warsztaty 3D dzień 2 (22.09.2024) SLA, CHITUBOX, BLENDER
Drukarki SLA - wydruk żywiczny
Laserowe, DLP (projektor), matryce LCD,
Antialiasing w druku, w celu wygładzenia krawędzi wydruku.
BHP przy druku:
Rękawiczki, nie wdychamy oparów, dobra wentylacja pomieszczenia, można ubrać maskę, opcjonalnie okulary ochronne. Przeczytać kartę produktu (cechy i zachowania żywicy, w zależności od producenta, różne typy, mniej lub bardziej szkodliwe).
Postprocessing - po zakończeniu wydruku, należy go oczyścić i utwardzić, sposób:
- Wsadzić do rozpuszczalnika, usuwa resztki żywicy,
- płuczemy pod bieżącą wodą, usuwamy resztki alkoholu (jeżli nie, zostaną białe ślady)
- osuszamy wydruk (żeby woda nie rozpraszała światła)
- wydruk należy naświetlić promieniami UV w celu utwardzenia
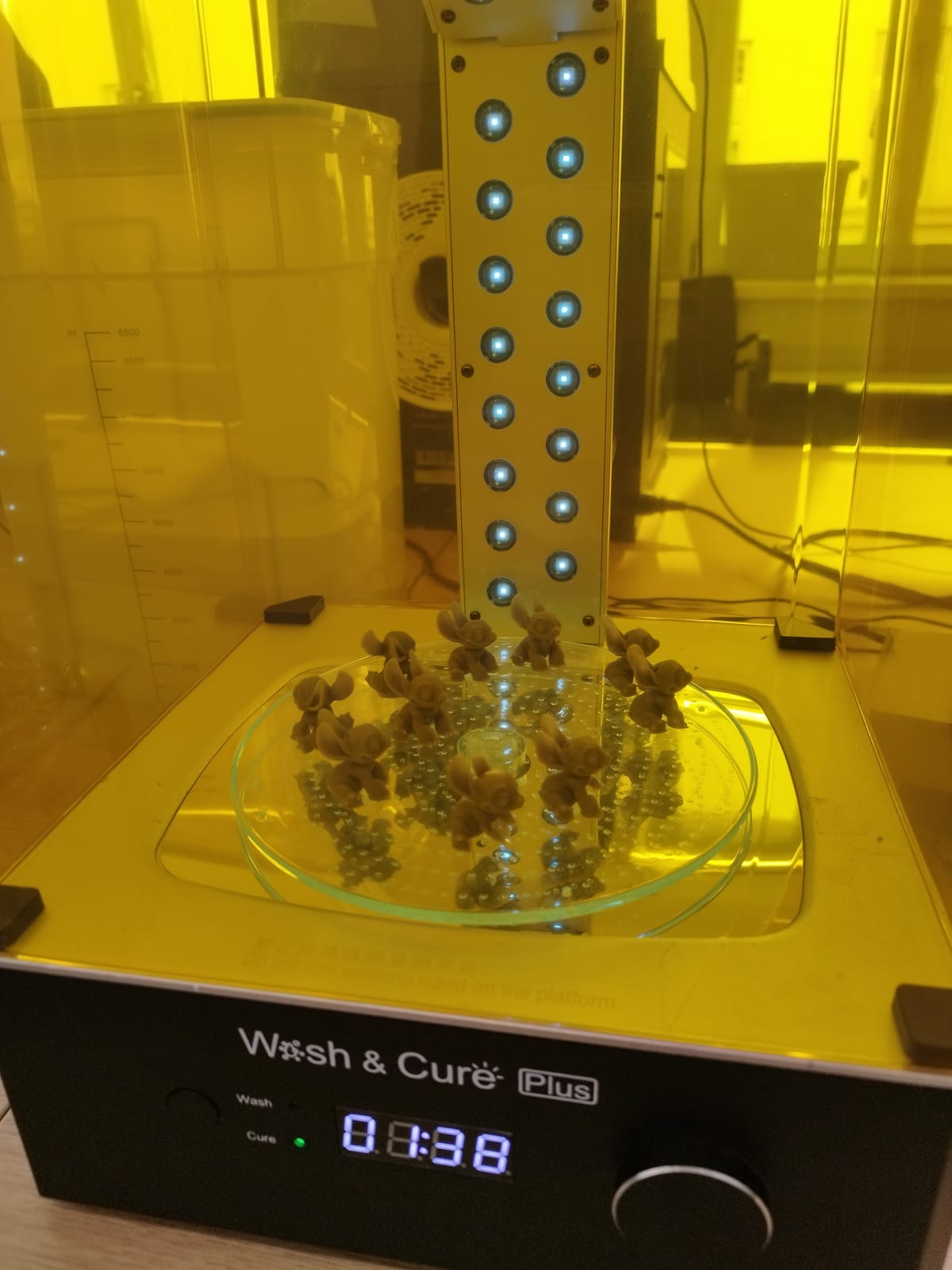
Wash and Cure - pojemniczki, które wszystko mają by zapewnić powyższe kroki)
Podstawowe elementy, ktore się zużywają: żywica, ekrany LCD, folia
Różne rodzaje żywic. Przy zakupie trzeba sprawdzić parametr "długość fali UV" większość drukarek 405 nM. Sprawdzić przed wlaniem drukarki.
