SLA-Stereolitografia

wydruk żywiczny utwardzany UV w technologii msla
SLA Laser
Żywice to substancje toksyczne, patrzymy na kartę produktu (są bardziej toksyczne i mniej np. z soi, są też żywice gumowe, przeźroczyste). Wydruk żywiczny z drukarki nie jest w pełni utwardzony. Po wydruku należy włożyć go do alkoholu izopropylowego, potem umyć pod bieżącą wodą by wypłukać resztki alkoholu (zostawia białe ślady) następnie suszymy i naświetlamy UV (można wystawić na słońce, wykorzystać lampy UV lub maszyny Wash and Cure)
W drukarkach zużywa się najczęściej: żywica, folia, ekrany ...
Ważne : długość fali utwardzania dostosowana jest do parametrów drukarki, patrzeć na parametry kupując żywicę
W drukarkach żywicznych występuje tu zjawisko Adhezji ( związane z ciśnieniem powierzchniowym) i kohezji (klejenia się cząstek do siebie) dlatego wydrążamy obiekty, robimy dziurki 2 od strony stołu i jedna po przeciwnej stronie by zredukować ciśnienie. Wydruk ustawiamy pod kątem w przeciwieństwie do SDM.
Odrywanie wydruku od folii:
na czas wydruku wpływa tylko wysokość wydruku a nie ilość zadruku (1 obiekt=wiele )
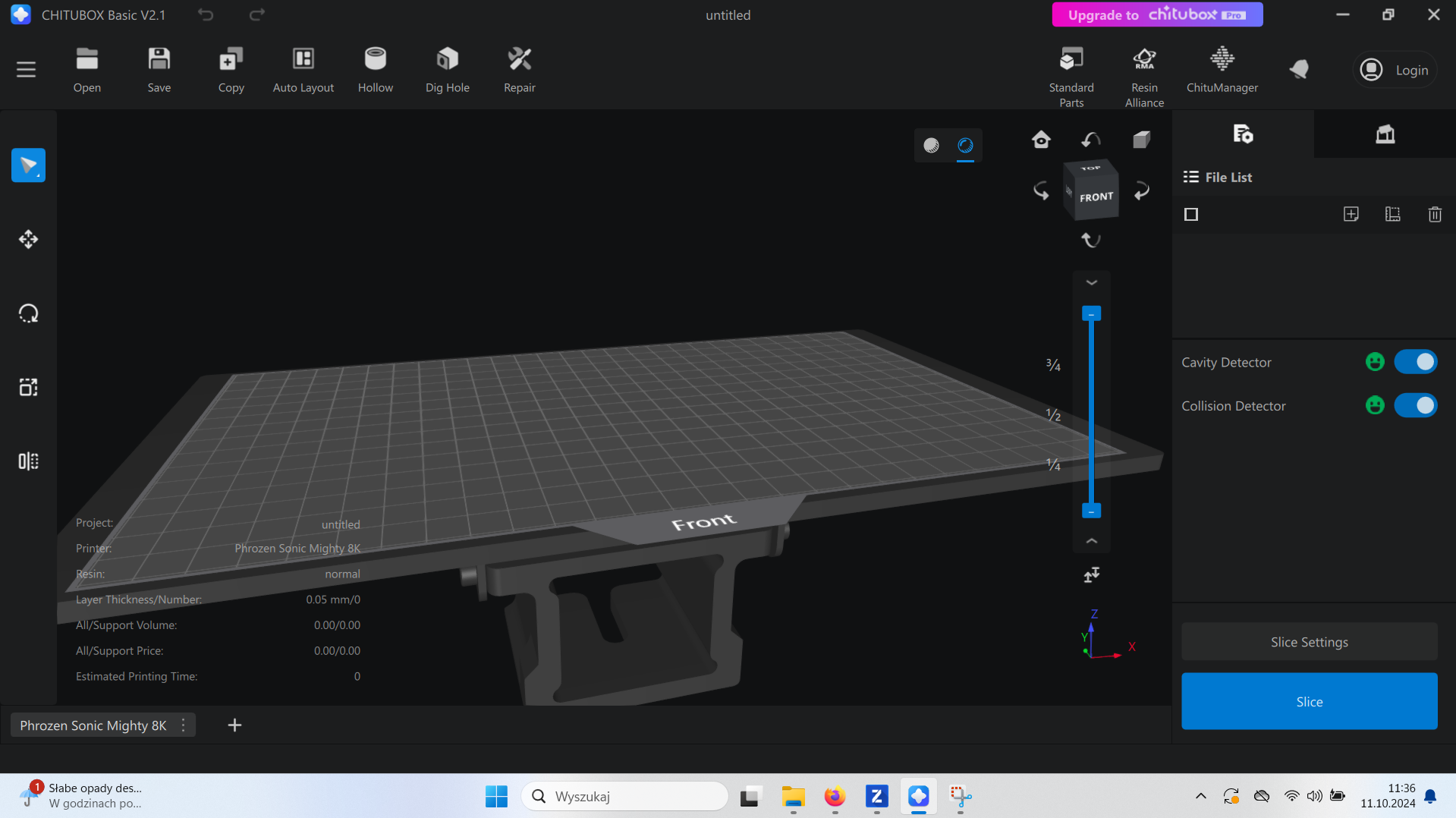
Do obsługi drukarek żywicznych do slicer-owania używamy uniwersalnego programu – basic:
Przy uruchomieniu trzeba dodać drukarkę:
