Dzień 2. Druk 3D Tinkercad + Chitubox_basic
- Perspektywa
Switch to flat view - przełącz się na widok płaski (nie ma punktów zbiegu)
Ctrl A -> Shift (odznaczamy jeden domek)
Ctrl+ strzałka w górę - podnoszenie (lub kropla)
Schody:
ctrl D
ctrl strzałka d o góry
przesuwamy klocek do tyłu
Wyrównanie:
Align - skrót "L"
Ctrl+Z - cofnij
Linijka:
Zapisywanie projektu:
Nazwa (np. Data)
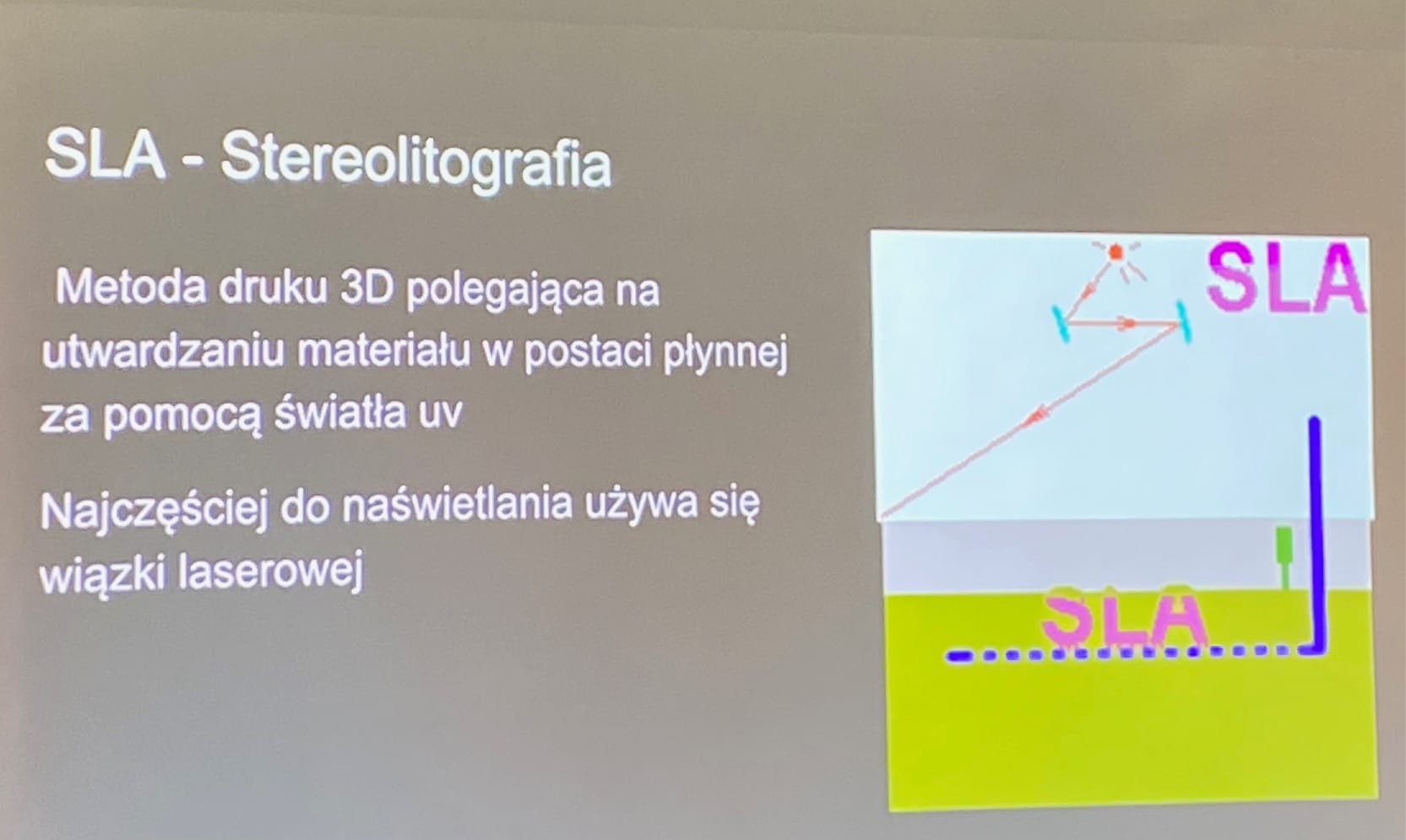