Problemy:
- Sagging
wydruk do góry nogami jest w drukarkach SLA
jeśli w foli nad ekranem robi się dziura, żywica wylewa się na ekran i jeśli nie wytrzemy jej jak jest płynna, to utwardzi się na ekranie i ekran do wymiany
SLA warstwa podpór (0,05 grubość warstwy - przy FDM 0,2)
ustawić model jak najmniejszą powierzchnią do stołu roboczego (np narożnik), zupełnie na odwrót niż przy FDM (tam im większa powierzchnia do stołu tym lepiej).
Adhezja - materiał przykleja się i do stołu i do folii (kohezja, przyklejanie w modelu).
Aby zmniejszyć powierzchnię przyczepiania się do folii, model drukujemy jako wydmuszkę (pusty w środku) mniej się przykleja bo mniejsza jest warstwa przyczepna. W modelu powinny znaleźć się otwory (by zniwelować zasysanie), zazwyczaj robi się 3 dziury, również w celu wypłukania później żywicy ze środka.
Czas drukowania w SLA zależy od wysokości modelu - im wyższy tym dłużej. SLA jest szybsza niż FDM bo SLA daje nam 4 warstwy na jedną warstwę FDM. Czas na warstwę w SLA jest krótszy.
Drukarki SLA są bardziej precyzyjne więc modele mogą być bardziej szczegółowe. Rozdzielczość wydruku (na wysokość 0,01 mm na boki 0,0005).
Program do przygotowania wydruku - darmowy CHITUBOX_Basic (biały kwiatek na niebieskim)
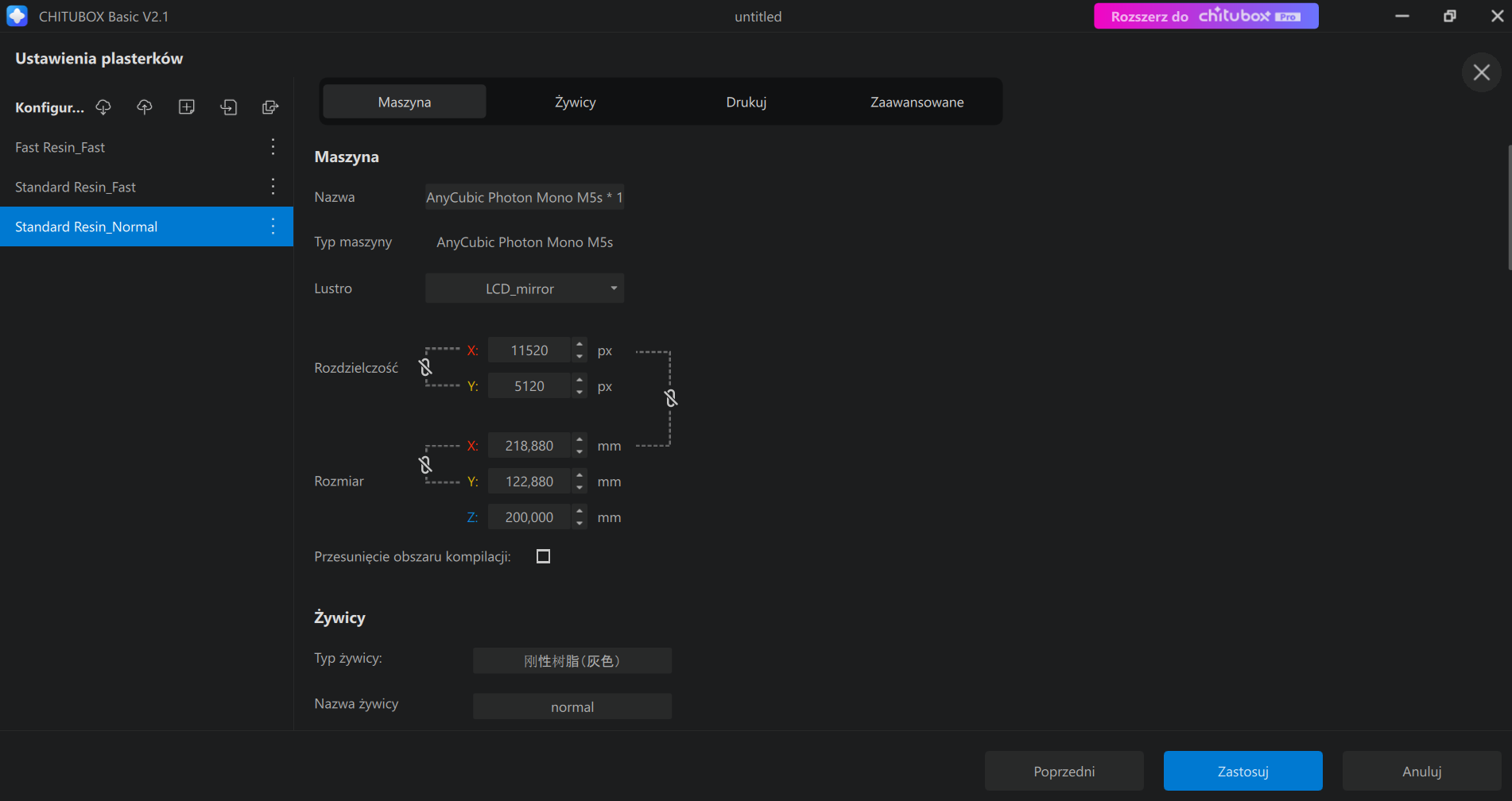
Ważna zakładka -
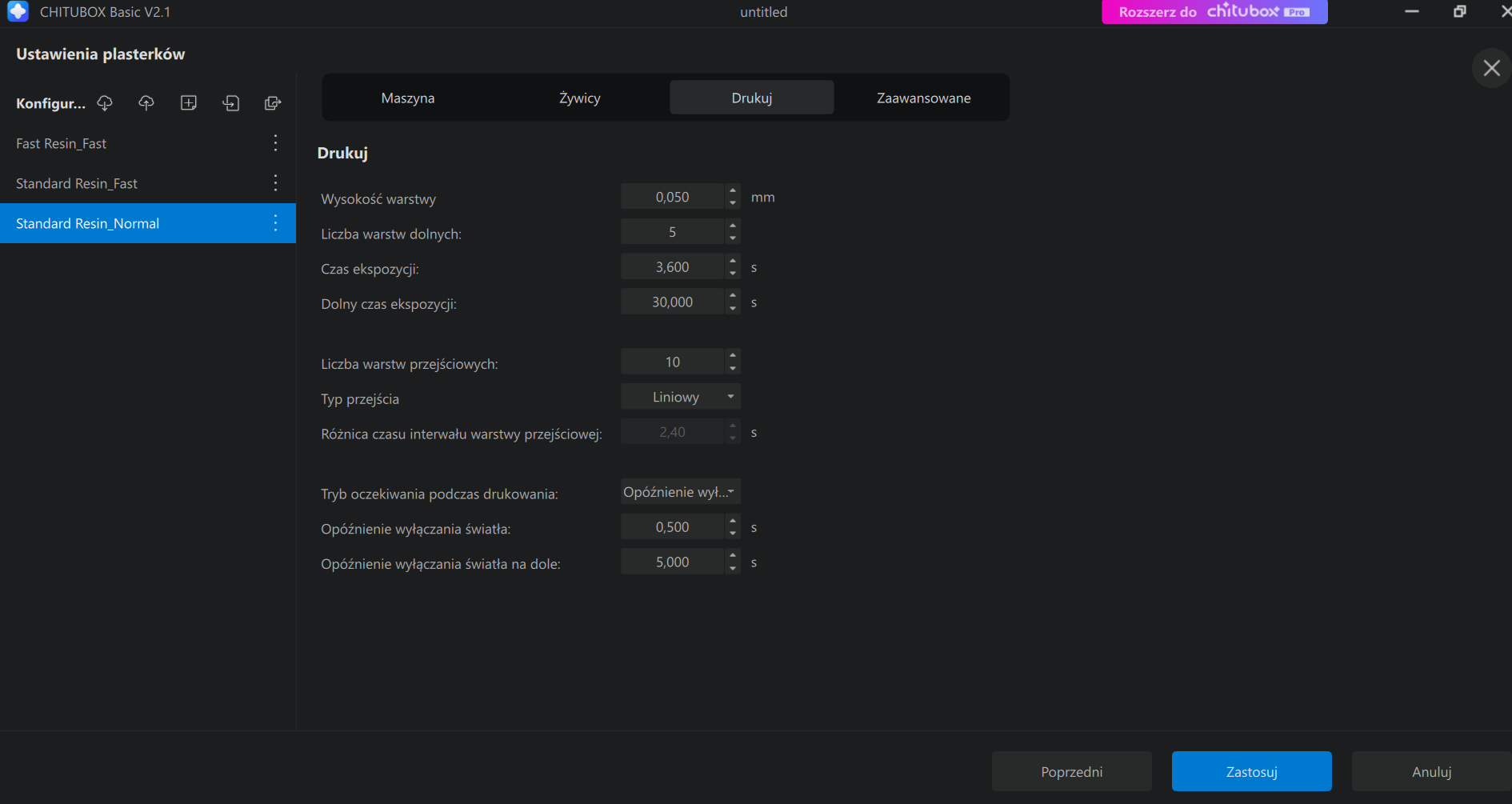
parametr wysokość - 0,1 (szybciej się będzie drukować)
warstwy - 3 (wystarczające)
czas ekspozycji - można zostawić te co są
dolny czas ekspozycji (naświetlanie pierwszych kilku warstw, żeby się lepiej przypięło do stołu) - można zostawić te co są
czasy sprawdza się w tabeli producenta żywicy
przejściowe warstwy - "0" wyłączamy żeby było szybciej
przyda się jak się już jest zaawansowanym
Model ładujemy do programu i należy go przygotować.