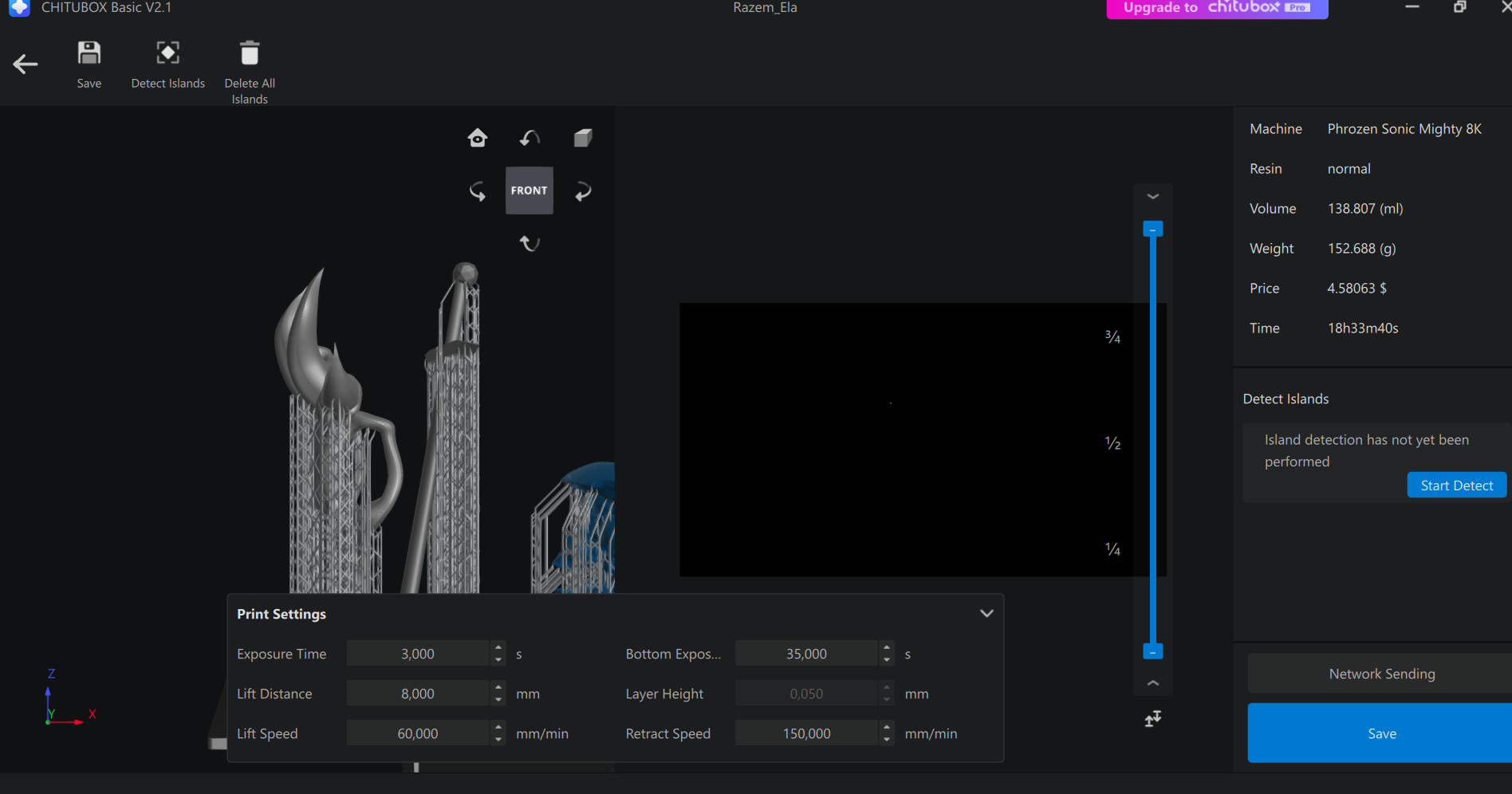
najpierw producenci: Phrozen drukarka Sonic Mighty 8K
w parametrach drukarki są 4 zakładki ( 1-wsza nic nie ustawiamy, 2 zakładka (RESIN – żywica też nic)
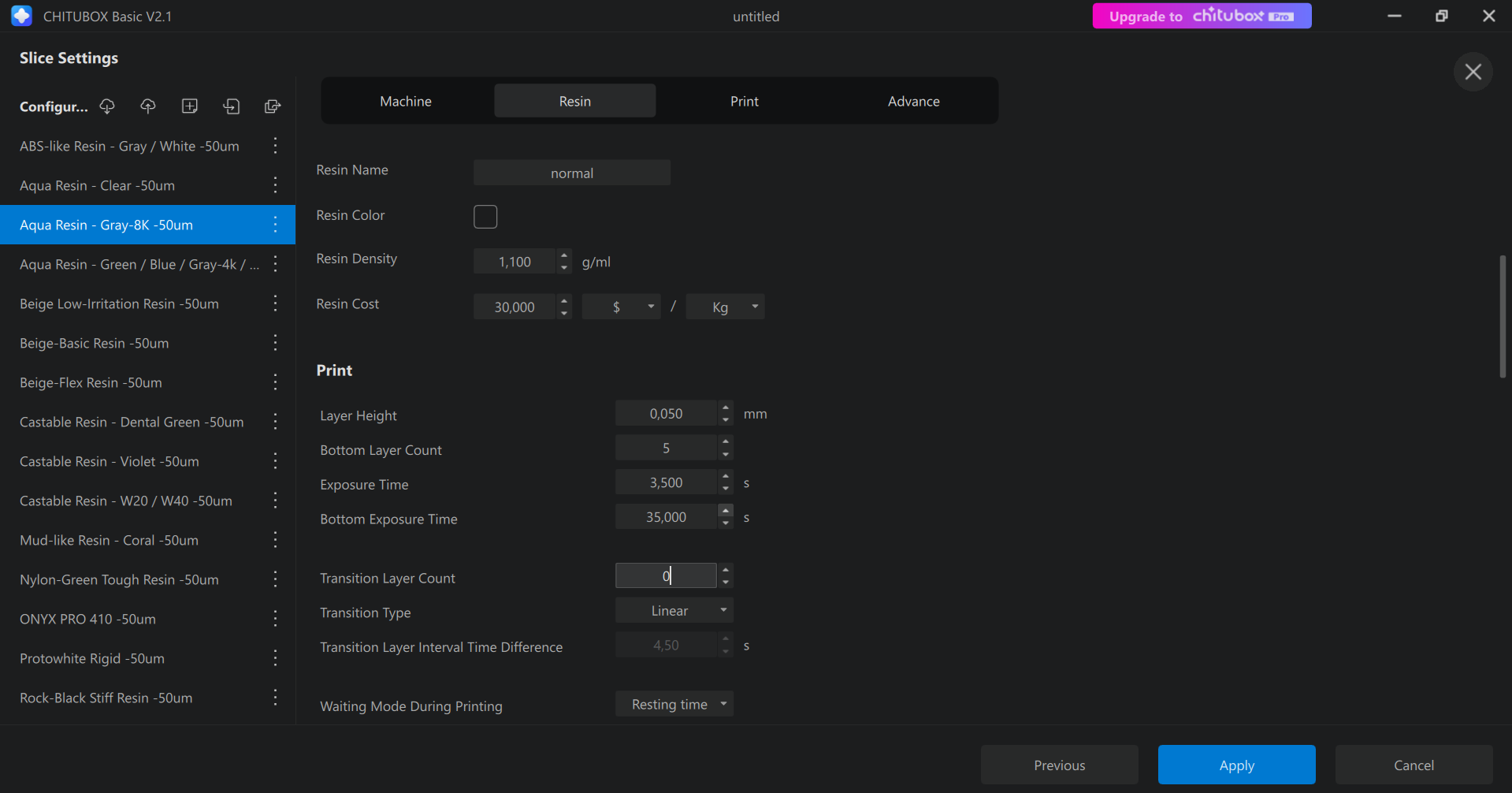
3 zakładka print:
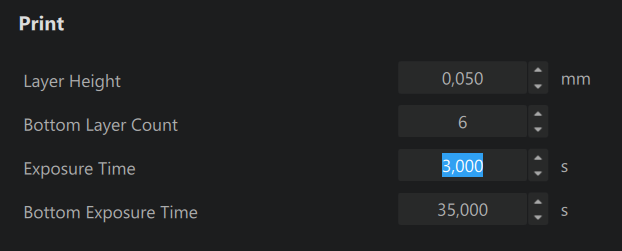
Layer Height (standardowo jest 0.05 jeśli chcemy wydrukować szybkiej możemy zwiększyć do 0,1 można zjechać do 0.01 ale raczej w górę niż w dół)
Exposure Time - czasy naświetlania
Botton Exposure Time – związany z ilością warstw –pierwszych i drukarka je dłużej naświetla bo dobrze się musi przykleić do stołu - tu jest aż 6 s
Bottom Layer Count - ilość warstw i od tego zależy ustawiony czas
