Druk 3D
Najmocniejszym wypełnieniem jest 60-70%
Wystarczające może być już nawet 10-20%
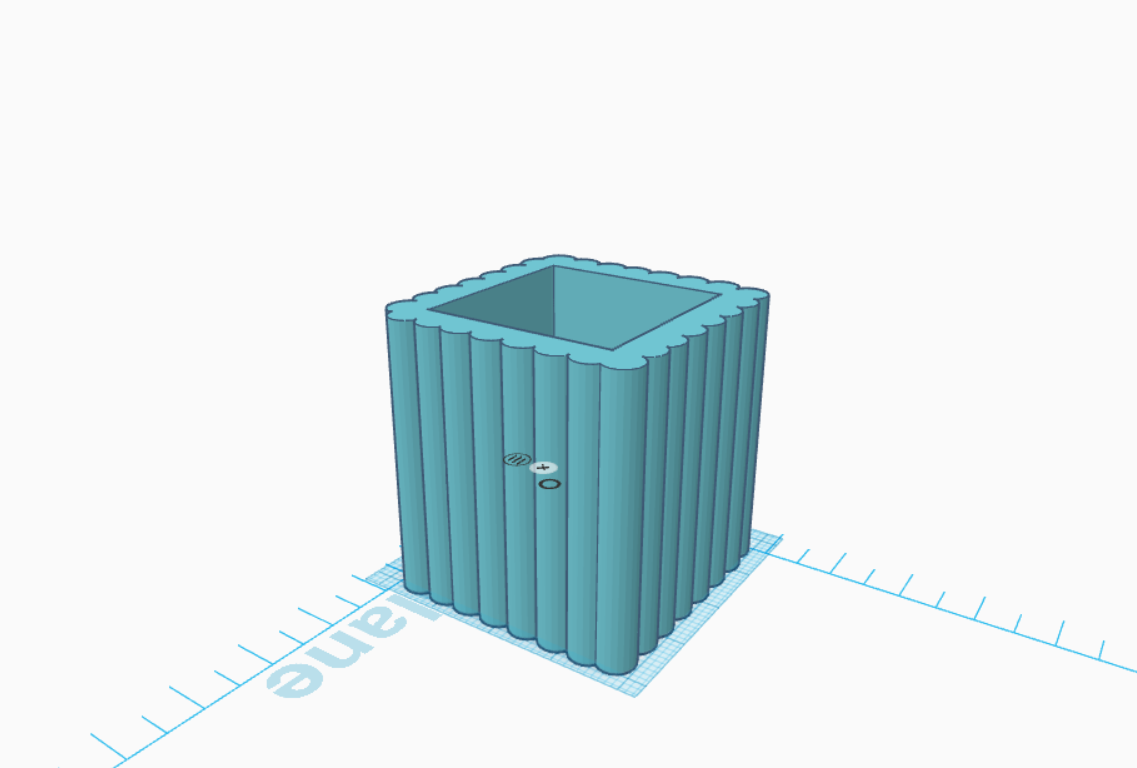
Podczas wydruku konieczne są "podpory", forma rusztowania które podtrzymuje niektóre elementy chroniąc je przed zniekształceniem. Są to elementy konieczne przy elementach oddalonych od siebie pod kątem powyżej 30-45 stopni.
Drukarki 3D drukują warstwowo generując G kod ze współrzędnymi.
Istnieją strony internetowe z gotowymi projektami.
FFF/FDM
- Fused Filament Fabrication
- Fused Deposition Modeling
Stosowane zamiennie
Filament ma średnicę 1,75mm
Standardową średnicą dyszy w drukarce jest 0,4 mm
Do czyszczenia i konserwacji elementów drukarki warto używać izopropanolu, który szybko odparowuje i nie przewodzi alkoholu.
Czasem na stole drukarki umieszczone są metalowe kwadraty potrzebne do kalibracji. Lepiej ich nie zasłaniać żeby się nie uszkodziły.
Najbardziej uniwersalnym do zapisu plików jest format STL
Potrzebny jest teraz Slicer np Z-Suite
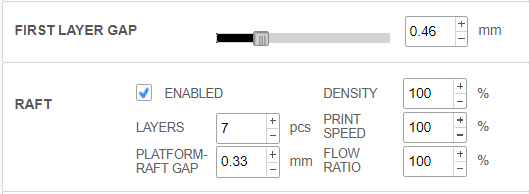
Podczas ustawień drukowania bardzo istotne jest dodanie 0,1 mm first layer gap
Po eksporcie plików powinniśmy mieć coś takiego jak na zdj niżej:
SLA - Stereolitografia
Utwardzanie materiału w postaci płynnej za pomocą UV
Podczas druku żywicznego ważne żeby przestrzegać bezpieczeństwa, korzystać z rękawiczek, można założyć maskę i okulary ochronne. Warto zadbać o dobrą wentylację pomieszczenia.
Postprocessing, cyli działanie po wykonaniu wydruku z żywicy:
- po zdjęciu wydruku ze stołu włożyć do pojemnika z izopropanolem (rozpuszczanie resztek żywicy)
- umyć pod bieżącą wodą
- osuszyć
- naświetlić promieniami UV w celu utwardzenia
Parametry naświetlania: 3,5 sekundy dolne warstwy i 3 sekundy pozostałe
Podczas wyboru rodzaju żywicy do wydruku istotna jest odpowiednia długość fali, która musi być kompatybilna z posiadaną drukarką.
Najważniejszym parametrem wpływającym na długość drukowania jest jego wysokość.