DRUK ŻYWICZNY
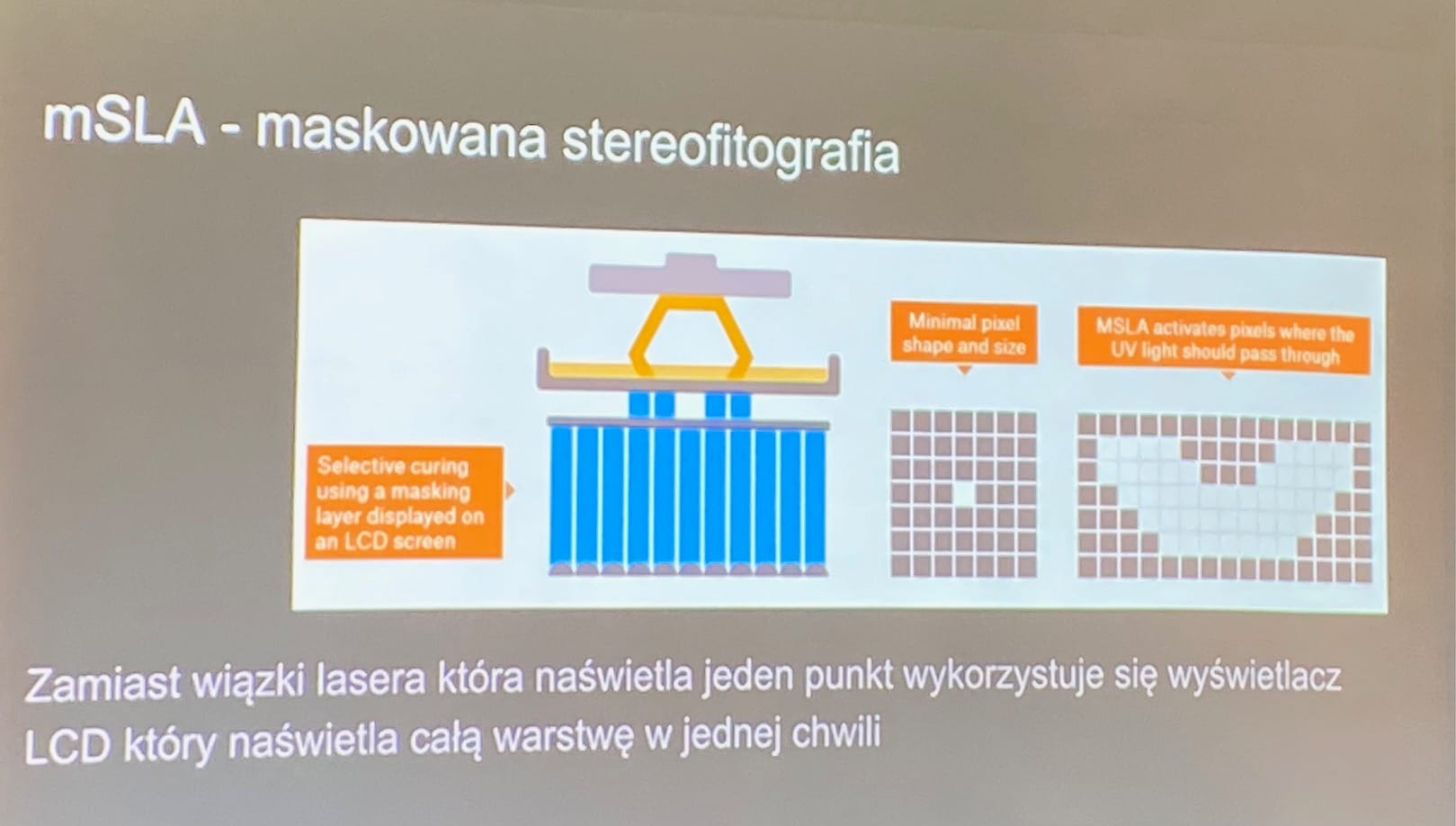

Przykład Slicera - program CHITUBUX

https://wiki.robisz.to/books/sla/page/jak-przygotowac-plik-do-druku-w-chitubox
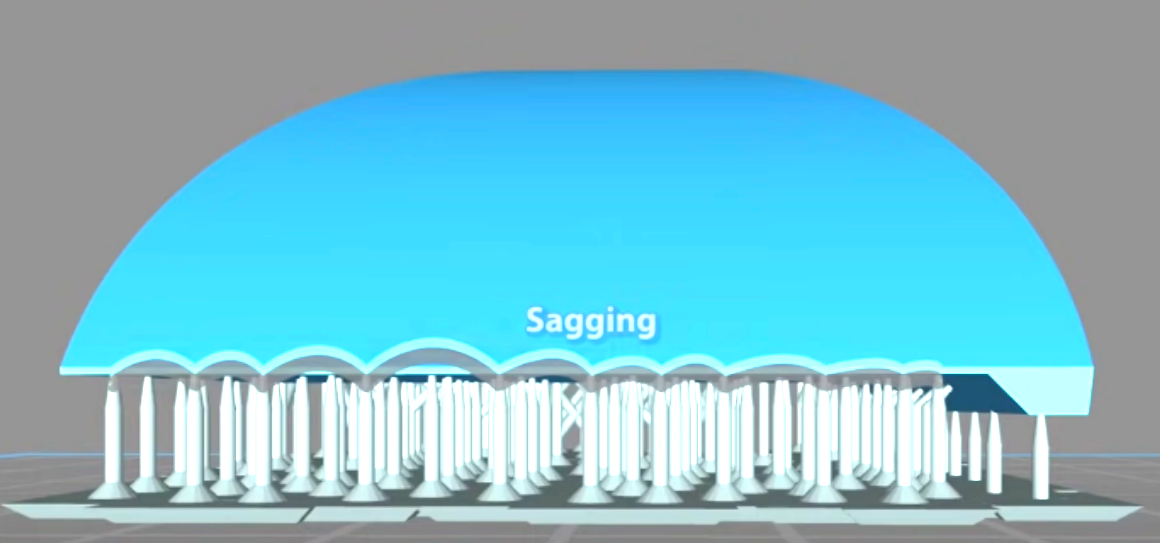
sagging – podczas druku cienkie warstwy (0.05mm) nie są wystarczająco sztywne aby utrzymać płaską powierzchnię i zaczynają tworzyć kształt podobny do parasolek do momentu stworzenia warstwy umożliwiającej prawidłowy druk. Aby uniknąć tego problemu wystarczy obrócić model pod kątem, w ten sposób warstwy które są tworzone będą wspierać siebie nawzajem
Ustawienie pod kątem rozwiązuje nam jeszcze jeden problem, który jest największym problemem jest to adhezja czyli wiązanie pomiędzy utwardzoną żywicą a stołem oraz żywicą i folią fep, zależy nam aby adhezja między stołem i żywicą była jak największa natomiast między żywicą a folią jak najmniejsza.