Te czasy bierzemy z żywicy którą mamy tu mamy parametry drukowania : Exposure Time-3 s & Botton Exposure time – 35 s
Transition Layers Count - warstwy przejściowe ustawić 0 (grubość 0,05 grubość warstwy przy SLA stół się podniesie dużo wyżej i wróci o warstwę 0,05
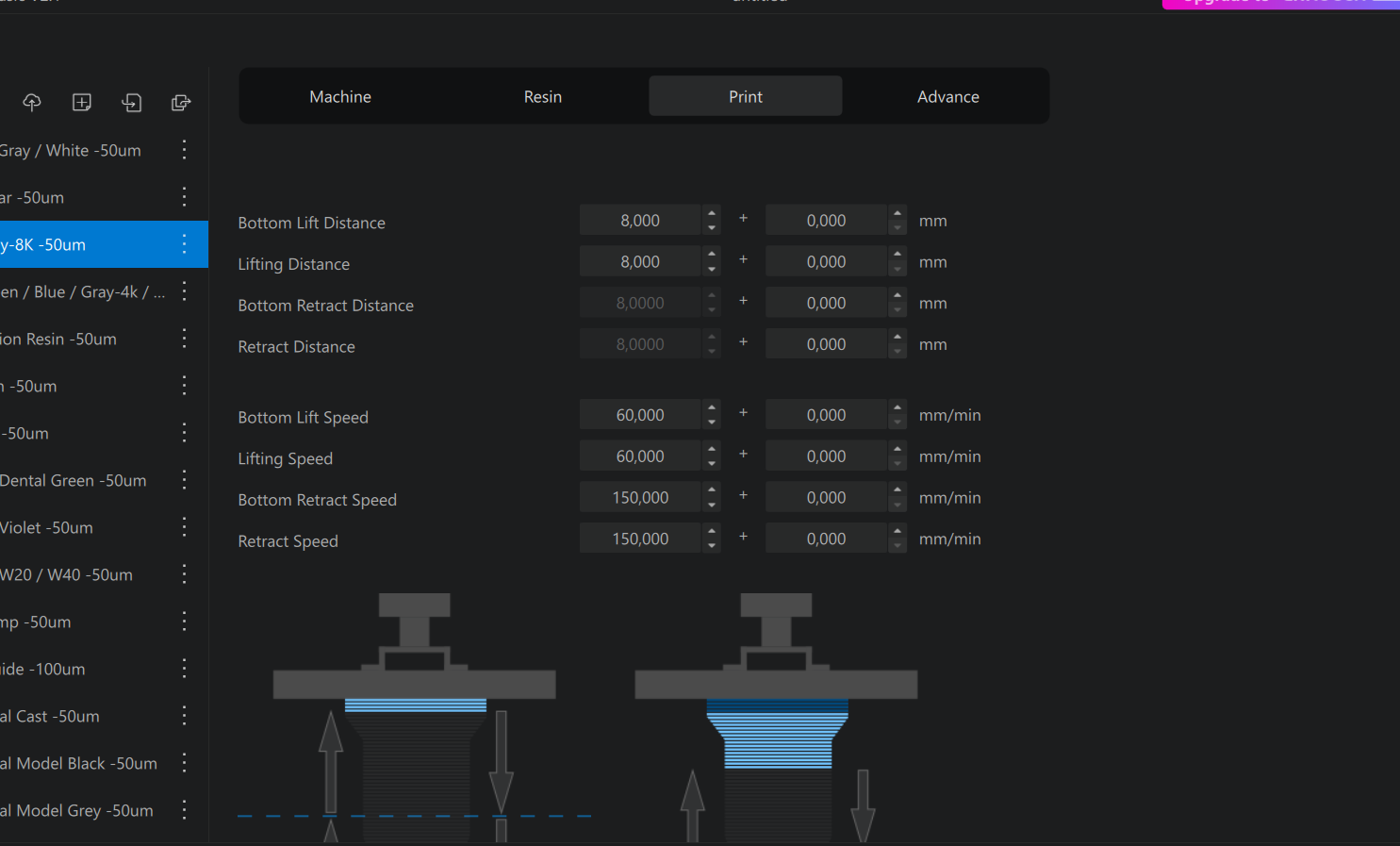
Bottom Lifting Dystans
Lifling Dystans - wartości możemy ustawić gdy mamy już zużytą folę, wydruk się będzie lepiej odrywał
Zjeżdżamy na sam dół do zakładki ADVANCE
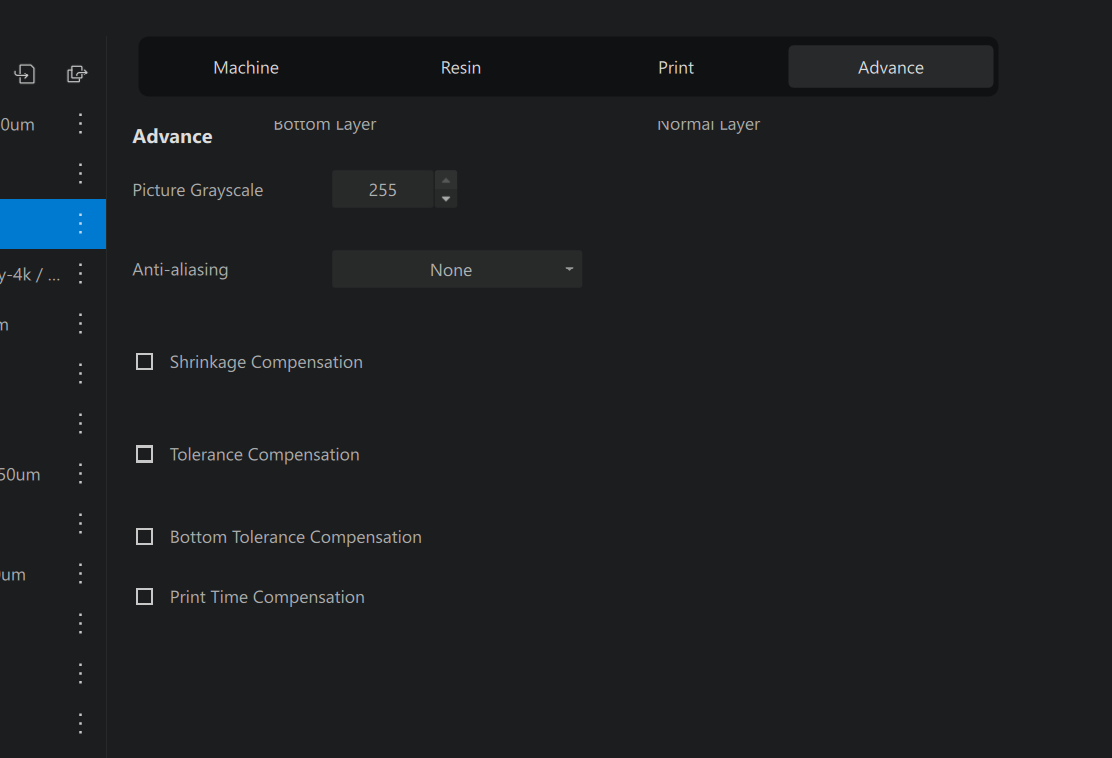
Tam są parametry do kompensacji skurczów – nie ustawiamy, (gdy wydruk sprężynuje możemy podnieść)