- Wydrążyć (zawsze najpierw) - hollow
- ustawić
- dziurki
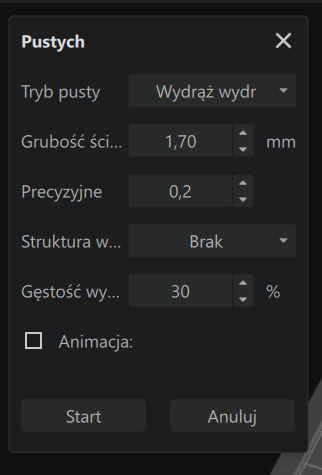
Animacja zawsze wyłączona
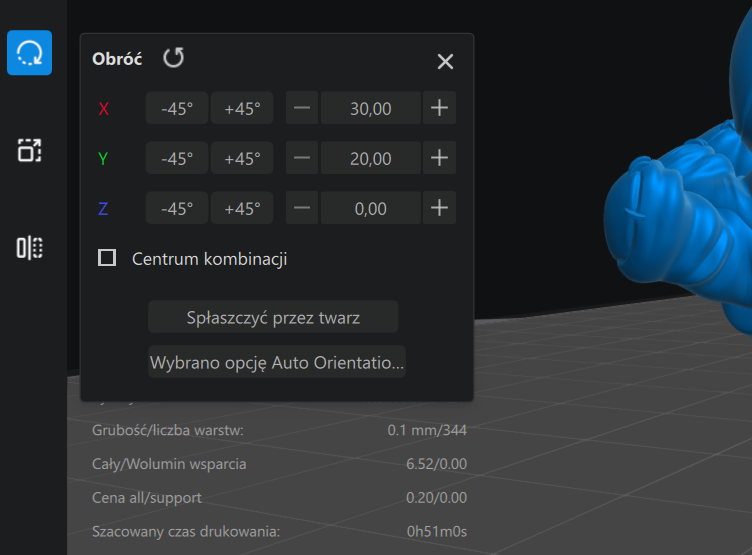
ustawić tak żeby czas był jak najkrótszy i najmniejsza powierzchnia styku
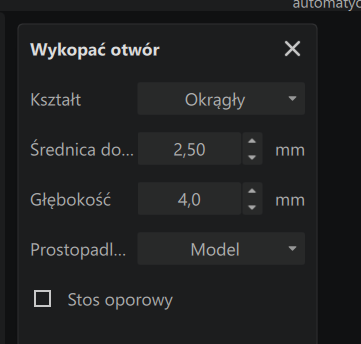
ustawić do modelu otworki , nie do ekranu