Drukujemy do góry nogami więc góra jest przy stole
- Machine nie zmieniamy
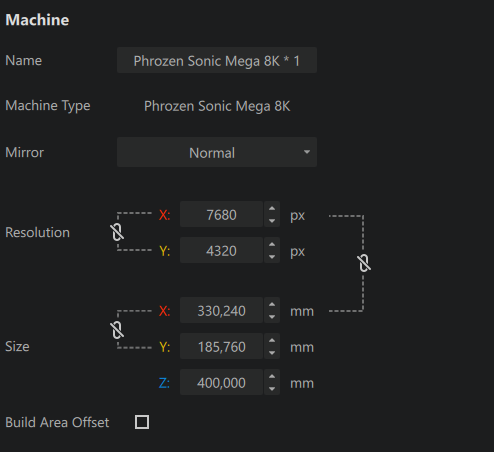
2. Resin przeważnie zostawiamy
3.Print Paramety druku sla pdk.pdf
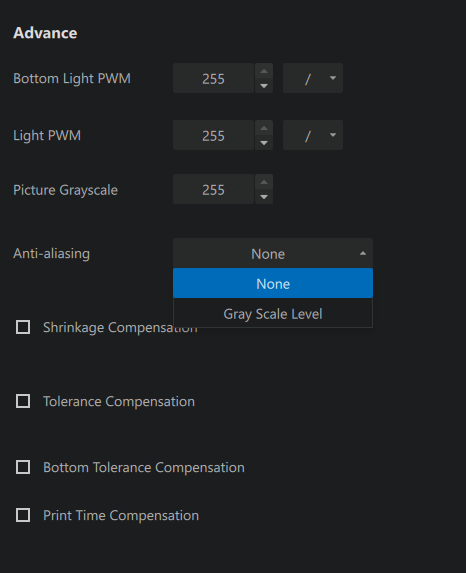
- Zakładka advance - Antialiasing - pozbywamy się ostrych krawędzi
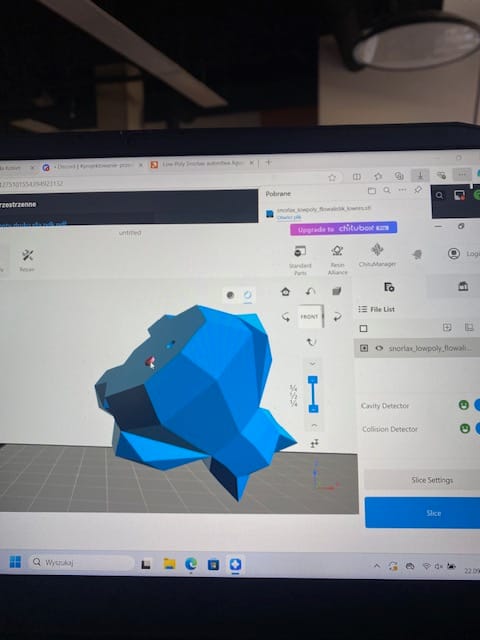
Ściągamy i wgrywamy model
https://www.printables.com/model/318081-low-poly-snorlax/files
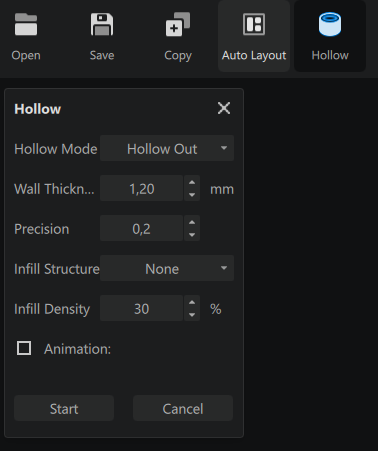
Po wgraniu modelu musimy go wydrążyć:
- Hollow > start
Ustawiamy grubość ścianki – przeważnie ok 1,5-2 mm, w uzasadnionych przypadkach możemy włączyć infill stucture, w środku modelu pojawi nam się wtedy wypełnienie które wzmocni nasz model, opcję animacji możemy wyłączyć tak aby oszczędzić czas i moc obliczeniową komputera. Uwaga, jeżeli chcemy zmienić np. grubość ścianki musimy cofnąć naszą operację, inaczej nie zadziała.