warstwa ma grubość 0,05, stół się podniesie dużo wyżej i wróci o warstwę 0,05.
Klikamy aplly
Wczytujemy plik:
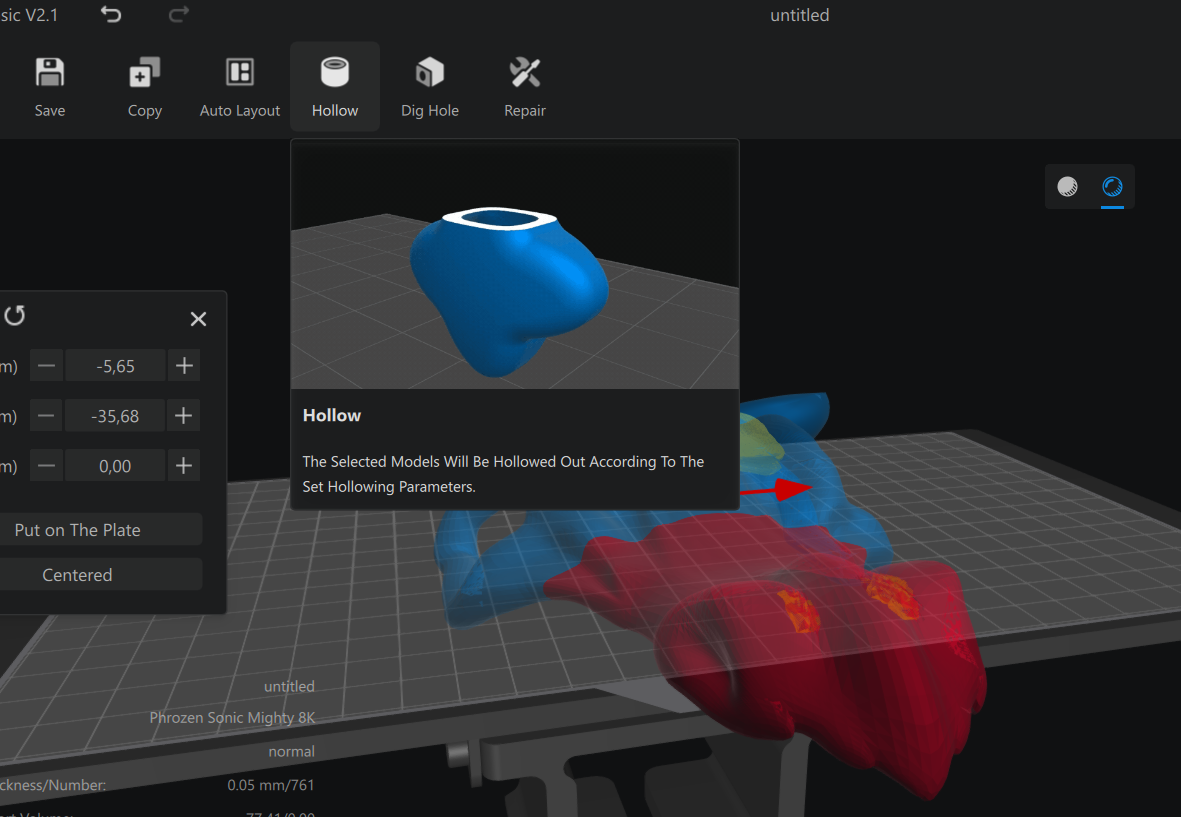
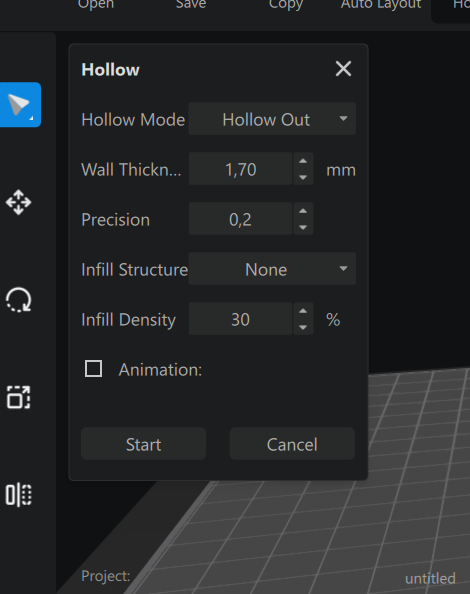
Drążymy obiekt wybieramy opcję:
Hollow Mode : Hollow Out
Wall Thickn : 1,5 - 1,7 do 2 mm - grubość ścianki
Precision: 0,2 - zostawiamy
Infill Structure - struktura wypełnienia, w środku modelu pojawi nam się wtedy wypełnienie które wzmocni nasz model - nie włączamy
Animation - nie włączamy animacji (potem start)
Obiekt zmienia kolor, jest lekko żółty ( jeśli nie to patrzeć na suwak po lewej)
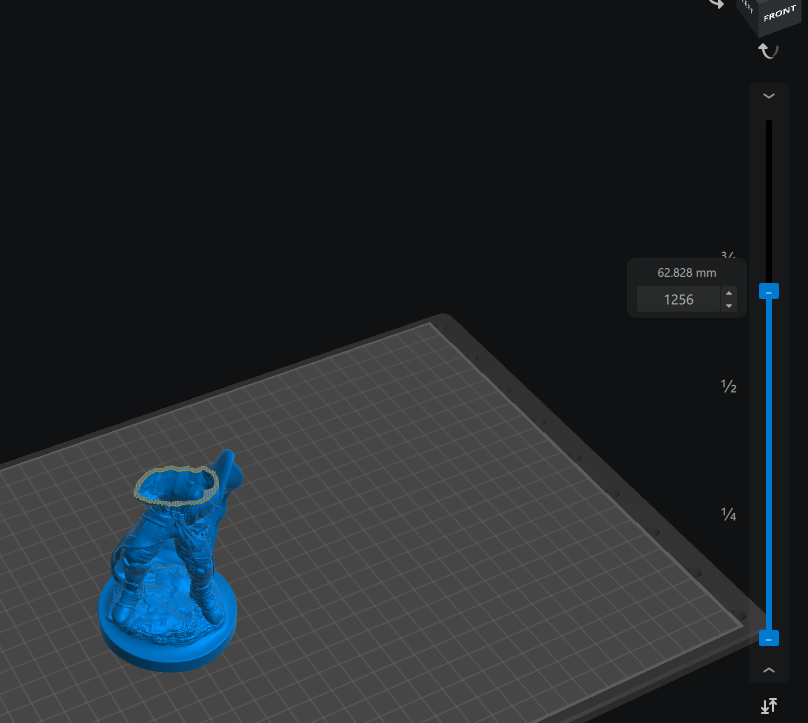