stos oporowy wyłączyć - on tworzy element który jest wycięty i można go później wkleić otwory dwa u góry modelu jeden na dole (patrzyć na kierunek druku)
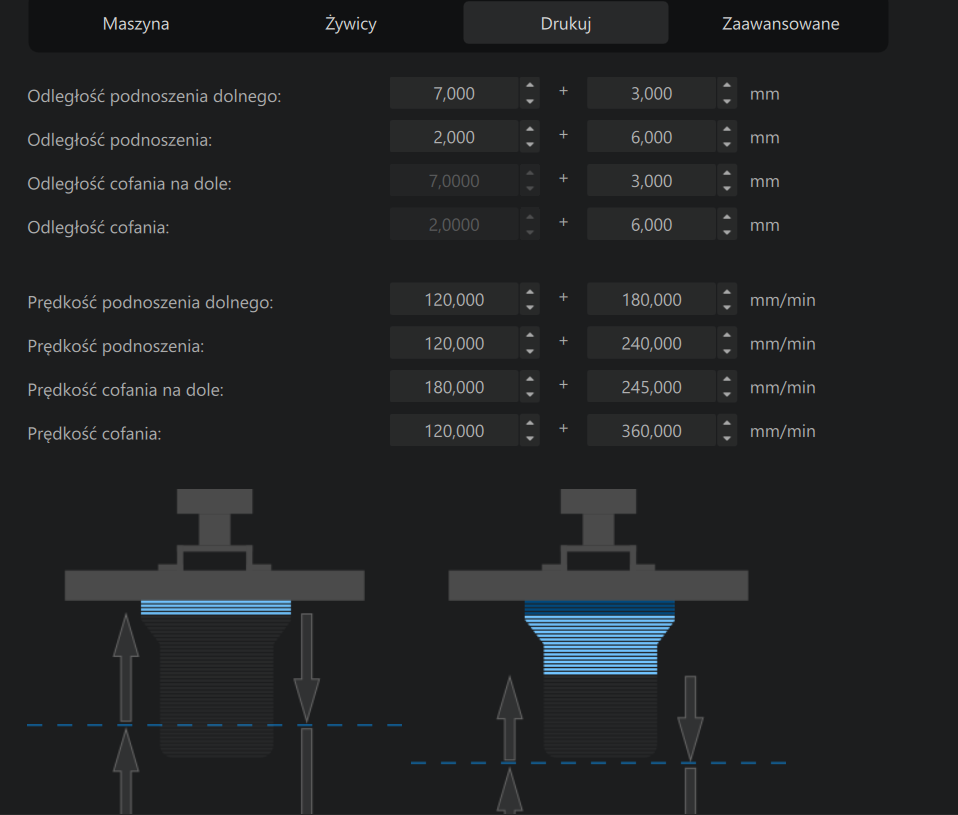
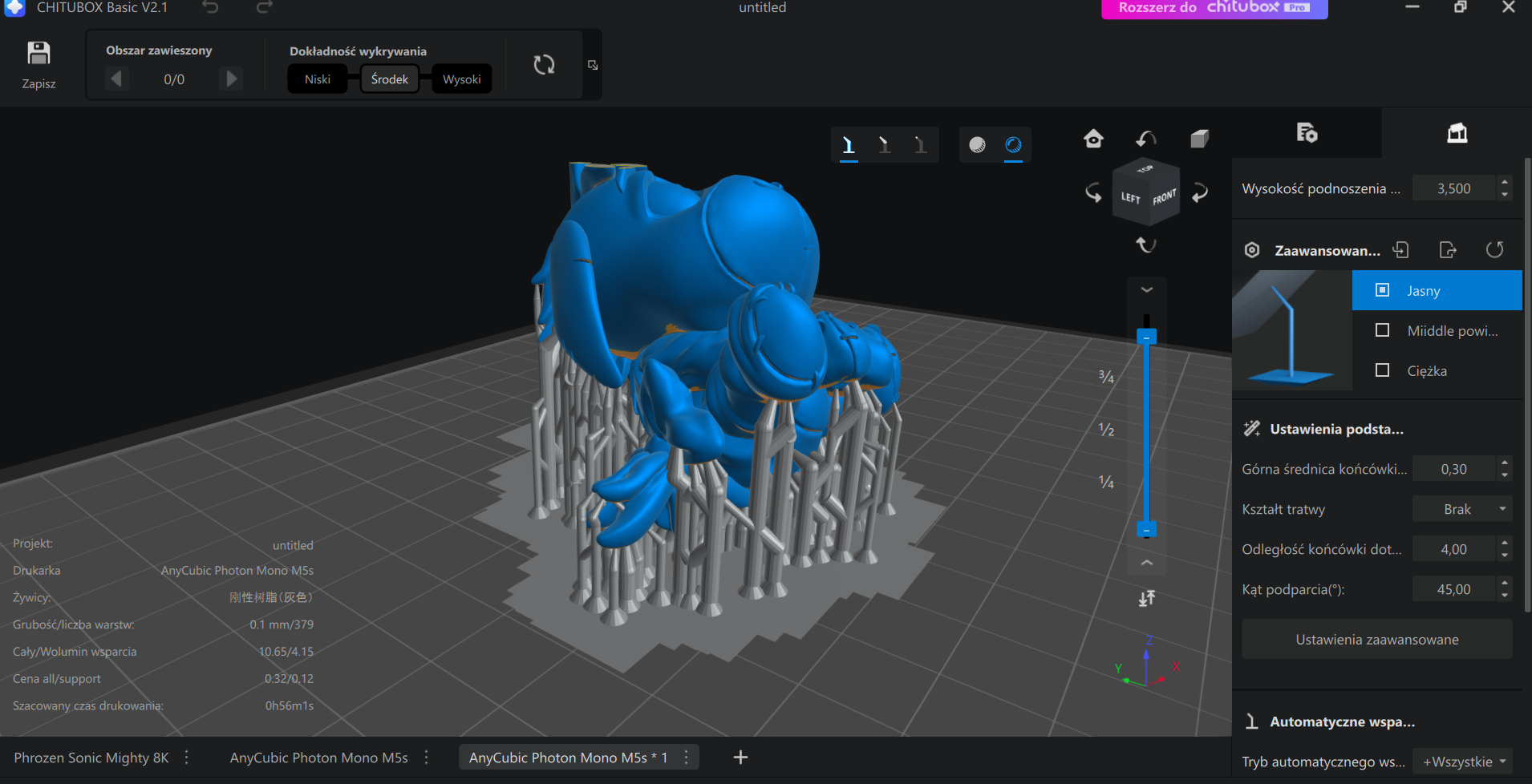
wchodzimy w podpory
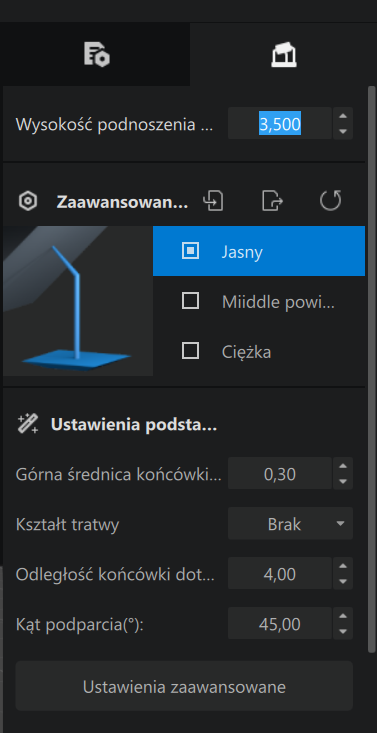
wysokość podnaszania w taki sposób żeby się nie zlały podpory z modelem
ustawiamy ciężkie (heavy) podpory dla pomarańczowych punktów.
