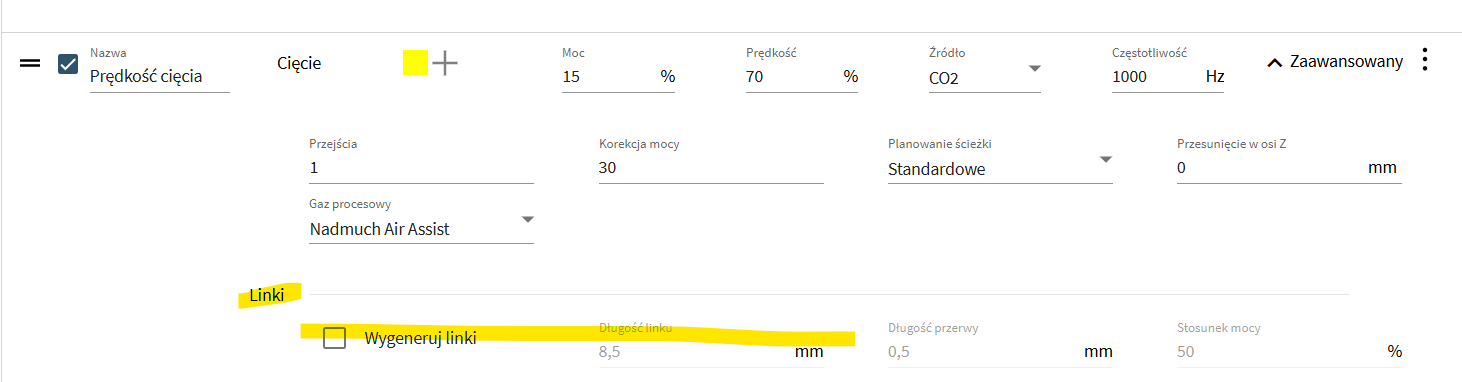
tniemy nie na wylot ; długość linku czyli długość cięcia - należy skalować wartość do wielkości obiektu
FILC:
- dziurki do przeszycia - nieoffsetowane
- path effect - offset
PIECZĄTKI
art-exlibris.net
Przy pisaniu książek: ex libris + nazwisko +znaki szczególne
istotne tu: gruba linia, czerń-do bieli, płaszczyzny, które zapełniamy
{kind=link}