aby sprawdzić czy faktycznie operacja została wykonana przesuwamy suwak po prawej stronie w dół, dzięki temu będziemy mogli zaobserwować nasz model od wewnątrz.
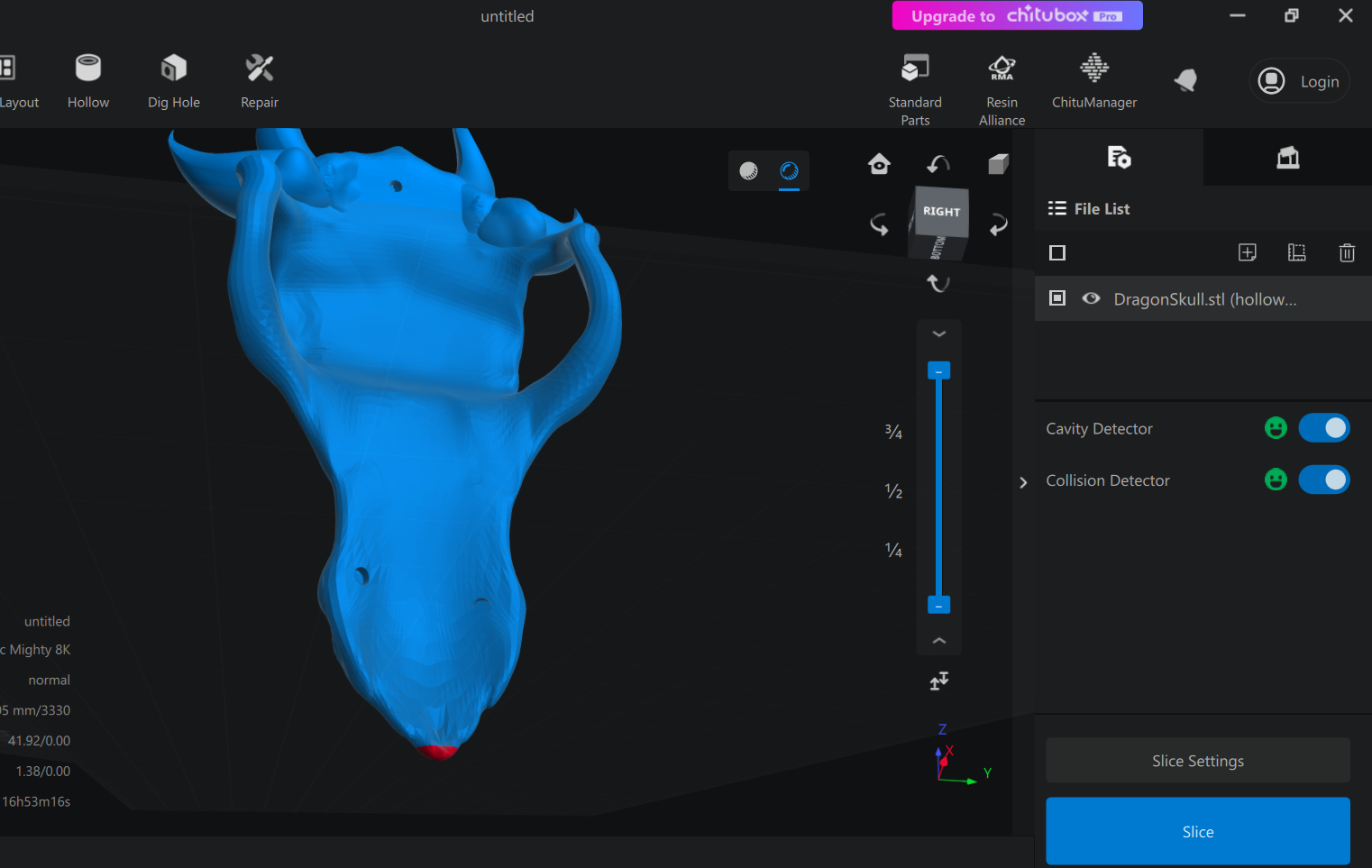
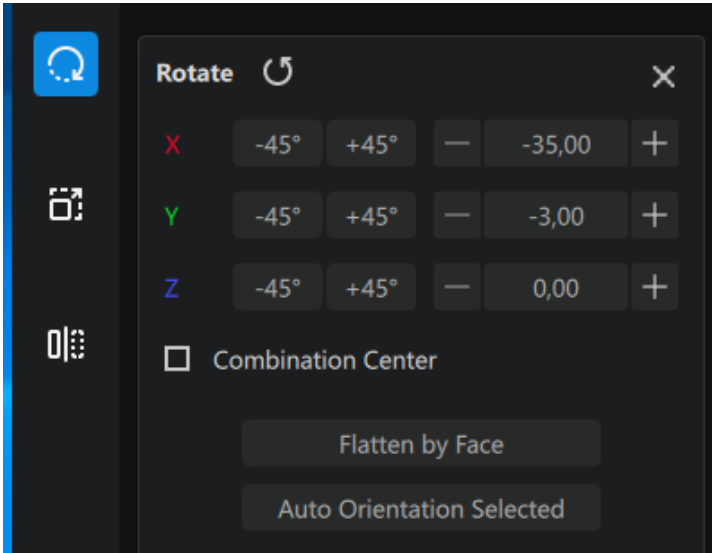
Ustawienie modelu:
pod kątem by powierzchnia styku była jak najmniejsza, najlepiej od pionu 60st.
służy do tego opcja Rotate
Gdy mamy już ustawiony nasz model możemy wyciąć dziury – w tym celu na górnym pasku wybieramy opcję Dig Hole tu możemy zmienić kształt naszego otworu, średnicę Diameter ( należy uważać przy zmniejszaniu średnicy poniżej 2 mm ponieważ może się nie wydrukować) oraz i głębokość Depth - polecam ustawienie 2x grubość ścianki 9 czyli 3-3,5).