również podpory dla podpór tych długich i ciężkich ale można cienkie
przy wydruku - obojętnie gdzie na stole roboczym, ale jednak zmieniamy miejsca żeby się folia równomiernie zużywała
Dzielimy na plasterki - które zapisują się jako jpg (przy fdf były kody)
Zapisujemy jak save as rozszerzenie chitbox, a potem dzielimy na plasterki i zapisz pm5s rozszerzenie.
po wydrukowaniu, wrzucamy do alkoholu, potem myjemy w wodzie, potem do UV w wash and cure ustawiamy 4min/4min/4min
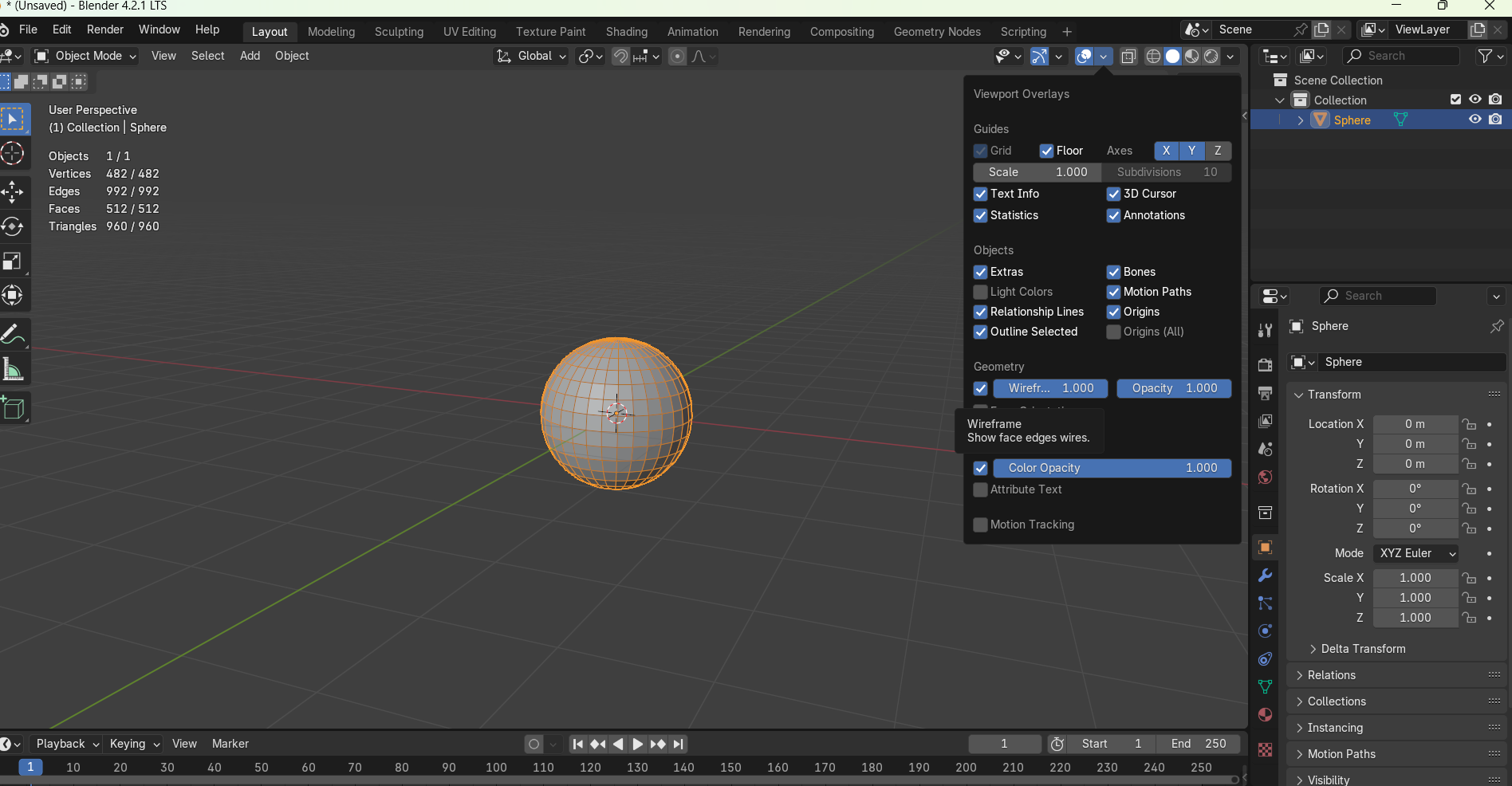
MESH 3D

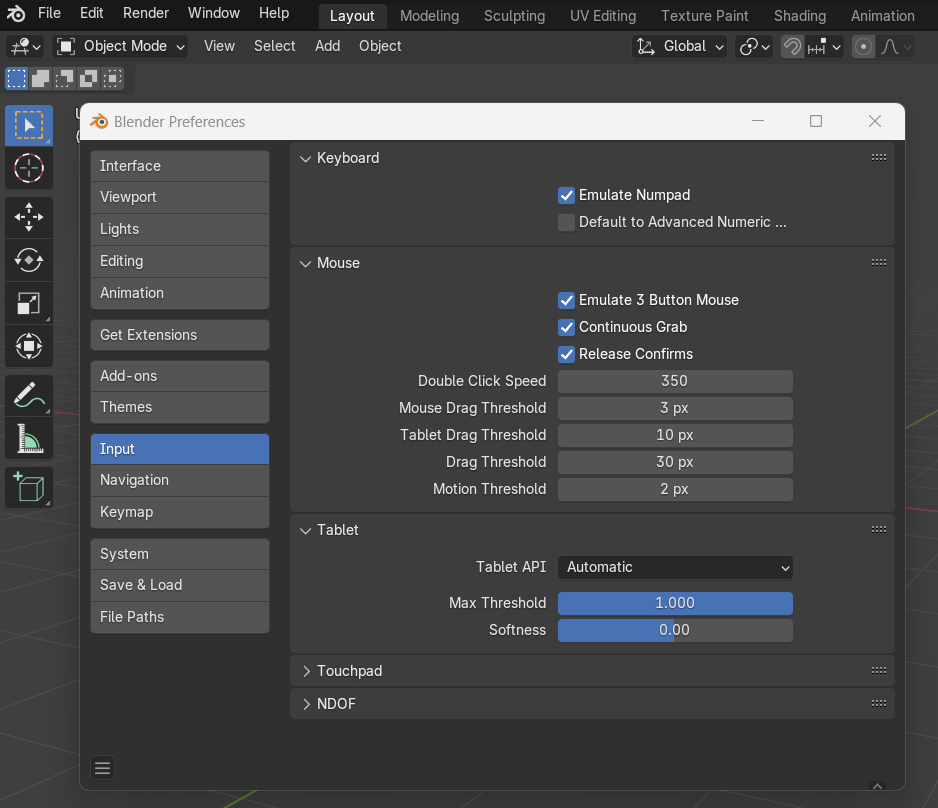