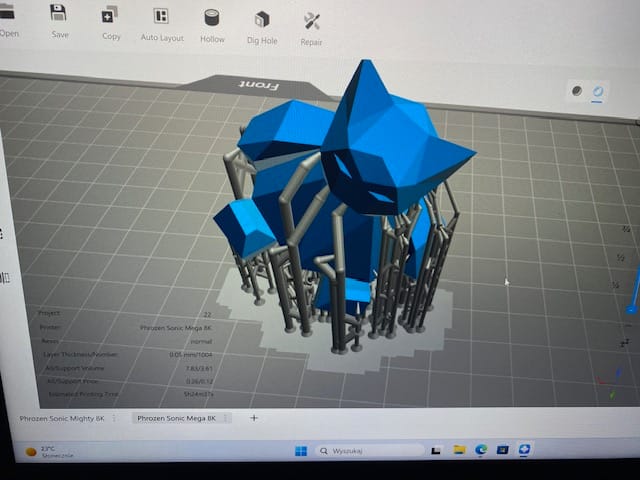
- Ustawiamy obiekt.
Cel: jak najmniejsza pierwsza warstwa, elementy wychodzące z modelu skierowane ku górze, możemy drukować prawie na pionowo lub prawie leżąco, pierwsza opcja wydłuży nam czas druku ale pozwoli na uzyskanie lepszej jakości widocznych elementów, druga skróci czas druku ale jakość będzie gorsza. Ostatnim aspektem jest obrócenie pod kątem, warto zrobić to w dwóch osiach dzięki czemu nasz model będzie mieć małe pierwsze warstwy druku i pozwoli nam to na zastosowanie mniejszej ilości podpór.
- Otwory
Otwory - na górnym pasku wybieramy opcję dig hole tu możemy zmienić kształt naszego otworu, średnicę ( należy uważać przy zmniejszaniu średnicy poniżej 2 mm ponieważ może się nie wydrukować) oraz głębokość, tu polecam ustawienie 2x grubość ścianki. Możemy również wybrać czy otwory mają być prostopadłe do modelu czy do stołu ( z reguły wybieramy tą pierwszą opcję)
- Support. Zawsze dajemy autosupport + dokłądamy light i heavy
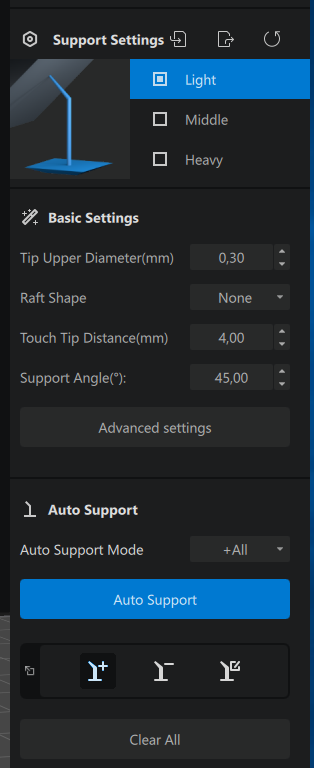
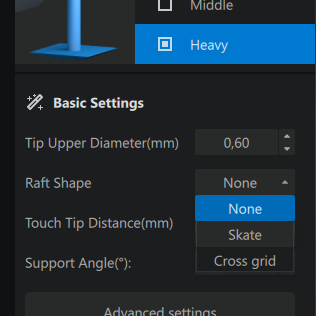
pomarańczowe przestrzenie muszą mieć support. Czerwone są prostopadłe do powierzchni (może pojawić się sagging). Wokół otworu co najmniej 3 supporty.
zapisujemy projekt w 3mf lub ctb
Gdy wszystkie podpory są już dodane wracamy do poprzedniej zakładki, teraz warto jest zapisać plik roboczy, w tym celu rozwijamy zakładkę po lewej stronie a następnie wybieramy opcję save project i zapisujemy z rozszerzeniem .chitubox. Ostatnim elementem jest pocięcie naszego modelu, do tego służy przycisk slice po prawej stronie, na koniec klikamy przycisk save, zapisujemy nasz plik na pendriva i jesteśmy gotowi do druku… a przynajmniej nasz model.
Sprawdzić:
*sculpting