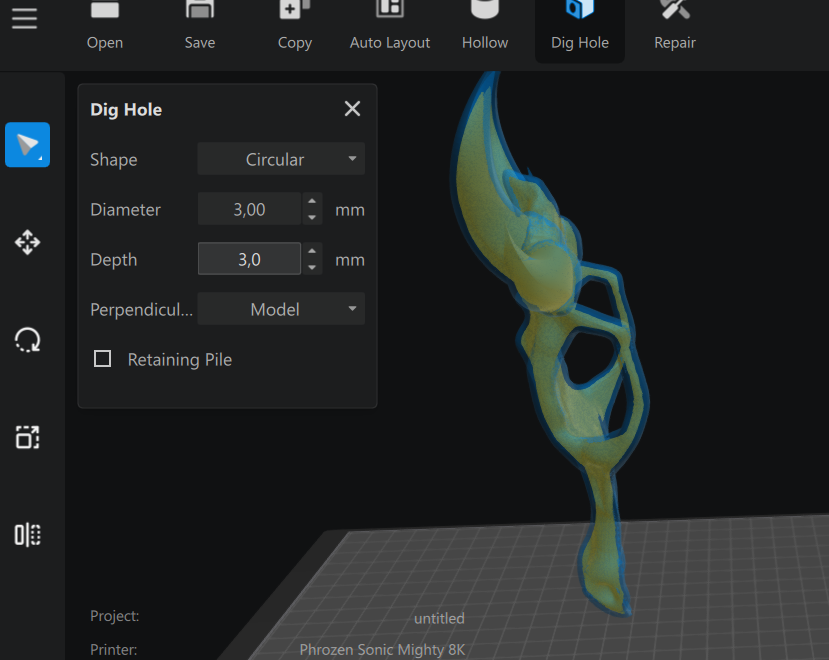
Perpendicul - możemy wybrać czy otwory mają być prostopadłe do modelu czy do stołu (wybieramy model)
Retaning Pile - stos oporowy nie włączamy, tworzy dodatkowe obiekty którymi możemy zakryć otwory na modelu do druku
Klikamy myszką w miejscach gdzie mają być dziurki aż buźki zrobią się zielone i nie będzie żółtego koloru
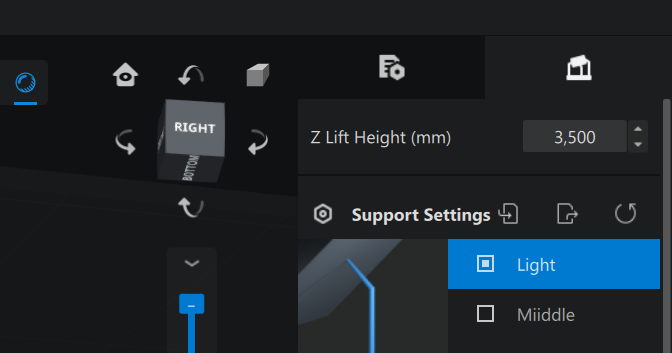
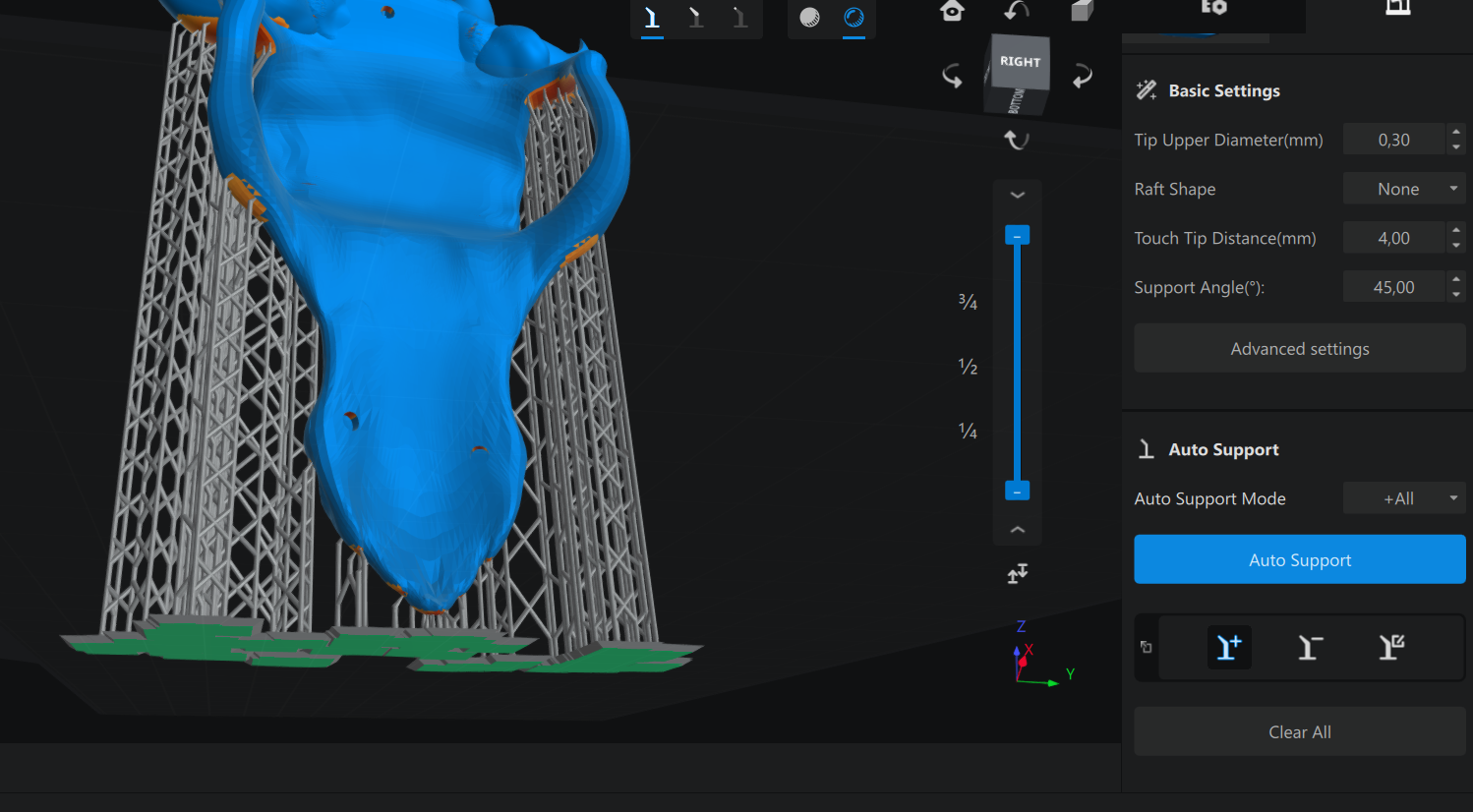
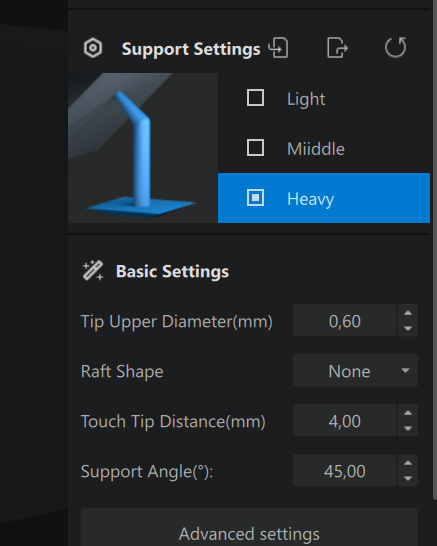
Podpory
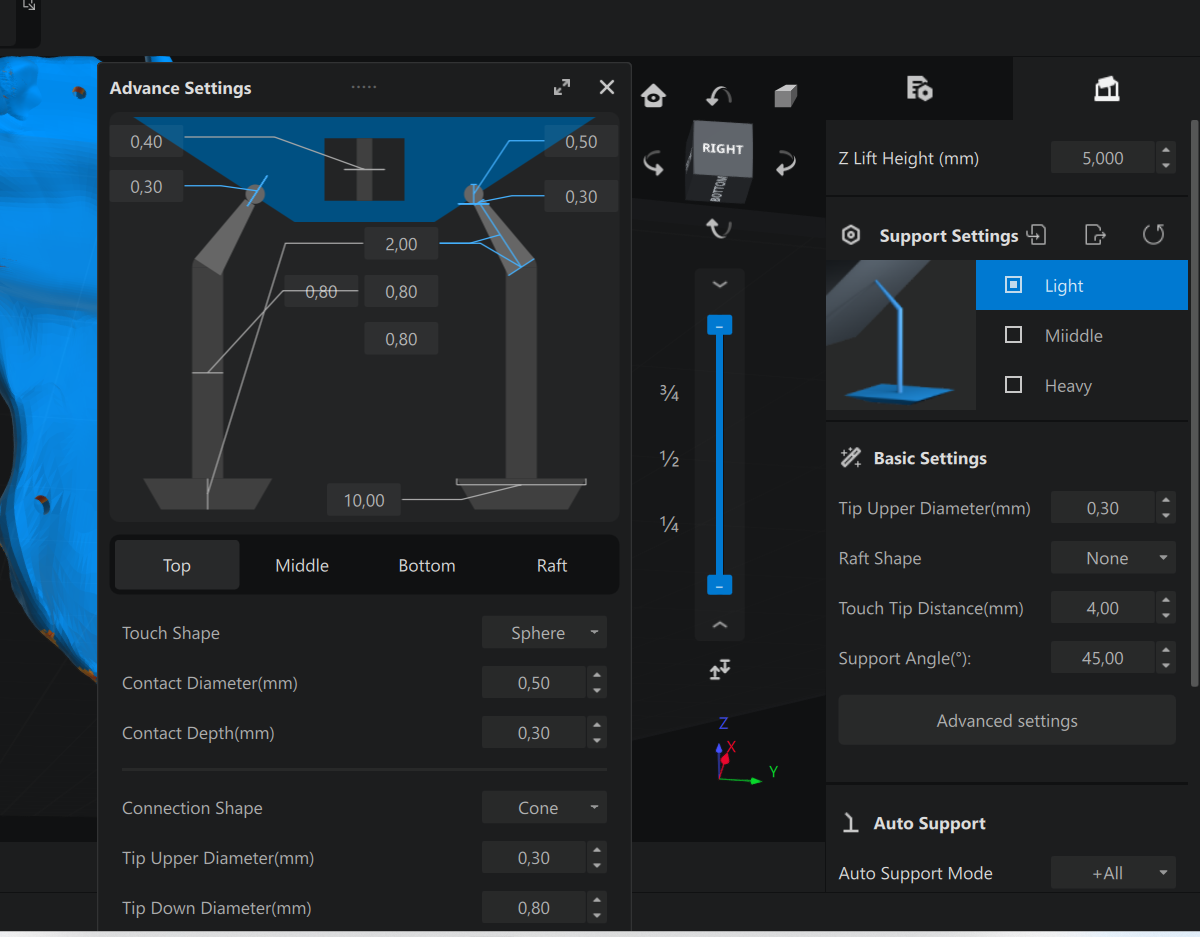
Wybierając podpory na stole tworzy się pewnego rodzaju dodatkowa warstwę i by nasz model nie był w