Blender - modelowanie typu skalp - modelowanie od ogółu to szczegółu, ctr-Z używamy rzadko
Opcje na początek:
usuwanie x+D
przesuwanie G (+x,y,z)
obrót R (+x,y,z)
skala S (+x,y,z)
ALT + ... -> resetuje poprzednie ustawienia i ruchy
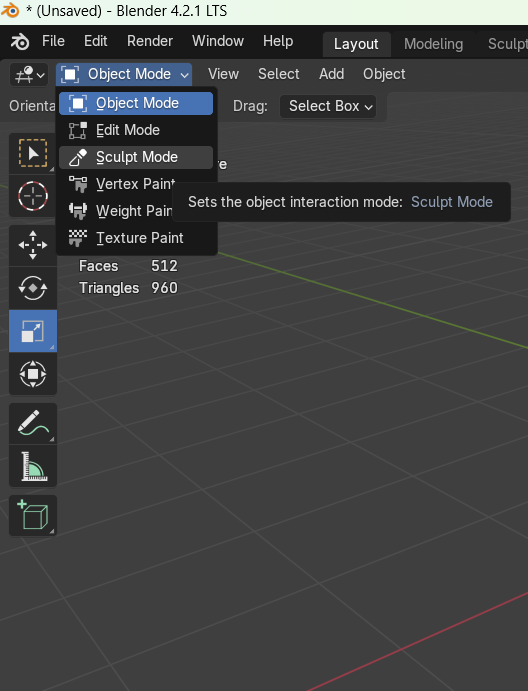
przechodzimy do rzeźbienia
klikamy R i ustawiamy siatkę na 0,150
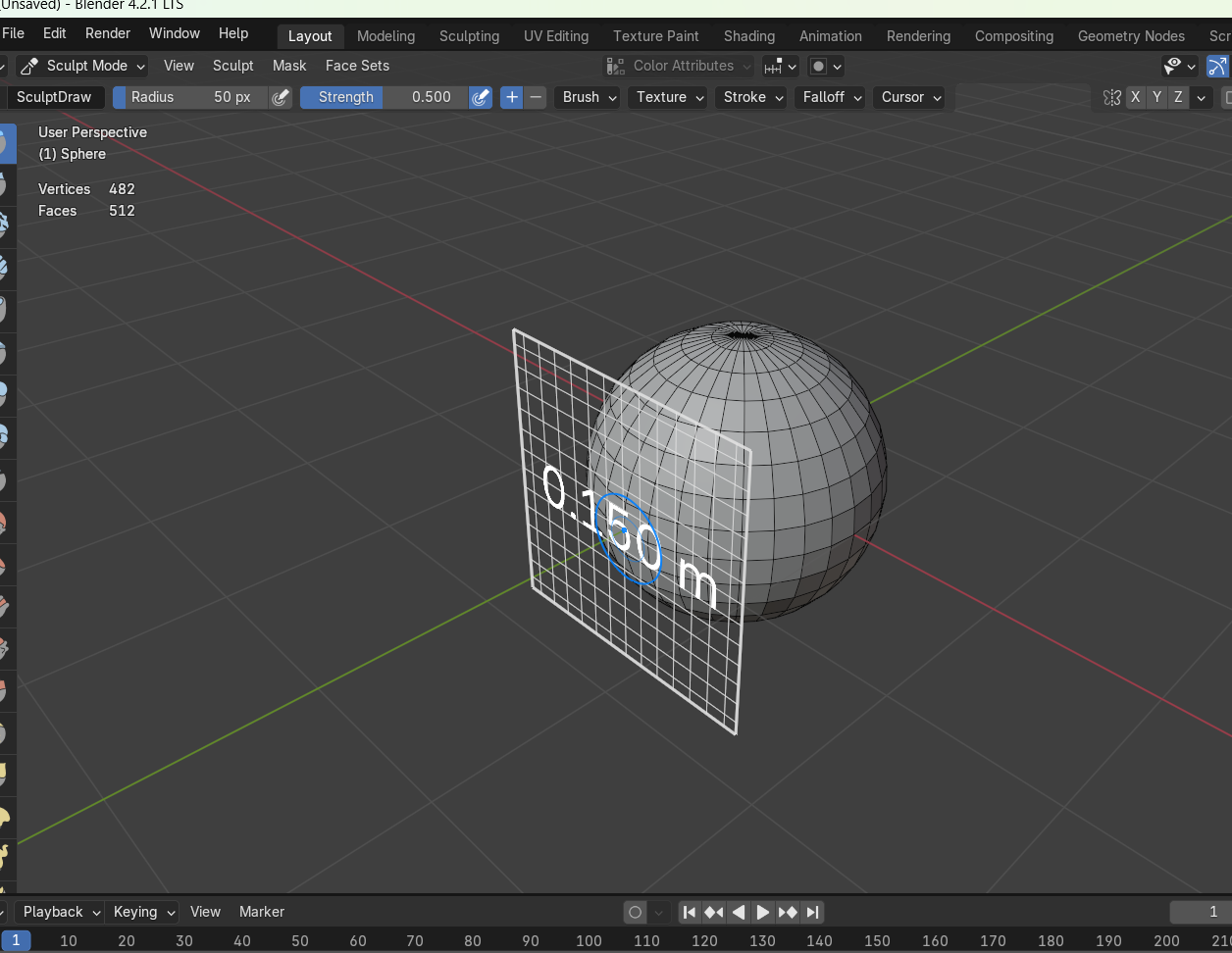
narzędzie DRAW (V) / promień F / siła Shift + F
DRAW uwypukla przy przyciśnięciu CTRL pogłębia
CTR+R (remesh) - najważniejsza funkcja
DYNTOPO
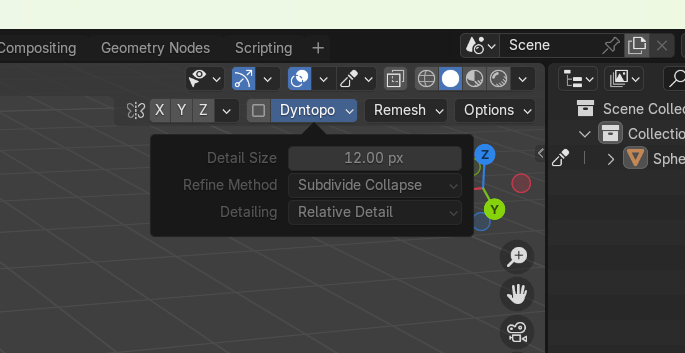