niej zatopiony, warto ustawić wysokość warstwy na około3-3,5 mm. Następnie wybieramy podpory Light i klikamy niebieski przycisk auto suport.
Możemy cały projekt wraz z podporami skopiować i wkleić jego kopię Ctrl+C i Ctrl+V
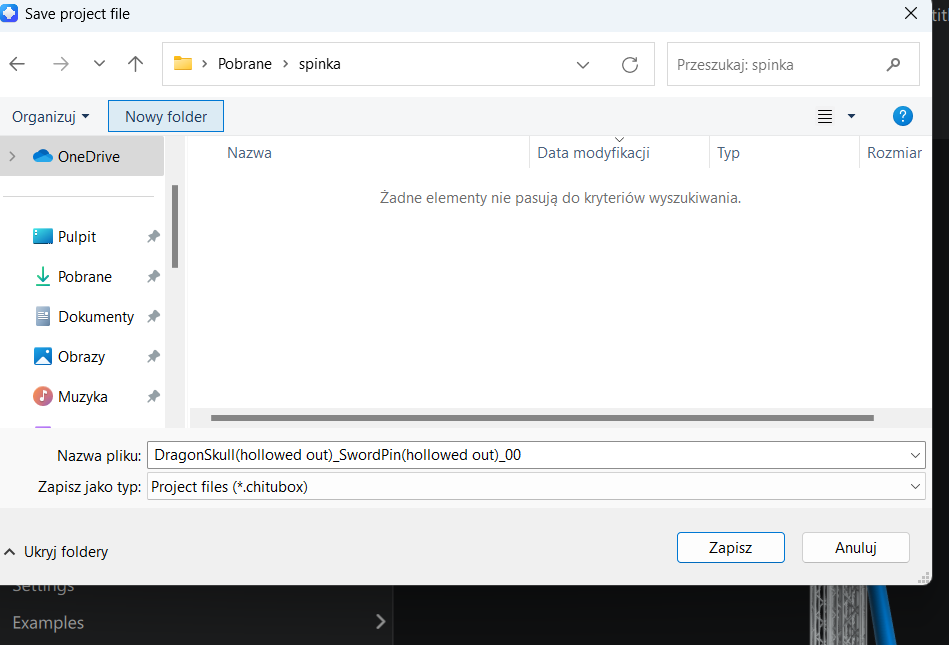
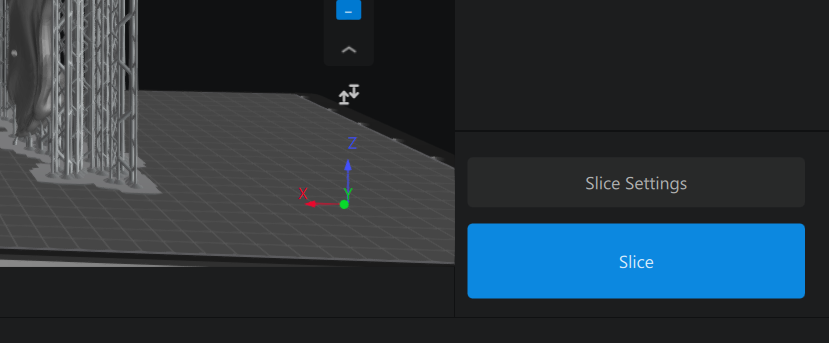
projekt do druku zapisujemy z rozszerzeniem .chitubox
potem uruchamiamy SLICE dla CTB (format dla drukarki)
oraz PM5S dla Foto
Wydruk ściągamy po zakończeniu wydruku i wkładamy do izopropanolu na 4 min
następnie płuczemy w wodzie i odrywamy podpory potem wkładamy do naświetlarki.
Tam naświetlamy każdą stronę po 4 min czyli 3x4.


{kind=link}