do bardzo precyzyjnych rzeczy, szczegóły, najlepiej na sam koniec modelowania, nie używać przy podstawowych rzeczach
Modelowanie z dwóch stron równocześnie - symetria
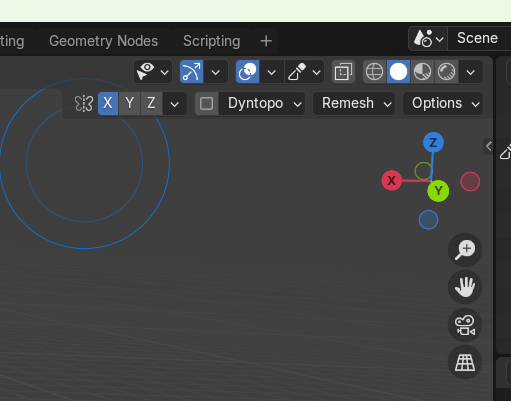
przy symetrycznych modelach włączamy na początku, po wyłączeniu już nie wróci i nie będzie symetryczne
zdjęcie wrzucamy poprostu z folderu i zerujemy położenie
MASKA - skrót M - zaznaczamy to co chcemy opracować, ale musimy odwrócić CTR + I - odwracanie maski
ALT + M usuwa maskę
przygotować dwa modele w poniższych
wysłać na discord
chitbox
z-suite